全文HTML
--> --> -->一般用于摩擦和腐蚀应用的涂层应具有优异的化学惰性、高硬度、耐磨性能和致密均匀的结构等优良性能, 但对于单层涂层同时实现这些要求是困难的, 解决这个问题的最好方法就是使用多层复合涂层[5,6]. 研究表明, 与一些常用的二元或三元单层涂层相比, 如TiAlN, TiCN, VCN等, TiN/TiCN[7], Ti/TN/TiCN[8]和TiAlCN/VCN[9,10]等多层复合涂层表现出优异的机械、腐蚀和摩擦学等性能. Yang 等[11]采用电弧离子镀在 GCr15 钢领表面低温沉积性能优良的TiAl/TiAlN/TiAlCN涂层, 钢领寿命可延长 1—3 倍; AL-Bukhaiti等[12]使用磁控溅射沉积厚度约为2.8 μm的TiAlCN/TiAlN/Ti多层涂层, 硬度可达到17—20 GPa, 摩擦系数为0.3; Kawata等[13]使用直流磁控溅射技术制备厚度约为1.6 μm, 硬度达到15 GPa的TiAlCN/TiAlN/TiAl涂层研究其摩擦性能, 涂层的摩擦系数约为0.4, 磨损率约为10–3 mm3·N–1·m–1数量级. 通过将四元TiAlCN涂层和三元TiAlN涂层复合, 兼具各层的优良特性并减少涂层结构缺陷, 使涂层的性能提高. 但以上的涂层沉积和现阶段制备使用的磁控溅射、多弧离子镀、热喷涂等沉积技术在沉积过程中存在一些问题, 导致制备的涂层表面出现多孔、粗糙不均匀、致密性差等缺陷. 2009年Cheng-Hsun Hsu等研究使用FCAD技术制备厚度约为2 μm的TiAlCN涂层并研究其在3.5% NaCl溶液中的耐腐蚀性能, 自腐蚀电流密度可达到10–6 A·cm–2, 但是涂层表面的许多针孔、颗粒等缺陷导致涂层失效. 这些涂层表面的缺陷仍是防护涂层制备的技术瓶颈之一.
本文基于新型的磁过滤沉积技术解决涂层表面缺陷的问题, 制备TiAlCN/TiAlN/TiAl多层复合结构, 进一步提高涂层的抗腐蚀和耐磨损等性能, 系统研究膜层结构以及C含量在动态腐蚀以及磨损过程中的作用规律.
2.1.涂层制备
本实验使用磁过滤真空弧沉积(FCVA)技术在304不锈钢基底表面沉积不同C元素含量的TiAlCN/TiAlN/TiAl多层复合涂层. 依次用丙酮和无水乙醇分别对304不锈钢样片进行超声清洗 10 min. 图1为FCVA沉积装置示意图. 实验使用1∶1的圆形Ti-Al靶作为阴极真空弧源, 通过90°的磁过滤弯管将Ti, Al等离子体引入沉积腔室, 此过程可将中性粒子和大颗粒等杂质滤除. 首先在基底表面沉积4 min TiAl金属层(约100 nm), 然后通入50 min N2沉积TiAlN层(约1.2 μm), 最后同时通入15 min 的不同流量C2H2沉积顶层TiAlCN(约400 nm); 使用的基底偏压为–200 V, 弯管电流为2 A, 正偏压为24 V, 占空比100%. 其他实验参数不变, 改变C2H2的流量为0, 10和15 sccm(1 sccm = 1 ml/min)制备不同C含量的TiAlCN/TiAlN/TiAl涂层. 在沉积前, 分别使用–800, –600, –400 V的偏压对基底进行40 s的溅射清洗.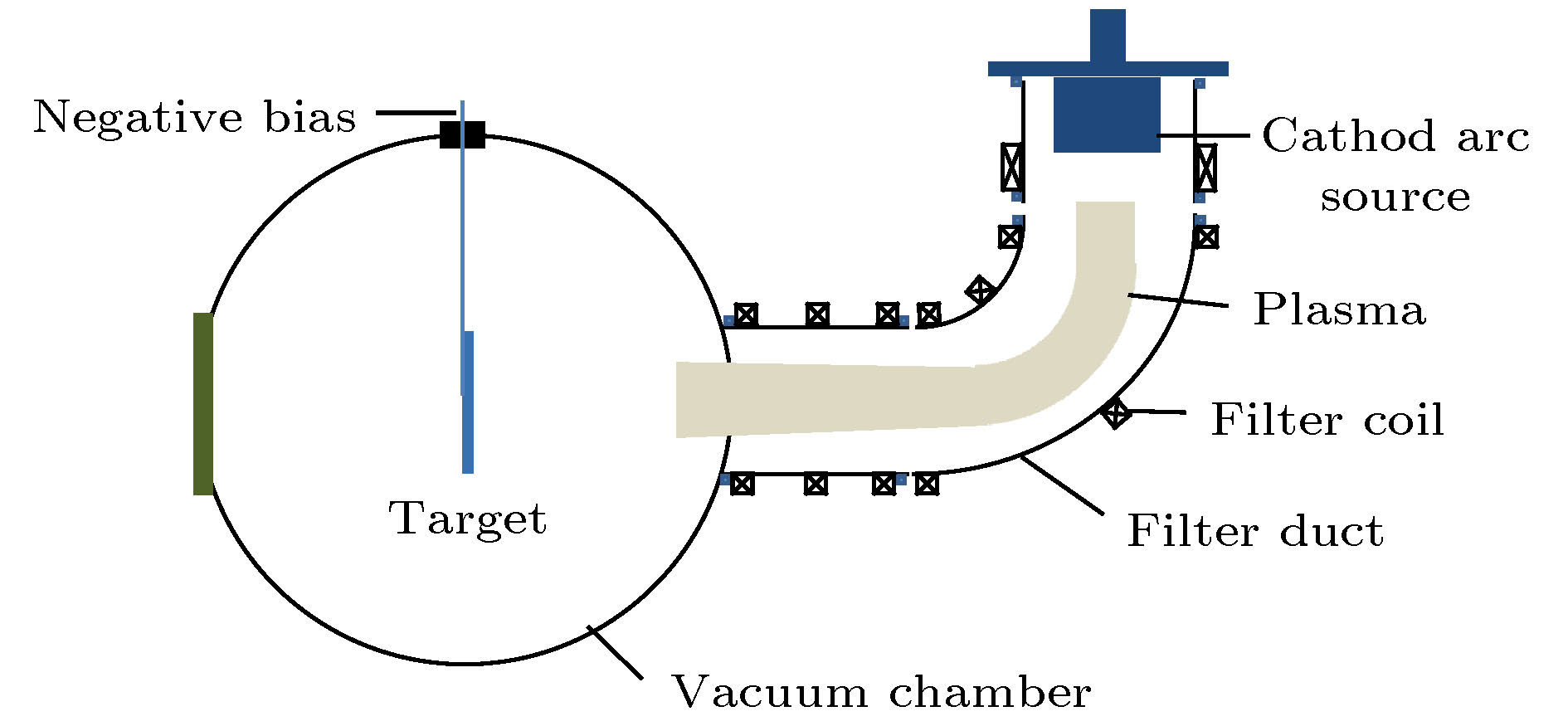 图 1 FCVA沉积装置示意图
图 1 FCVA沉积装置示意图Figure1. The schematic diagram of the FCVA deposition system.
