1 精准对接 1.1 数字量测量条件下精准对接理论
1.1.1 精准对接过程 抢险救援机器人的全部副臂分手如图 1所示。全自动快换装置与下耦合件如图 2所示。全自动快换装置与下耦合件示意图, 如图 3所示。
 |
| 图 1 抢险救援机器人的全部副臂分手 Fig. 1 Rescue robot's whole vice-arm with cutter |
| 图选项 |
 |
| 图 2 全自动快换装置与下耦合件 Fig. 2 Full-AQHCD and LCP |
| 图选项 |
 |
| 图 3 全自动快换装置与下耦合件示意图 Fig. 3 Schematic for full-AQHCD and LCP |
| 图选项 |
图 3(a)中,H11、H12为2个HSG液压缸,P11Q11、P12Q12为2对ISO 16028快速接头的阴接头,P11、P12为阴接头2个对接点,Q11、Q12为阴接头2个安装点,F11、F12为2个固定爪,M11、M12为2个活动爪,G11、G12为确保M11、M12作直线往复运动的2个导向孔,C11、C12、D11、D12为与下耦合件连接的4个耦合点,X1O1Y1为被动目标坐标系(左手定则)。
图 3(b)中,P21Q21、P22Q22为2对ISO 16028快速接头的阳接头,P21、P22为阳接头2个对接点,Q21、Q22为阳接头2个安装点,A21、A22为与全自动快换装置锁紧/解锁的2根轴,A21与F11、F12锁紧/解锁,A22与M11、M12锁紧/解锁,C21、C22、D21、D22为与全自动快换装置连接的4个耦合点,X2O2Y2为主动目标坐标系(左手定则)。
理论设计的精准对接过程分为以下3步。
第1步?C11与C21耦合(即C11=C21)、C12与C22耦合(即C12=C22),如图 2所示,对应示意图如图 4所示。
 |
| 图 4 精准对接第1步示意图 Fig. 4 Schematic for the 1st step of precise docking |
| 图选项 |
第2步?以C11C12为回转轴线,θr为回转角度,朝逐渐缩小θr方向回转全自动快换装置,直到D11与D21耦合(即D11=D21)、D12与D22耦合(即D12=D22),如图 5所示。
 |
| 图 5 数字量测量条件下精准对接第2步示意图 Fig. 5 Schematics for the 2nd step of precise docking under condition of digital measurement |
| 图选项 |
第3步?M11、M12分别沿G11、G12朝A22方向伸出直到极限行程Lmax时停止,此时A22与M11、M12在S1、S2处锁紧,并导致A21与F11、F12锁紧,即全自动快换装置无法再以C11C12为回转轴线,θr为回转角度,朝逐渐增大θr反方向回转,也就是说,全自动快换装置与下耦合件已经处于全锁紧状态(除非M11、M12分别沿G11、G12朝A21反方向缩回直到A22与M11、M12在S1、S2处解锁,才能解除这种全锁紧状态),更重要的是,与此同时,P11、P12分别与P21、P22在这种全锁紧状态下也同步实现精准对接,即P11=P21、P12=P22,如图 6所示。
 |
| 图 6 精准对接第3步示意图 Fig. 6 Schematic for the 3rd step of precise docking |
| 图选项 |
4个耦合点C11、C12、D11、D12类似4腿桌与地面的4个接触点,2个对接点P11、P12类似4腿桌距地面高度为h的桌面上的2点,如图 7所示。当4腿桌中1条腿D12处与地面存在间隙ε时,4腿桌就会以C12、D11这两对角点的连线为轴线回转产生偏斜,偏斜角度θ由间隙ε和回转半径r决定,同时2点P11、P12也会以C12、D11这两对角点的连线为轴线回转相同偏斜角度θ偏离原来位置,偏离程度即位移弧长s1和s2由回转半径r1、r2决定,由式(1) 给出。
 |
| 图 7 4腿桌与桌面上2点示意图 Fig. 7 Schematic of 4-leg table and 2 points on desktop |
| 图选项 |
 | (1) |
由式(1) 可以看出,如果r1>r、r2>r,则s1>ε、s2>ε,即2点P11、P12偏离原来位置的程度会被放大,而不是缩小。
上述精准对接过程中,l=177.50 mm,w=440 mm,m=328.50 mm,h=32.50 mm,n1=276 mm,n2=164 mm;4对耦合点中C11和C21、C12和C22实际上对应轴孔配合的间隙配合?50F8/h7(间隙为0.025~0.089 mm),D11和D21、D12和D22实际上对应轴孔配合的间隙配合?65F8/h7(间隙为0.030~0.106 mm),因此取耦合点处定形尺寸偏差ε1=0.1 mm;4对耦合点实际上通过热加工焊接定位,国家标准[46]规定的A级(最高级)焊接精度是±1 mm,因此取耦合点之间定位尺寸偏差ε2=1 mm;当C11=C21、C12=C22、D11=D21、D12=D22时实际上对应轴孔的圆柱面相切接触,不再有轴孔配合的间隙存在,否则4对耦合点中就会有悬空,造成全自动快换装置与下耦合件之间连接晃动不稳固,带来安全隐患,因此,4对耦合点必须全部成功对接,即全部都要相切接触,不能有任何间隙存在,特别是4对耦合点存在制造上的定形尺寸偏差ε1和定位尺寸偏差ε2,当4对耦合点全部成功对接之后,全自动快换装置与下耦合件之间的相对位姿关系已经不再是理论设计时的相对位姿关系,取ε=ε1+ε2=1.1 mm,由式(1) 计算得r=164.610 4 mm、r1=203.995 1 mm、r2=245.451 5 mm、s1=1.363 2 mm、s2=1.640 2 mm,P11、P12的真实位置已经偏离理论设计位置最大超过1.5 mm,如果P21、P22仍然按照P11、P12的理论设计位置实施对接,必然造成精准对接失败。