2
2.2.涂层表征
采用S-4800冷场发射扫描电镜观察和分析涂层的表面形貌. 用扫描电镜自配的EMAX-350能谱仪对涂层元素种类和相对含量进行分析. 采用X射线衍射仪(XRD, X’Pert PRO MPD)分析涂层的相结构, 使用Cu的Kα源, 掠射角为1°, 每扫描1 min步长角度变化6°, 连续扫描模式的工作条件. 采用X射线光电子能谱仪(ESCALABMKⅡ)对涂层中元素成键情况进行分析. 采用拉曼光谱仪(LavRAM Aramis)对涂层中非晶碳相进行探究, 激光器为532 nmYAG固体激光器, 频移范围为100—3500 nm. 采用纳米压痕仪(WrexhamMicroMaterials LTD Nanotest)对涂层的显微硬度和约化模量进行测量, 实验时纳米力学探针的压入深度控制在涂层厚度的5%—10%范围内.2
2.3.摩擦实验
摩擦实验在圆盘-磨球往复式滑动的摩擦试验机(MFTR4000, Lanzhou Institute of Chemical Physics, China)上进行的. 实验施加载荷为1 N, 对磨球为Si3N4 (Ф6 mm), 摩擦振幅和频率分别为5 mm 和1 Hz, 摩擦时间为30 min. 采用表面形貌仪(Talysurf 5P-120)和SEM测量磨痕的深度和宽度以计算磨损率.2
2.4.电化学腐蚀实验
利用 PARSTAT 2273 电化学工作站测试涂层的极化曲线和电化学阻抗谱, 采用标准三电极体系, Pt电极为辅助电极, 饱和甘汞电极为参比电极, 试样为工作电极, 试样有效工作面积为 0.5 cm2, 腐蚀溶液为3.5%NaCl 溶液.3.1.涂层的成分及物相分析
通过EDS能谱仪测量TiAlCN/TiAlN/TiAl涂层的元素相对含量, 结果如表1所列. S1的C2H2气量为0 sccm, 涂层的结构为TiAlN/TiAl; 随着C2H2气量的增加, TiAlCN/TiAlN/TiAl涂层中的C元素含量逐渐增加, 涂层分布示意如图2所示, 涂层厚度保持在1.7 μm. 从图3所示不同C含量TiAlCN/TiAlN/TiAl涂层的截面形貌可以观察到清晰的分层. S1(0 sccm, 0 at.%C)表现出明显的TiAlN柱状晶结构; C元素的加入使顶层TiAlCN的柱状晶结构减弱, 组织变得致密; S3(15 sccm, 12.39 at.%C)顶层TiAlCN的晶粒明显细化, 结构均匀紧实. 稠密均匀的组织结构能够有效增强涂层的耐腐蚀性能.| Sample | C2H2/sccm | Ti/at.% | Al/at.% | N/at.% | C/at.% | |
| TiAlN/TiAl | S1 | 0 | 30.87 | 22.85 | 46.28 | — |
| TiAlCN/TiAlN/TiAl | S2 | 10 | 28.64 | 21.52 | 41.23 | 8.61 |
| TiAlCN/TiAlN/TiAl | S3 | 15 | 27.60 | 22.95 | 37.07 | 12.39 |
表1不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的元素相对含量
Table1.Chemical composition of TiAlCN/TiAlN/TiAl coatings deposited at various C2H2.
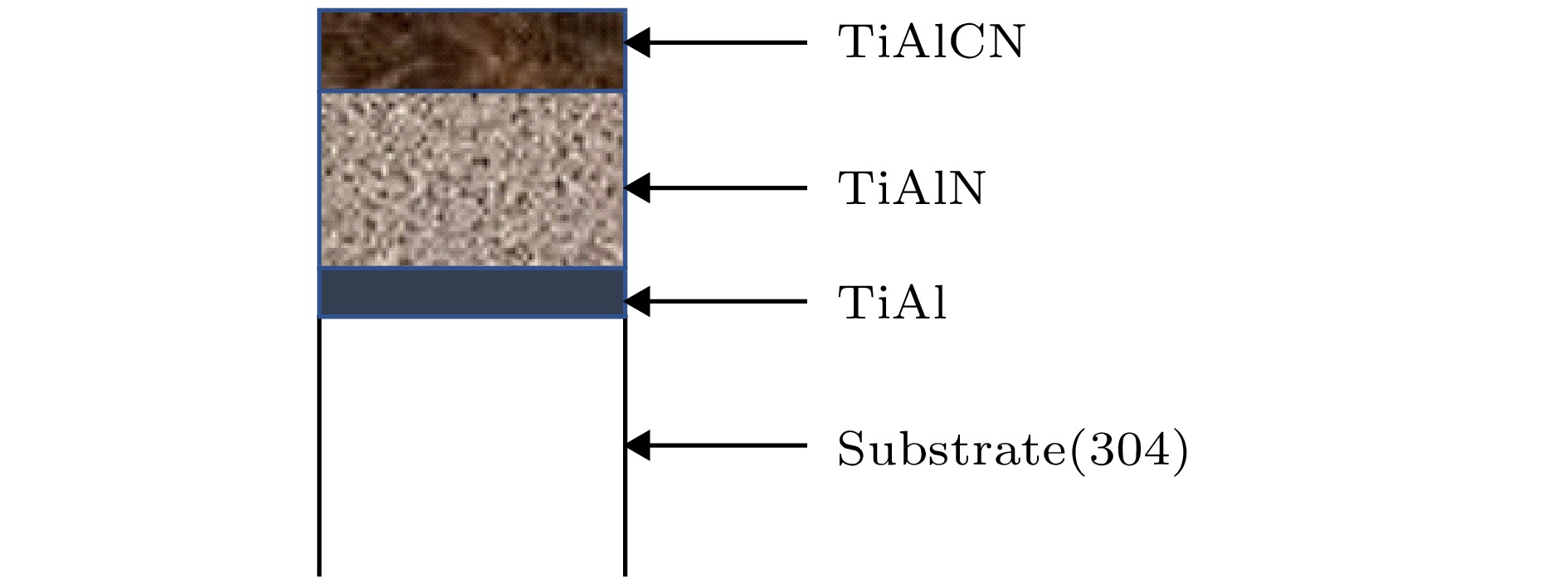 图 2 涂层中各层分布
图 2 涂层中各层分布Figure2. Distribution of the layers in the coating.
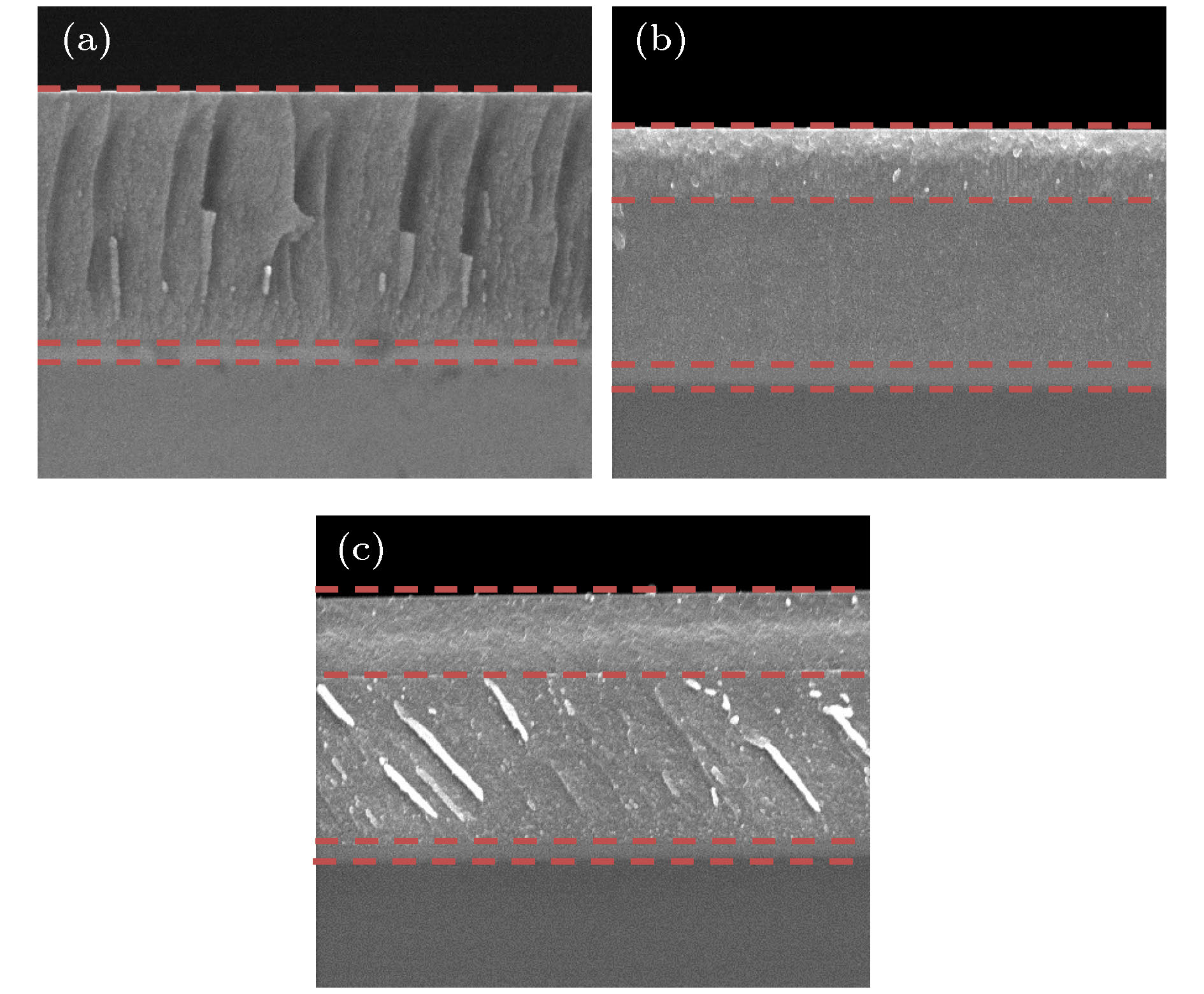 图 3 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的截面形貌 (a) 0 sccm; (b) 10 sccm; (c) 15 sccm