即使把4对耦合点中C11和C21、C12和C22与D11和D21、D12和D22之间存在25 mm的高度差考虑在内,计算得r=166 mm、r1=201.78 mm、r2=243.95 mm、s1=1.337 1 mm、s2=1.616 5 mm,P11、P12的真实位置仍然偏离理论设计位置最大超过1.5 mm,因为是按A级(最高级)焊接精度计算得出的结论,所以实际情况会更严重。
通常是热加工焊接之后再进行机加工来获得更高的定位精度,但是4对耦合点处的轴孔配合如果是热加工焊接之后再进行机加工,则轴的加工已经没有相对刀具的回转空间而无法进行;在上述精准对接失败的源头消除间隙实际上只是将偏斜固定,防止被动目标与主动目标之间晃动,而不是纠偏,所以要在精准对接失败的末端通过“调姿”将偏就偏做精度改善。由于全自动快换装置结构比下耦合件复杂得多,“调姿”比下耦合件更困难,因此,把全自动快换装置视为被动目标,把下耦合件视为主动目标,按照左手定则建立精准对接坐标系(XOY),把4对耦合点全部成功对接之后P11、P12在极限行程Lmax时的真实位置X1O1Y1坐标变换到XOY坐标,再变换到X2O2Y2坐标,在X2O2Y2坐标系下对P21、P22进行“调姿”,直到满足在XOY坐标系下P11=P21、P12=P22,才能“最后固定”P21、P22的真实位置。用同样的方法对Q21、Q22进行“调姿”,直到满足在XOY坐标系下




A22与M11、M12在S1、S2处锁紧实际上对应轴的圆柱面与斜平面之间的相切接触,同样必须在2个耦合点S1、S2处全部成功对接,即全部都要相切接触,不能有任何间隙存在。如何实现4对耦合点C11和C21、C12和C22、D11和D21、D12和D22以及2个耦合点S1、S2全部成功对接,同样也必须通过“测量、调姿和最后固定”的程序,但是不需要精准对接,只需要消除全部间隙,确保全部相切接触即可,因此该程序不在本文中阐述。
1.1.2 坐标变换过程 理论设计的精准对接过程中,被动目标坐标系X1O1Y1与主动目标坐标系X2O2Y2的坐标轴对应平行,即O1X1//O2X2、O1Y1//O2Y2、O1Z1//O2Z2,如1.1.1节所述,当4对耦合点C11和C21、C12和C22、D11和D21、D12和D22全部成功对接之后,这种坐标轴对应平行关系就被破坏了,即X1O1Y1与X2O2Y2之间的相对位姿关系发生了改变,这种改变只有在同一个参考坐标系,即精准对接坐标系XOY下,通过测量才能计算出来。X1O1Y1和X2O2Y2在XOY中的真实位姿可以认为是它们从与XOY完全重合的位姿开始,先绕OZ轴旋转γ1和γ2角、再绕OY轴旋转β1和β2角、再绕OX轴旋转α1和α2角,然后平移到O1和O2点处产生的。O1和O2点在XOY中的坐标O1(t1x, t1y, t1z)和O2(t2x, t2y, t2z)可以通过测量直接得到,但是α1和α2、β1和β2、γ1和γ2很难通过测量直接得到,为此,在X1O1Y1和X2O2Y2上分别选取3个标定点,即(u1, 0, 0) 和(u2, 0, 0)、(0, v1, 0) 和(0, v2, 0)、(0, 0, w1)和(0, 0, w2),分别测量出它们在XOY下的坐标,即(u1x, u1y, u1z)和(u2x, u2y, u2z)、(v1x, v1y, v1z)和(v2x, v2y, v2z)、(w1x, w1y, w1z)和(w2x, w2y, w2z),然后通过旋转平移矩阵间接计算出α1和α2、β1和β2、γ1和γ2。
先绕OZ轴旋转γ1和γ2、再绕OY轴旋转β1和β2、再绕OX轴旋转α1和α2,然后平移到O1和O2点处对应的旋转平移矩阵分别由式(2)~式(5) 给出。
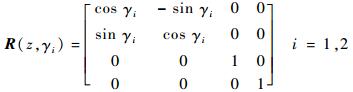 | (2) |
 | (3) |
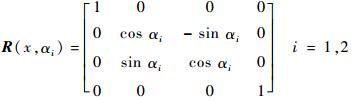 | (4) |
 | (5) |
旋转组合矩阵由式(6) 给出。
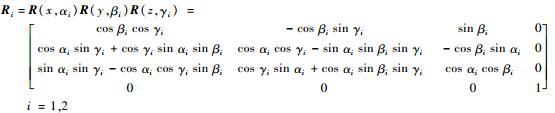 | (6) |
在X1O1Y1和X2O2Y2上分别选取3个标定点组成的坐标矩阵由式(7) 给出。
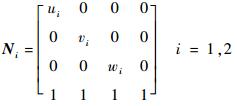 | (7) |
分别测量出3个标定点在XOY下的坐标组成的矩阵由式(8) 给出。
 | (8) |
由3个标定点建立的X1O1Y1和X2O2Y2与XOY之间的相对位姿关系由式(9) 给出。
 | (9) |
由式(9) 可以计算出旋转组合矩阵式(10)。