图 3 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的截面形貌 (a) 0 sccm; (b) 10 sccm; (c) 15 sccmFigure3. Thecrosssection of TiAlCN/TiAlN/TiAl coatings deposited at various C2H2:(a) 0 sccm; (b) 10 sccm; (c) 15 sccm
观察图4的XRD图谱, 在43°, 50°和74°附近的衍射峰为基底峰, 涂层的晶体结构主要为fcc-TiAlN结构, 包含(111)和(311)两个峰, 最优取向均为(111). C元素的加入会取代部分N原子, 形成更复杂的(Ti, Al)(C, N)的结构. 随着C含量的升高, TiAlCN/TiAlN/TiAl涂层的(111)衍射峰强增加, 在S3(15 sccm, 12.39 at.%C)中最强且非常尖锐, 说明此时TiAlCN相最强且结晶度最好[14], 这是薄膜竞相生长的结果, 说明C含量变化时发生取向变化; 同时(111)晶面的峰位强度始终高于(311)晶面, 这是因为(111)晶面往往具有最小的生长表面能, 涂层朝着晶体表面能更低的晶面生长, 因而涂层具有(111)晶面择优取向[15].
 图 4 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的XRD图谱
图 4 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的XRD图谱Figure4. XRD diffractogram of TiAlCN/TiAlN/TiAl coatings deposited at various C2H2.
由于C元素可以以非晶碳形式存在于涂层结构中, 因此采用拉曼光谱分析进一步研究涂层中的C元素. 图5为TiAlCN/TiAlN/TiAl涂层的拉曼谱图, 在拉曼位移为1200—1700 cm–1区间内, S2(10 sccm, 8.61 at.%C)几乎观察不到非晶碳的信号峰, 在S3(15 sccm, 12.39 at.%C)中明显出现非晶碳的信号峰. G峰由sp2键的伸缩振动造成, D峰对应着无序石墨结构[16], 可以通过D峰与G峰的面积积分强度比ID/IG反映出sp3键含量, ID/IG值越大, sp3键含量越低[17]. S3(15 sccm, 12.39 at.%C)的ID/IG为0.976. 非晶态碳的形成与(Ti, Al)—N和(Ti, Al)—C键不同的自由能有关, 由于(Ti, Al)—N键的自由能比(Ti, Al)—C低, N原子优先与Ti和Al原子反应[18], 当涂层中N原子数达到一定点, (Ti, Al)(C, N)晶格中的所有非金属原子中心都被占据后, 过饱和的C原子将在晶界处沉淀为无定形碳[19,20]. 因此C元素在S2(10 sccm, 8.61 at.%C)中主要以TiAlCN固溶形式存在, 而S3(15 sccm, 12.39 at.%C)中的C元素不仅以TiAlCN相形式存在, 也以非晶碳相形式填充在涂层的晶粒之间.
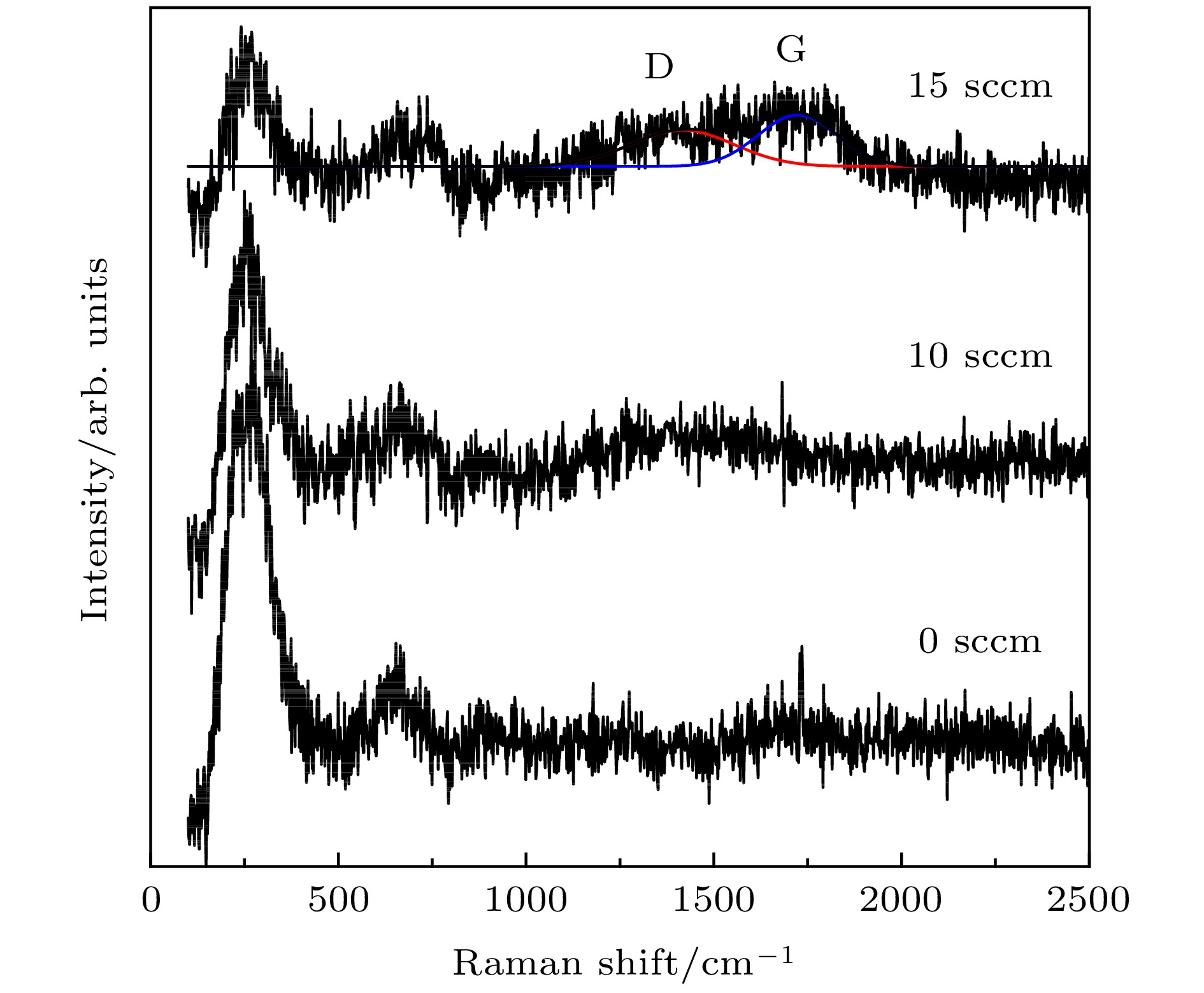 图 5 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的拉曼谱图
图 5 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的拉曼谱图Figure5. Raman spectra of TiAlCN/TiAlN/TiAl coatings deposited at various C2H2.