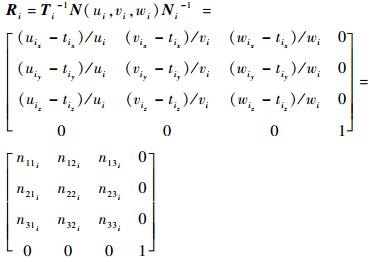 | (10) |
式中:
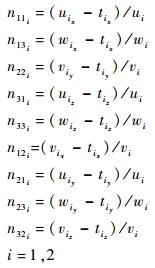 |
实际上X1O1Y1和X2O2Y2与XOY之间相对位姿关系的改变是小幅度的,不会出现β1和β2等于±π/2这种极端相对位姿关系,因此,由式(6) 和式(10) 可以求出α1和α2、β1和β2、γ1和γ2,如式(11) 所示。
 | (11) |
根据被动目标上2个对接点P11、P12和2个安装点Q11、Q12的X1O1Y1坐标P11(x1P11, y1P11, z1P11)、P12(x1P12, y1P12, z1P12)、Q11(x1Q11, y1Q11, z1Q11)、Q12(x1Q12, y1Q12, z1Q12)就可以计算出它们的XOY坐标P11(xP11, yP11, zP11)、P12(xP12, yP12, zP12)、Q11(xQ11, yQ11, zQ11)、Q12(xQ12, yQ12, zQ12),如式(12) 所示。
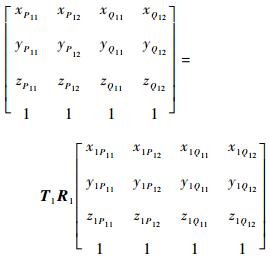 | (12) |
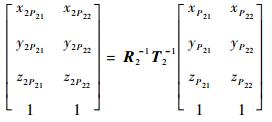
由式(13) 就可以确定主动目标上2个对接点P21、P22的XOY坐标P21(xP21, yP21, zP21)、P22(xP22, yP22, zP22)。
 | (13) |
由式(14) 就可以确定主动目标上2个对接点P21、P22的“调姿”坐标,即X2O2Y2坐标P21(x2P21, y2P21, z2P21)、P22(x2P22, y2P22, z2P22)。
 | (14) |
主动目标上2个安装点Q21、Q22必须满足在XOY坐标系下
 | (15) |
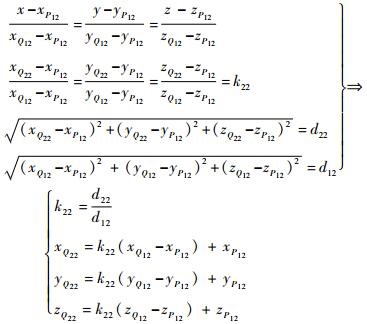 | (16) |
由式(17) 就可以确定主动目标上2个安装点Q21、Q22的“调姿”坐标,即X2O2Y2坐标Q21(x2Q21, y2Q21, z2Q21)、Q22(x2Q22, y2Q22, z2Q22)。
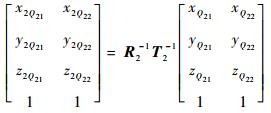 | (17) |
1.2 模拟量测量条件下精准对接理论
1.2.1 精准对接过程 在不具备构建数字化测量场的条件下,模拟量测量不可能精准定位被动目标上的2个对接点P11、P12和2个安装点Q11、Q12,更不可能精准定位
理论设计的精准对接过程分为如下3步。
第1步?C11与C21耦合(即C11=C21)、C12与C22耦合(即C12=C22),如图 2所示,对应示意图如图 4所示。
第2步?以C11C12为回转轴线,θr为回转角度,朝逐渐缩小θr方向回转全自动快换装置,直到D11与D21耦合(即D11=D21)、D12与D22耦合(即D12=D22),然后P11、P12分别与P21、P22实现精准对接,即P11=P21、P12=P22,并且,
 |
| 图 8 模拟量测量条件下精准对接第2步示意图 Fig. 8 Schematic for the 2nd step of precise docking under condition of analog measurement |
| 图选项 |
第3步?M11、M12分别沿G11、G12朝A22方向伸出直到极限行程Lmax时停止,此时A22与M11、M12在S1、S2处锁紧,并导致A21与F11、F12锁紧,即全自动快换装置无法再以C11C12为回转轴线,θr为回转角度,朝逐渐增大θr反方向回转,也就是说,全自动快换装置与下耦合件已经处于全锁紧状态(除非M11、M12分别沿G11、G12朝A21反方向缩回直到A22与M11、M12在S1、S2处解锁,才能解除这种全锁紧状态),在这种全锁紧状态下通过“测量、调姿和最后固定”2个安装点Q21、Q22,如图 6所示。
但是,上述精准对接过程中,要实现第2步的先“对接”,必须有类似扳手空间的操作空间,而被动目标如图 2所示在完整形态下是全封闭的,只能将其变成类似主动目标的敞开式,把操作空间暴露出来,也就是说,被动目标只能处于非完整形态下,待第3步完成之后,再将被动目标和主动目标分离,然后单独将被动目标尚未完成的制造环节彻底完工。
1.2.2 数字量测量条件下能否适用 那么,数字量测量条件下,是否也可以采用先“对接”,再“测量、调姿和最后固定”?如果被动目标处于全封闭完整形态下,那么耦合连接之后就不会有先“对接”的操作空间,因此只能在耦合连接之前先“对接”,然后把4对耦合点全部成功对接之后Q21、Q22在极限行程Lmax时的真实位置X1O1Y1坐标变换到XOY坐标,再变换到X2O2Y2坐标,再用同样的方法对P21、P22进行“调姿”,直到满足在XOY坐标系下
2 仿真验证 2.1 数字量测量条件下仿真验证
2.1.1 仿真验证过程 将SolidWorks建模环境作为数字化测量场,将SolidWorks评估测量工具作为数字化测量设备,对坐标变换进行仿真验证。