X射线光电子能谱(XPS)能够检测涂层内部详细的结构信息, 以S3(15 sccm, 12.39 at.%C)为例, 使用XPS分析其化合物组成, 如图6所示, 图6(c)中的Ti 2p的光电子峰主要由一对自旋轨道Ti 2p3/2和Ti 2p1/2双峰组成, 3个低能水平的Ti 2p3/2和3个高能水平的Ti 2p1/2峰对应的键能分别为457.47, 457.82, 458.27和463.27, 463.62, 464.17 eV, 分别标定为Ti—N, Ti—C, Ti—N—O和Ti—N, Ti—C, Ti—N—O键[21]. C 1s光谱结合能为284.62和285.37 eV的特征峰分别标定为sp2—C和sp3—C键. 类石墨结构的sp2—C 键具有软泥状的结构, 能明显降低摩擦过程中的剪切应力, 进而降低摩擦因数; sp3—C键具有类金刚石结构和高硬度, 能明显改善涂层的力学性能[22]. 通过计算S3(15 sccm, 12.39 at.%C)中的sp2—C和sp3—C峰面积得到sp2/sp3的面积比为0.508, 说明此时sp3键含量较高. N 1s光谱中结合能为399.62 eV对应的特征能量峰为N—(Ti, Al)键. Al 2p在74.41 eV的特征峰对应Al—N键. 通过N 1s光谱中对应的N—(Ti, Al)峰和XRD中物相分析可知TiAlCN固溶相存在于涂层内部; 从图6(b)和图6(c)中可以发现, C 1s峰中没有明显的C—Ti峰, Ti 2p峰中Ti—C峰很小, 同时结合Raman分析, 说明C元素在S3(15 sccm, 12.39 at.%C)内部不仅以结晶较好的TiAlCN相存在, 同时也以无定形非晶碳的形式填充在涂层中, 这种形式下能够方便形成典型致密的纳米复合材料结构.
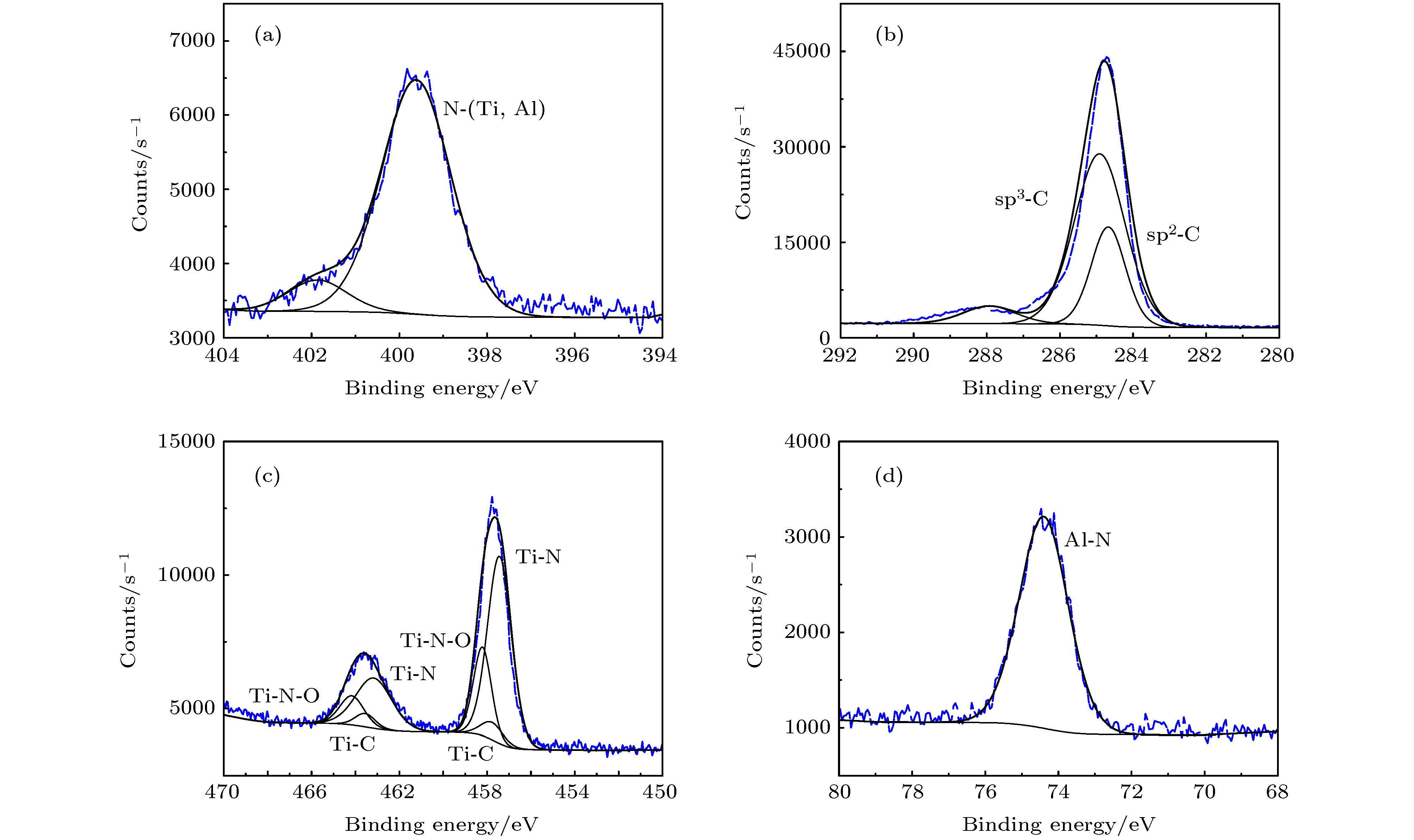 图 6 S3(15 sccm, 12.39 at.%C)的XPS图谱 (a) N 1s; (b) C 1s; (c) Ti 2p; (d) Al 2p
图 6 S3(15 sccm, 12.39 at.%C)的XPS图谱 (a) N 1s; (b) C 1s; (c) Ti 2p; (d) Al 2pFigure6. XPS analysis of S3: (a) N 1s;(b) C 1s;(c) Ti 2p; (d) Al 2p.
2
3.2.力学性能分析
表2为不同C含量的TiAlCN/TiAlN/TiAl涂层的硬度、杨氏模量和H/E的数值, 可以看到, 三个数值的变化趋势相似, 随着C含量的增加而升高. 引入顶层TiAlCN的S2(10 sccm, 8.61 at.%C)与S1(0 sccm, 0 at.%C)相比, 涂层的硬度和模量明显增加, 硬度从30.53升高到41.16 Gpa, 模量从290.20 Gpa升高到310.65 Gpa, 这是因为在S2涂层结构中C元素取代部分的N形成强化相TiAlCN, 引起晶格畸变和共价键增加, 从而使涂层硬度和弹性模量显著提高[23]. 随着C含量的继续增加, S3(15 sccm, 12.39 at.%C)的硬度和模量继续增大, 硬度达到了44.36 GPa的超硬水平. 结合前面的分析, S3内部结构的TiAlCN固溶相和无定型非晶碳相多相共存使晶界复合化, 这是涂层硬度较高的主要原因[24]; 同时sp3—C键含量与涂层硬度密切相关, S3涂层中的高sp3—C键含量也是硬度明显提高的原因.| Sample | C2H2/sccm | E/GPa | H/GPa | H/E | |
| TiAlN/TiAl | S1 | 0 | 290.20 | 30.53 | 0.105 |
| TiAlCN/TiAlN/TiAl | S2 | 10 | 310.65 | 41.16 | 0.133 |
| TiAlCN/TiAlN/TiAl | S3 | 15 | 316.14 | 44.36 | 0.140 |
表2不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的显微硬度、杨氏模量和H/E比值
Table2.Microhardness、Modules and ratio of H/E of TiAlCN/TiAlN/TiAl coatings deposited at various C2H2.
文献中[25,26]普遍认为可以通过H/E的值来推测衡量薄膜的耐磨性能, 称之为“抗塑性变形抗力”. 2001年Kawata等[13]使用直流磁控溅射技术制备TiAlCN/TiAlN/TiAl涂层的H/E为0.0577; 2014年AL-Bukhaiti等[12]使用磁控溅射沉积厚度约为2.8 μm的TiAlCN/TiAlN/Ti涂层H/E为0.0651; 2015年Zeng等[19]使用射频磁控溅射制备超硬TiAlCN涂层的H/E可达到0.099. 本工作通过优化设计沉积工艺制备的多层复合结构TiAlCN/TiAlN/TiAl体系, 随着C含量的增加, H/E明显提高, 可达到0.140(具体数值见表2), 说明理论上涂层的耐磨性会提高.
2
3.3.电化学腐蚀性能
不同C含量的TiAlCN/TiAlN/TiAl涂层在3.5%NaCl溶液中动电位极化的Tafel曲线如图7. 涂层的自腐蚀电位Ecorr和自腐蚀电流密度Icorr测量结果表明(图8), 随着C含量的增加, 涂层的Ecorr提高, Icorr明显减小. S3(15 sccm, 12.39 at.%C)的自腐蚀电位Ecorr较S1(0 sccm, 0 at.%C)提高了5.6倍, 为0.271 V, Icorr降低了1/52, 为8.092 × 10–9 A·cm–2, 达到超低自腐蚀电流密度.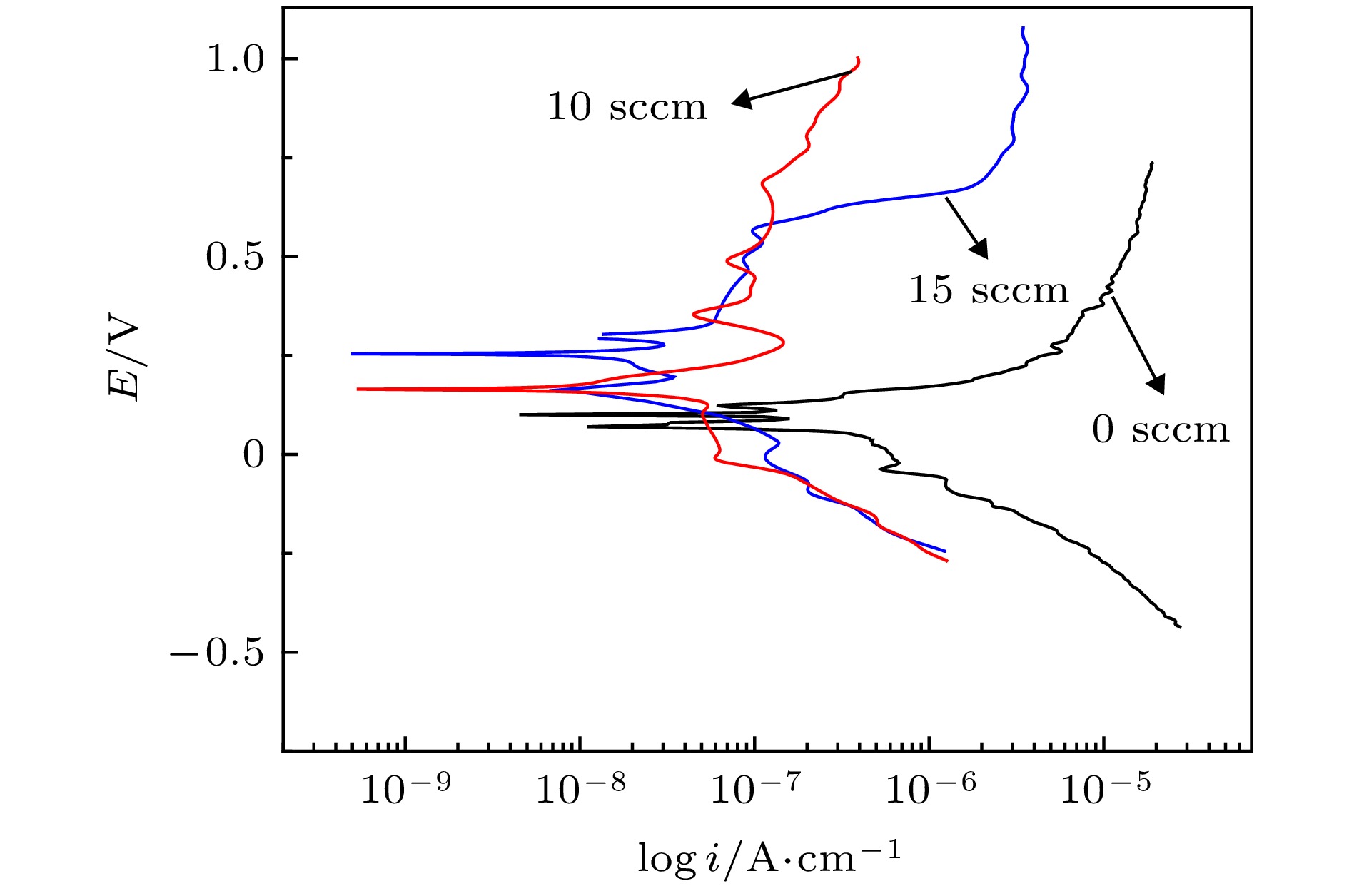 图 7 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层在3.5 wt-% NaCl溶液中的动电位极化曲线
图 7 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层在3.5 wt-% NaCl溶液中的动电位极化曲线Figure7. Potentiodynamic polarization curves of TiAlCN/TiAlN/TiAl coatings in 3.5 wt-% NaCl solution.
 图 8 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层电化学腐蚀的数据结果
图 8 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层电化学腐蚀的数据结果Figure8. Results of Electrochemical corrosion characterization activities for TiAlCN/TiAlN/TiAl coatings deposited at various C2H2.
EIS是衡量涂层耐腐蚀性的另一种有效方法, 图9是不同C含量TiAlCN/TiAlN/TiAl涂层的Nyquist图谱, Nyquist图由阻抗的实部和虚部组成, 通过直接比较图谱中容抗弧直径的大小可以评价涂层的耐腐蚀性[27]. 容抗弧通常对应电极表面与溶液形成的电层反应, 较大的容抗弧说明反应阻力较大[28], 耐腐蚀性能好; 从图9可以发现, 随着C含量的增加, 样品的容抗弧直径变大, 说明耐腐蚀性能提高, S3(15 sccm, 12.39 at.%C)的容抗弧比其他两个样品都大, 耐腐蚀性能最佳. 图10所示为涂层阻抗与频率关系, 通过低频区的阻抗值来衡量涂层耐腐蚀性能, 在低频区的阻抗值越大, 说明涂层的耐腐蚀性能越好[29]. 同样可以发现, 随着C含量的增加, 涂层的阻抗值逐渐增加, 这说明C含量的增加, 明显提高了涂层的耐腐蚀性能. 同时从图11的相角与频率关系中发现样品的容抗区域出现在很宽的频率范围内, 说明在这段频率范围内对应两个时间常数, 即对应的容抗弧由两个圆弧叠加得到, 样品在3.5%NaCl溶液中包含两个闭合回路, 第一回路与涂层/溶液有关, 出现在高频区; 第二回路与基底/涂层有关, 出现在低频区. 顶层的TiAlCN薄膜的引入, 有效提高了涂层的耐腐蚀性能, 这样的提高是因为C元素的引入使涂层结构变得均匀连续[30]; S3(15 sccm, 12.39 at.%C)结构中存在均匀无特征结构的非晶碳, 使结构变得更加致密, 能有效阻挡腐蚀介质[31]; 同时多层复合结构中膜层间相互交替生长的封孔作用[32,33], 使S3表现出优异的耐腐蚀性能.