如图 9(a)所示为被动目标坐标系X1O1Y1和精准对接坐标系XOY,以及被动目标上标定点的X1O1Y1坐标U1(u=300, 0, 0)、V1(0, v=200, 0)、W1(0, 0, w=100) 和对接点的X1O1Y1坐标P1(xP1=300, yP1=200, zP1=100);如图 9(b)所示为被动目标坐标系X1O1Y1的坐标原点O1的XOY坐标(xt=-30, yt=20, zt=-10)。
 |
| 图 9 被动目标坐标系与精准对接坐标系 Fig. 9 Passive target coordinate system and precise docking coordinate system |
| 图选项 |
如图 10(a)所示为数字化测量测得O1X1轴上标定点U1(u=300, 0, 0) 在XOY坐标系下的坐标U(xU=264.32, yU=-31.90, zU=16.15);如图 10(b)所示为数字化测量测得O1Y1轴上标定点V1(0, v=200, 0) 在XOY坐标系下的坐标V(xV=-12.83, yV=16.97, zV=-209.24);如图 10(c)所示为数字化测量测得O1Z1轴上标定点W1(0, 0, w=100) 在XOY坐标系下的坐标W(xW=-12.64, yW=118.48, zW=-10)。
 |
| 图 10 数字化测量X1O1Y1上标定点 Fig. 10 Digital measurement of X1O1Y1 calibration points |
| 图选项 |
由式(2)~式(12) 编写MATLAB计算程序的流程图如图 11所示。
 |
| 图 11 坐标变换MATLAB计算程序流程图 Fig. 11 Flow chart for MATLAB calculation program for coordinate transformation |
| 图选项 |
计算得到被动目标X1O1Y1相对XOY的位姿关系:γ1=-5°、β1=10°、α1=-90°。
计算得到被动目标上对接点P1的XOY坐标:P(298.850 2, 63.573 2, -183.086 5),并与如图 12所示数字化测量测得的被动目标上对接点P1的XOY坐标P(298.85, 63.56, -183.09) 一致,证明坐标变换过程正确。
 |
| 图 12 数字化测量X1O1Y1上对接点 Fig. 12 Digital measurement of X1O1Y1 docking point |
| 图选项 |
由式(13)~式(17) 将被动目标上对接点P1的XOY坐标变换到主动目标上对接点P2的X2O2Y2坐标(即“调姿”坐标)的坐标变换计算过程类似,不再阐述。
2.1.2 优缺点 需要构建数字化测量场,但是构建之后可以重复使用。被动目标与主动目标先耦合连接,在耦合连接状态下进行数字量测量,测量之后分离,然后单独对主动目标进行“调姿”,由图 2可以看出,主动目标是敞开式的,存在类似扳手空间的“调姿”空间,便于操作,精准对接之前,被动目标可以完整形态制造出来,精准对接之后,尚未完成的制造环节都集中在主动目标上,因此更适合产品阶段的批量生产。但是该项目处于20、40和60 t样机研制阶段,受实际条件限制,因此上述理论在短期内尚不具备构建数字化测量场的条件进行验证,难免还会存在尚未发现的不足之处。
2.2 模拟量测量条件下仿真验证
2.2.1 仿真验证过程 图 13(a)中J10为5通道旋转接头供油系统,其中2条小流量(30 L/min)和高压力(32 MPa)通道是给2个HSG液压缸(如图 3(a)中H11和H12所示)供油,2条大流量(160 L/min)和高压力(32 MPa)通道要借助ISO 16028快速接头(如图 3中P11Q11与P21Q21、P12Q12与P22Q22所示)精准对接给属具供油,再加1条备用通道;上板J11与回转装置连接;如图 13(b)中2个侧板J12、J14、中隔板J13与上板J11构成封闭布线舱,专门放置J10的5通道油路的5根液压管线,特别是给2个HSG液压缸供油的2根液压管线要随它们作直线往复运动时一起伸展或缩回,给属具供油的2根液压管线也如此,因此布线舱要保证这4根液压管线必须有宽松的运动空间,不能彼此之间发生缠绕;中隔板J13下部分为工作舱,锁紧/解锁属具、接通/断开属具油路这2个功能都在工作舱中进行。可以看出,布线舱和工作舱分工明确,布线舱不是可有可无的,而是必需的。
 |
| 图 13 全自动快换装置与下耦合件耦合中 Fig. 13 Full-AQHCD coupling with LCP |
| 图选项 |
但是,先“对接”,就必须有类似扳手空间的操作空间,因此,只能先暂时不完工布线舱和不安装J10,把工作舱暴露出来,如图 14所示,另外布置油源给2个HSG液压缸供油以实现它们作直线往复运动。
 |
| 图 14 全自动快换装置与下耦合件先“对接” Fig. 14 Full-AQHCD docking with LCP at first |
| 图选项 |
在实现精准对接之后,再将全自动快换装置和下耦合件分离,单独完工全自动快换装置的布线舱和安装J10,如图 15所示,其中下耦合件快速接头安装架K20与轴A22之间借助4个固定架K21、K22、K23、K24实现“测量、调姿和最后固定”。
 |
| 图 15 快速接头与下耦合件“最后固定” Fig. 15 Quick coupling "finally fixing" with LCP |