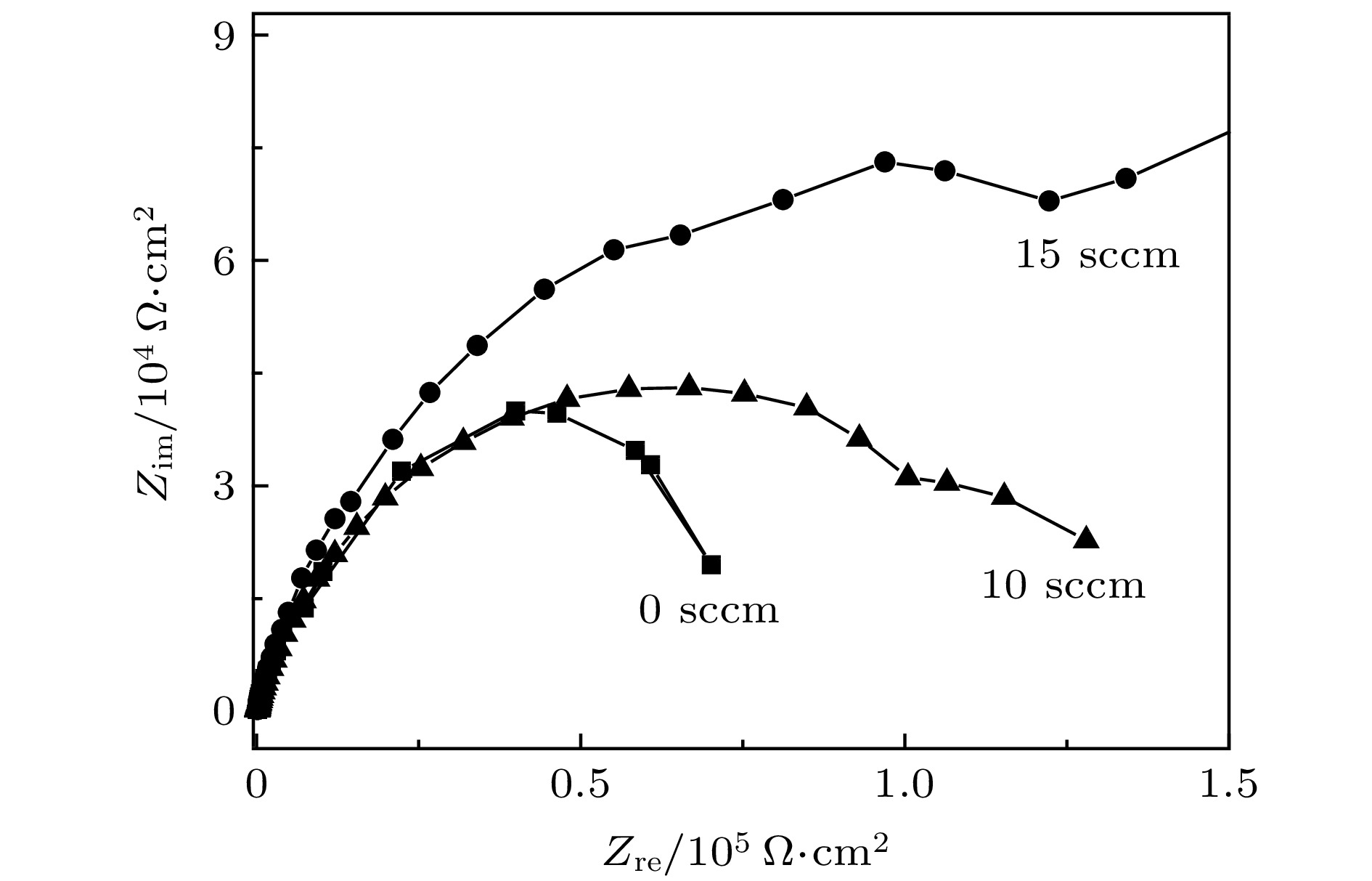 图 9 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层电化学阻抗谱
图 9 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层电化学阻抗谱Figure9. Electrochemical impedance spectroscopy of TiAlCN/TiAlN/TiAl coatings deposited at various C2H2.
 图 10 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的阻抗-频率图
图 10 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的阻抗-频率图Figure10. Bode plots ofTiAlCN/TiAlN/TiAl coatings deposited at various C2H2.
 图 11 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的相角-频率图
图 11 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的相角-频率图Figure11. Bode phase angle plots ofTiAlCN/TiAlN/TiAl coatings deposited at various C2H2.
本实验使用FCVA技术沉积的TiAlCN/TiAlN/TiAl涂层的自腐蚀电流密度可达到10–9 A·cm–2的超低自腐蚀电流密度, Cheng等[34]使用FCAD技术沉积厚度约为2 μm的TiAlCN涂层在3.5%NaCl溶液中自腐蚀电流密度为10–6 A·cm–2数量级; 2011年, Xie等[35]使用多等离子体浸没注入与沉积和磁控溅射制备多层TiAlSiN/WS2的自腐蚀电流密度在10–5 A·cm–2数量级附近波动; 2014年Sampath等[36]使用等离子体增强物理气相沉积(PEPCVD)工艺制备厚度约为4 μm的TiAlN/AlCrN涂层体系的自腐蚀电流密度为10–1数量级. 本工作TiAlCN/TiAlN/TiAl涂层的制备基于FCVA技术优势, 在沉积过程中引出的几乎为100%离子, 无颗粒, 基体表面原子获得能量高, 能方便实现表面的迁移, 提高膜层的致密性. 如图12所示为不同C含量的TiAlCN/TiAlN/TiAl涂层的表面SEM图, 涂层表面均匀光滑, 未出现明显的颗粒、针孔等缺陷, 有效解决涂层表面缺陷问题, 这是多弧离子镀、热喷涂和其他传统磁控技术不能实现的. 其次, TiAlCN/TiAlN/TiAl涂层体系多层复合结构和涂层中C元素的共同作用对Cl–离子形成高密度惰性屏障, 进而使涂层的自腐蚀电流密度大幅降低, 表现出优异的耐腐蚀性能.
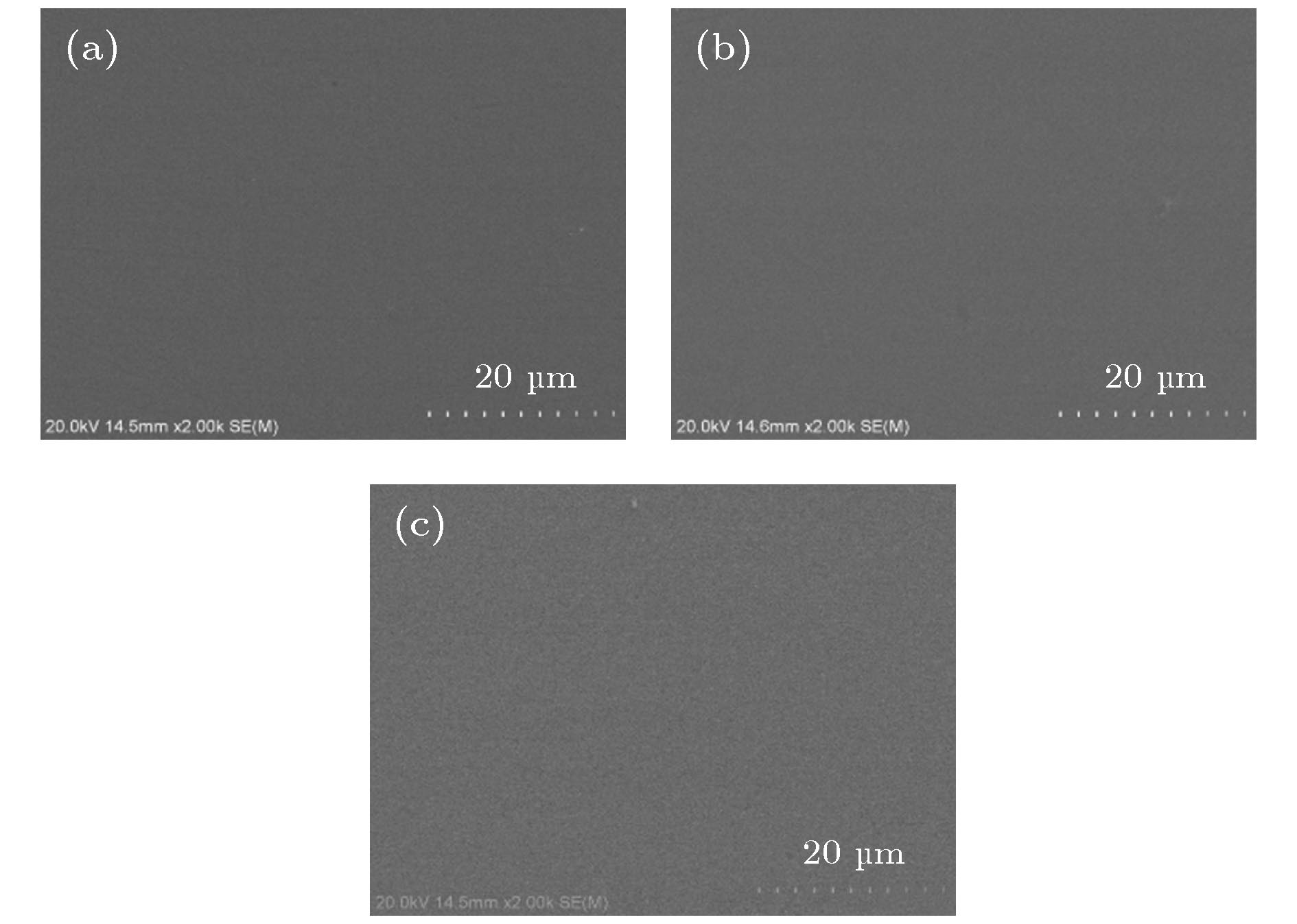 图 12 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层表面SEM形貌(a)0 sccm; (b)10 sccm; (c)15 sccm
图 12 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层表面SEM形貌(a)0 sccm; (b)10 sccm; (c)15 sccmFigure12. SEM surface micrographs of TiAlCN/TiAlN/TiAl coatings deposited at various C2H2: (a)0 sccm; (b)10 sccm; (c)15 sccm.