| 图选项 |
按照上述模拟量测量条件下精准对接理论和仿真验证实现精准对接的全自动快换装置和下耦合件实物如图 16所示。
 |
| 图 16 全自动快换装置与下耦合件实物 Fig. 16 Real object for full-AQHCD and LCP |
| 图选项 |
全套副臂分手腕部实物如图 17所示。
 |
| 图 17 副臂分手腕部实物 Fig. 17 Real object for vice-arm cutter wrist |
| 图选项 |
2.2.2 优缺点 不需要构建数字化测量场,被动目标与主动目标先耦合连接,在耦合连接状态下先进行对接,被动目标不可以完整形态制造出来,精准对接之后,尚未完成的制造环节都集中在被动目标上,因此更适合样机阶段的单件生产。此理论已通过该项目40 t和60 t样机的研制得到验证。但是最大的不足就是生产效率低下,类似手工作坊式,并且精准对接过程中,被动目标处于不完整形态,液压管路暴露在外,热加工焊接环节较多,存在易燃易爆的安全隐患。
3 结论 1) 被动目标与主动目标之间4对耦合点处小间隙与4腿桌与地面之间小间隙会使桌面与地面之间发生偏斜类似,会使被动目标与主动目标之间发生偏斜,小间隙会被放大,从而加剧偏斜程度,这是精准对接失败的主要原因。
2) 在精准对接失败的源头即4对耦合点处消除间隙只是将偏斜固定,防止被动目标与主动目标之间晃动,而不是纠偏,还应该在精准对接失败的末端通过“调姿”将偏就偏做精度改善。
3) 精准对接一定是通过动态“调姿”到静态“最后固定”的过程来实现的,动态“调姿”依据的是“测量”。
4) “测量”包括模拟量测量、数字量测量和模拟量、数字量融合测量,需要根据制造现场是否具备数字量测量的实际条件进行选择,比如航空企业基本上都已经构建了先进的数字化测量场,飞机大部件对接都采用了数字量测量为主、模拟量测量为辅的融合测量,否则就只能选择传统模拟量测量。
5) 动态“调姿”包括有人参与手控调姿、无人参与自控调姿和手控、自控融合调姿,也需要根据制造现场是否具备先进数控调姿设备和高素质技工队伍的实际条件进行选择,比如航空企业都具有自主研发先进数控调姿设备的实力,飞机大部件对接都采用了自控调姿为主、手控调姿为辅的融合调姿,否则就只能选择传统手控调姿。
6) 精准对接是“最后固定”的结果,必须把此结果对应的精准形位尺寸保留下来,以备将来精准对接一旦受到破坏之后,可以按照此精准形位尺寸迅速恢复,而无需再通过“测量、调姿、最后固定”的程序重走一遍。
7) 精准对接的被动目标和主动目标是成对的,也就是说,2对精准对接的被动目标和主动目标之间没有互换性,即该对的被动目标未必能与另一对的主动目标精准对接。
参考文献
| [1] | 陈磊. 救援机器人"用兵一时"更应"养兵千日"[N/OL]. 科技日报, 2013-05-21[2016-01-01]. http://digitalpaper.stdaily.com/http_www.kjrb.com/kjrb/html/2013-05/21/content_204231.htm?div=-1. CHEN L.A rescue robot should be paid more attention to "Troops are kept a thousand days" than "To be used on one day"[N/OL].Science and Technology Daily, 2013-05-21[2016-01-01].http://digitalpaer.stdaily.com/http_www.kjrb.com/kjrb/html/2013-05/21/content_204231.htm?div=-1 (in Chinese). |
| [2] | International Organization for Standardization.Hydraulic fluid power-Flush-face type, quick-action couplings for use at pressures of 20 MPa(200 bar) to 31.5 MPa(315 bar)-Specifications-AMENDMENT 1:ISO 16028-1999/Amd.1-2006(E)[S].Geneva:ISO Copyright Office, 2006. |
| [3] | 楼松乔. LSQ-FF平面式液压快速接头(碳钢)(新)[EB/OL]. [2016-01-01]. http://www.songqiao.com/showproduct_p46.html. LOU S Q.LSQ-FF flat-face hydraulic quick action coupling(Carbon steel)(New)[EB/OL].[2016-01-01].http://www.songqiao.com/showproduct_p46.html (in Chinese). |