2
3.4.摩擦性能
图13示出了不同C含量TiAlCN/TiAlN/TiAl涂层的摩擦系数曲线, 当在空气中对摩时, 摩擦系数在磨合期呈现增加趋势; 进入稳定期后, 随着C含量的增加, 涂层的摩擦系数降低, S2(10 sccm, 8.61 at.%C)和S3(15 sccm, 12.39 at.%C)的摩擦系数变化较稳定, 而S1(0 sccm, 0 at.%C)的摩擦系数曲线振幅较大, 说明涂层与摩擦副之间出现了黏着. 图14所示不同C含量TiAlCN/TiAlN/TiAl涂层的摩擦系数和磨损率, 与S1(0 sccm, 0 at.%C)相比, S3(15 sccm, 12.39 at.%C)的摩擦系数COF降低了2.7倍, 为0.43; 磨损率降低了1.4倍, 为1.13 × 10–5 mm3·N–1·m–1. 涂层磨损率的计算公式为
 图 13 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的摩擦系数
图 13 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的摩擦系数Figure13. Friction coefficient curves of TiAlCN/TiAlN/TiAl coatings deposited at various C2H2.
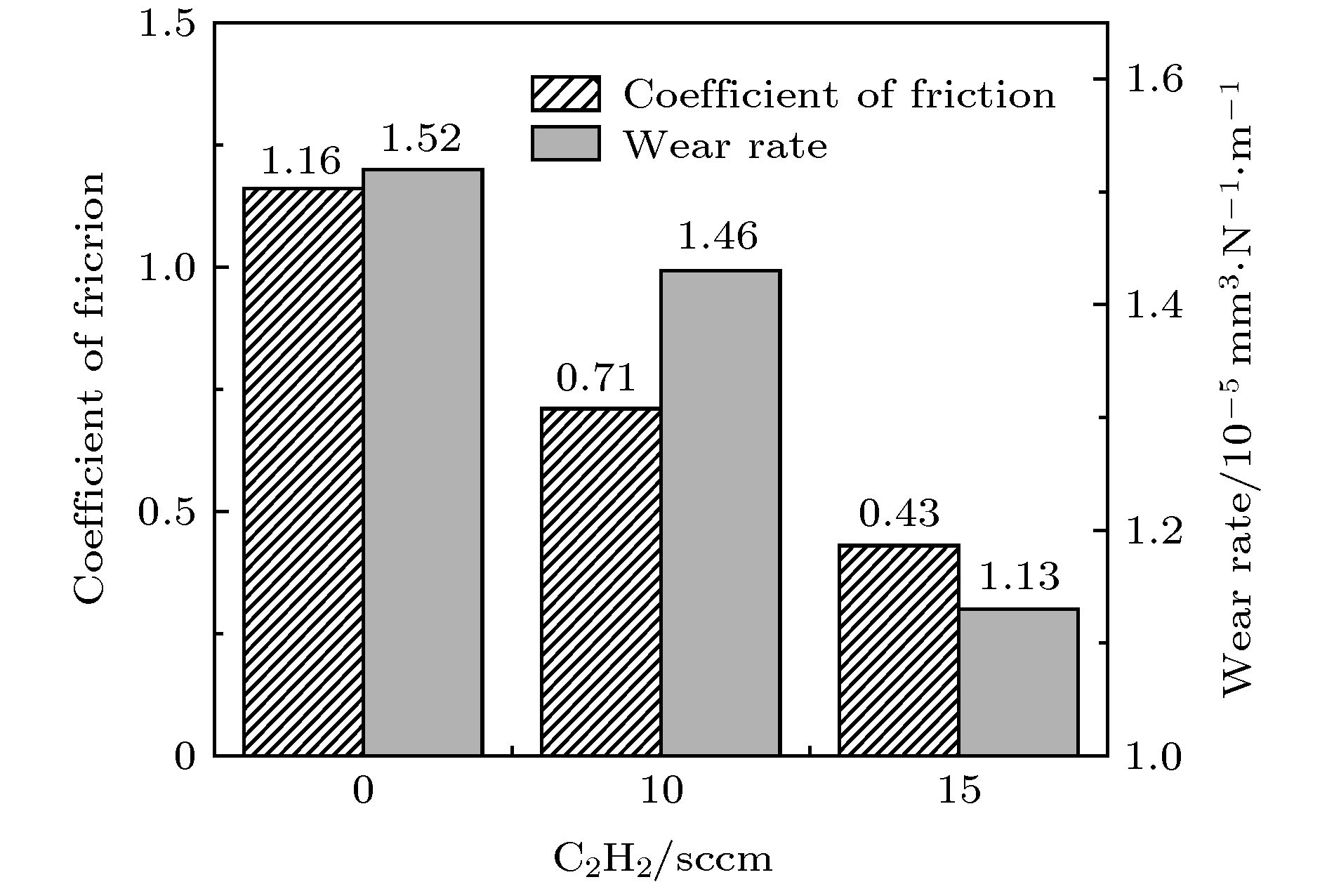 图 14 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的摩擦系数和磨损率
图 14 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层的摩擦系数和磨损率Figure14. Friction coefficientand wear rate of TiAlCN/TiAlN/TiAl coatings deposited at various C2H2.
其中, v为磨损体积(mm3), 根据磨痕宽度和深度计算可得; F为法向载荷(N), S为滑动距离(m).
通过磨痕表面SEM和EDS进一步研究涂层的摩擦磨损机制. 图15(a)示出了S1(0 sccm, 0 at.%C)的磨痕SEM形貌, 磨损区出现明显的犁沟和裂纹, 磨痕宽度为305 μm. 观察磨痕区的放大SEM形貌图(图15(b)), 可以发现在磨损表面存在较多的磨屑微粒, 堆积形成一定厚度的磨屑层. 对A处红色方框内的磨屑层进行EDS能谱分析发现, Ti和Al元素含量仍然很高, 磨屑主要是TiAlN磨损颗粒; 同时O含量也较高, 说明在磨损过程伴随着一定程度的氧化. 对B处红色方框内的裂纹进行EDS分析发现, 基底材料如Fe元素含量较高, 说明该处已经有基底裸露. 在摩擦磨损过程中, 局部高应力使部分涂层颗粒剥落, 形成第三体TiAlN硬质颗粒[37], 对涂层有明显的剪切作用, 使磨损表面发生严重的磨粒磨损.