| [4] | 邹方. 飞机装配的高效、低成本、智能化之路[J].航空制造技术, 2015(13): 70–75. ZOU F. High-efficiency, low-cost and intelligent road of aircraft assembly[J].Aeronautical Manufacturing Technology, 2015(13): 70–75.(in Chinese) |
| [5] | 解敏. 揭秘国产大飞机C919"家族档案"——大飞机怎样"拼"起来?[EB/OL]. 2015-03-04[2016-01-01]. http://sh.eastday.com/m/20150304/u1ai8604281.html. XIE M.To expose domestic large aircraft C919 "Family Archives"-How large aircraft "Stitching" up?[EB/OL].2015-03-04[2016-01-01].http://sh.eastday.com/m/20150304/u1ai8604281.html (in Chinese). |
| [6] | 孟俊涛, 王仲奇, 殷俊清. 飞机部件精准对接技术研究[J].机械制造, 2008, 46(8): 42–44. MENG J T, WANG Z Q, YIN J Q. Research on precision docking technology of aircraft parts[J].Machinery Manufacturing, 2008, 46(8): 42–44.(in Chinese) |
| [7] | 徐靓. 飞机大部件数字化对接虚拟装配技术研究[D]. 长春: 长春理工大学, 2014: 6-22. XU L.Research on virtual assembly technology of the large-size aircraft parts digital docking[D].Changchun:Changchun University of Science and Technology, 2014:6-22(in Chinese).http://cdmd.cnki.com.cn/Article/CDMD-10186-1014187345.htm |
| [8] | 赵建国, 郭洪杰, 王丽秀, 等. 飞机数字化柔性精准装配技术研究及应用[J].航空制造技术, 2014(21): 32–35. ZHAO J G, GUO H J, WANG L X, et al. Study and application technology on digital flexible accurate assembly for aircraft[J].Aeronautical Manufacturing Technology, 2014(21): 32–35.DOI:10.3969/j.issn.1671-833X.2014.21.003(in Chinese) |
| [9] | 谭旭光, 于鸿彬, 王磊. 精准装配模式研究[J].组合机床与自动化加工技术, 2007(6): 108–111. TAN X G, YU H B, WANG L. The research on lean and correct assembly[J].Combined Machine Tools and Automatic Processing Technology, 2007(6): 108–111.(in Chinese) |
| [10] | 刘永强. 飞机翼身自动对接仿真系统研究与开发[D]. 南京: 南京航空航天大学, 2011: 8-35. LIU Y Q.Research and development of aircraft wing-fuselage automatic connection simulation system[D].Nanjing:Nanjing University of Aeronautics and Astronautics, 2011:8-35(in Chinese).http://cdmd.cnki.com.cn/Article/CDMD-10186-1014187345.htm |
| [11] | 夏平均, 姚英学. 虚拟装配的研究综述与分析(Ⅰ)[J].哈尔滨工业大学学报, 2008, 40(5): 740–744. XIA P J, YAO Y X. Survey and analysis of virtual assembly(Ⅰ):Concept, classification, architecture and workflow[J].Journal of Harbin Institute of Technology, 2008, 40(5): 740–744.(in Chinese) |
| [12] | 李丽娟, 徐靓, 林雪竹, 等. 基于DELMIA的大部件虚拟对接可视化技术研究[C]//2013国际工业设计研讨会暨第十八届全国工业设计学术年会论文集. 北京: 中国机械工程学会工业设计分会, 沈阳: 辽宁省机械工程学会, 2013: 287-291. LI L J, XU L, LIN X Z, et al.Study on visualization of the large-size parts virtual docking process based on DELMIA[C]//2013 International Symposium on Industrial Design and the Eighteenth Academic Annual Meeting Proceedings on Industrial Design.Beijing:Industrial Design Branch of China Machinery Engineering Society, Shenyang:Liaoning Institute of Mechanical Engineering, 2013:287-291(in Chinese).http://cpfd.cnki.com.cn/Article/CPFDTOTAL-HZJX201310001066.htm |
| [13] | 夏平均, 姚英学. 虚拟装配的研究综述与分析(Ⅱ)[J].哈尔滨工业大学学报, 2008, 40(6): 942–947. XIA P J, YAO Y X. Survey and analysis of virtual assembly(Ⅱ):Research progress, typical systems, shortcomings and obstacles, future work[J].Journal of Harbin Institute of Technology, 2008, 40(6): 942–947.(in Chinese) |
| [14] | YANG R D, FAN X M, WU D L, et al. Virtual assembly technologies based on constraint and DOF analysis[J].Robotics and Computer-Integrated Manufacturing, 2007, 23(4): 447–456.DOI:10.1016/j.rcim.2006.05.008 |
| [15] | 李明. ROV与水下作业机具液压管路对接装置的研究[D]. 哈尔滨: 哈尔滨工程大学, 2009: 24-42. LI M.Research on docking device for hydraulic pipeline of ROV and underwater operating machinery[D].Harbin:Harbin Engineering University, 2009:24-42(in Chinese).http://cdmd.cnki.com.cn/Article/CDMD-10217-2009157339.htm |
| [16] | 常艳艳. 深潜救生艇对接装置虚拟样机及仿真系统的研究[D]. 哈尔滨: 哈尔滨工程大学, 2005: 10-20. CHANG Y Y.Research on virtual prototype and simulation system for interfacing apparatus of DSRV[D].Harbin:Harbin Engineering University, 2005:10-20(in Chinese).http://cdmd.cnki.com.cn/Article/CDMD-10217-2005138029.htm |
| [17] | 常艳艳, 王贺春, 孟庆鑫. 潜器水下对接技术虚拟仿真研究[J].武汉理工大学学报, 2010, 32(23): 58–62. CHANG Y Y, WANG H C, MENG Q X. Research on virtual simulation of the docking technique of underwater vehicle[J].Journal of Wuhan University of Technology, 2010, 32(23): 58–62.DOI:10.3963/j.issn.1671-4431.2010.23.015(in Chinese) |
| [18] | 常艳艳. 水下运载器对接装置虚拟仿真系统关键技术研究[D]. 哈尔滨: 哈尔滨工程大学, 2010: 17-39. CHANG Y Y.Research on key techniques of virtual simulation system of underwater vehicle's interfacing apparatus[D].Harbin:Harbin Engineering University, 2010:17-39(in Chinese).http://cdmd.cnki.com.cn/Article/CDMD-10217-1011021231.htm |
| [19] | 罗志会. 飞机空中加油设备分析研究[J].航空科学技术, 2013(6): 10–13. LUO Z H. Analysis and study of air refueling equipment for aircraft[J].Aeronautical Science and Technology, 2013(6): 10–13.(in Chinese) |