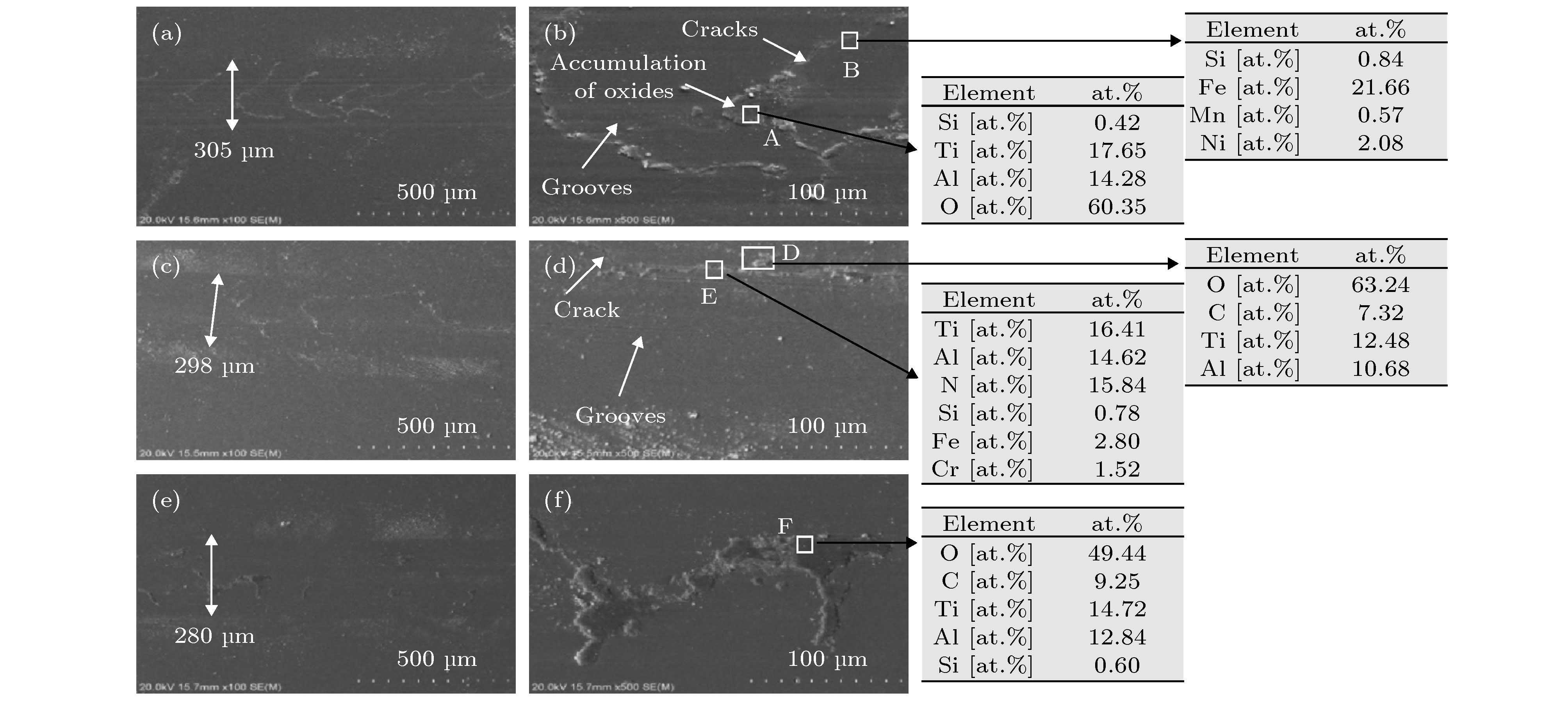 图 15 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层磨痕区的SEM图像和EDS能谱分析 (a), (b) 0 sccm; (c), (d) 10 sccm; (e), (f) 15 sccm
图 15 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层磨痕区的SEM图像和EDS能谱分析 (a), (b) 0 sccm; (c), (d) 10 sccm; (e), (f) 15 sccmFigure15. SEM micrographs of the wear track and EDS results of TiAlCN/TiAlN/TiAl coatings deposited at various C2H2: (a), (b) 0 sccm; (c), (d) 10 sccm; (e), (f) 15 sccm.
结合图16对磨损区的拉曼分析, 可以看到在S2(10 sccm, 8.61 at.%C)和S3(15 sccm, 12.39 at.%C)磨痕区均出现了两个明显的峰, 分别对应着1350 cm–1位置处的D峰和在1550 cm–1的G峰. 这说明在摩擦过程中存在具有自润滑作用的非晶碳膜, 能有效起到减磨作用.
 图 16 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层磨痕处的拉曼谱图
图 16 不同C2H2流量沉积的TiAlCN/TiAlN/TiAl涂层磨痕处的拉曼谱图Figure16. Raman spectra of wear track of TiAlCN/TiAlN/TiAl coatings deposited at various C2H2.
观察图15(c)和衅15(d)可以发现S2(10 sccm, 8.61 at.%C)的磨痕宽度减小为298 μm, 磨痕区的裂纹明显减少, 犁削表面更加平坦, 磨损明显减轻. 对D处红色方框内的堆积层进行EDS 分析发现, O, C, Ti和Al元素含量较高; 同时结合图16磨损区的Raman分析, S2中固溶的C元素在摩擦过程中可转化为作为固体润滑剂的非晶碳润滑膜, 在磨屑氧化层与非晶碳润滑膜的减摩-润滑作用下, 摩擦系数明显降低为0.71. 对E处红色方框内的裂纹进行EDS分析发现Ti, Al和N的含量仍较高, 基底材料的元素含量较少可视为误差范围内, 涂层并未磨穿, S2的磨损率降低, 为1.46 × 10–5 mm3·N–1·m–1.
在3.2中对涂层力学性能的分析, C元素的引入不仅明显提高S2的硬度H和弹性模量E, 而且H/E也明显增大. 硬度和弹性模量的升高使涂层在摩擦过程中难以发生变形; H/E的增大说明涂层韧性变好, 不易发生断裂和磨损. 同时顶层TiAlCN中的C元素在摩擦过程中可形成具有优异的自润滑作用的非晶碳膜, 所以S2的摩擦系数和磨损率明显减小, 耐磨性提高.
随着C含量的进一步增加, 图15(e) 中S3(15 sccm, 12.39 at.%C)的磨痕区展现轻微磨损的特征, 只在磨损轨迹上出现黑色的堆积层, 对F处红色方框内的堆积层进行EDS分析, 发现O, C, Ti, Al元素含量仍然较高, 磨屑氧化层仍然存在; 同时结合对磨痕区的Raman测试分析(图16), S3较S2(10 sccm, 8.61 at.%C)的ID/IG比值从1.18增加到1.71, 润滑相sp2-C键增加. 而且S3磨痕区的ID/IG与表面(0.976)相比增大, 为1.71, 摩擦过程中sp3键向类石墨的sp2结构转化, 逐渐石墨化起到自润滑效果, 摩擦系数继续降低, 为0.43. 此外犁削现象消失, 即使在磨痕放大倍数的SEM图(图15(f))中也未观察到犁沟, 磨损率降低到最小值, 为1.13 × 10–5mm3·N–1·m–1, 这是由于C含量的继续提高, 使拥有优异纳米复合结构的S3的硬度和弹性模量进一步增大达到超硬水平, H/E也增大到0.140, 涂层在往复摩擦过程中的抗塑性变形能力随之提高.
TiAlCN/TiAlN/TiAl相较于TiAlN/TiAl(S1)涂层体系硬度和韧性明显提高, 这是因为一方面多层复合的结构增加了涂层/基体的承载能力, 另一方面TiAlCN/TiAlN/TiAl增加了涂层内部的界面数量, 对裂纹的扩展起到抑制作用. 同时摩擦过程中非晶碳膜的自润滑作用抑制磨损进一步发生, 所以TiAlCN/TiAlN/TiAl涂层体系耐磨性能显著提高. 随着C含量的增加, 耐磨性能继续提升, TiAlCN固溶相/非晶碳典型纳米复合结构的S3(15 sccm, 12.39 at.%C)由于其超高硬度与高韧性和摩擦过程中高sp2-C键, 使摩擦系数和磨损率降低到最小, 展现优异的耐磨性能.