| [20] | 韩国华. 美军"插头-锥管"式空中加油系统规范的简介与浅析[J].航空标准化与质量, 1989(4): 33–36. HAN G H. Brief introduction and analysis on the standard of "probe-drogue" aerial refueling system in the U.S. army[J].Aviation Standardization and Quality, 1989(4): 33–36.(in Chinese) |
| [21] | 徐干, 曹近齐. 国外空中加油技术的现状及发展[J].航空科学技术, 1995(1): 27–30. XU G, CAO J Q. Present situation and development of foreign aerial refueling technology[J].Aeronautical Science and Technology, 1995(1): 27–30.(in Chinese) |
| [22] | 侯玉燕. 国外空中加油技术的发展和展望[J].飞行力学, 1994, 12(4): 14–22. HOU Y Y. Development and prospect of foreign aerial refueling technology[J].Flight Mechanics, 1994, 12(4): 14–22.(in Chinese) |
| [23] | 全权, 魏子博, 高俊, 等. 软管式自主空中加油对接阶段中的建模与控制综述[J].航空学报, 2014, 35(9): 2390–2410. QUAN Q, WEI Z B, GAO J, et al. A survey on modeling and control problems for probe and drogue autonomous aerial refueling at docking stage[J].Acta Aeronautica et Astronautica Sinica, 2014, 35(9): 2390–2410.(in Chinese) |
| [24] | 郑永煌. 空间交会对接技术[J].自然杂志, 2011, 33(6): 311–314. ZHENG Y H. Rendezvous and docking technology for space flight[J].Chinese Journal of Nature, 2011, 33(6): 311–314.(in Chinese) |
| [25] | 林来兴. 四十年空间交会对接技术的发展[J].航天器工程, 2007, 16(4): 70–77. LIN L X. Development of space rendezvous and docking technology in past 40 years[J].Spacecraft Engineering, 2007, 16(4): 70–77.(in Chinese) |
| [26] | 博引. 空间交会对接技术的发展[J].国际太空, 2011(10): 22–29. BO Y. Development of space rendezvous and docking technology[J].Space International, 2011(10): 22–29.(in Chinese) |
| [27] | 王忠贵. 我国首次空间交会对接远距离导引方案设计与飞行验证[J].中国科学:技术科学, 2012, 42(7): 764–770. WANG Z G. Design and flight verification of long distance navigation scheme for China's first space rendezvous and docking[J].Scientia Sinica:Technologica, 2012, 42(7): 764–770.(in Chinese) |
| [28] | 崔潇潇. 美国空间交会对接测量技术发展研究[J].国际太空, 2011(10): 36–41. CUI X X. Research on the development of space rendezvous and docking measurement technology in the United States[J].Space International, 2011(10): 36–41.(in Chinese) |
| [29] | 邱宝贵, 蒋君侠, 毕运波, 等. 大型飞机机身调姿与对接试验系统[J].航空学报, 2011, 32(5): 908–919. QIU B G, JIANG J X, BI Y B, et al. Posture alignment and joining test system for large aircraft fuselages[J].Acta Aeronautica et Astronautica Sinica, 2011, 32(5): 908–919.(in Chinese) |
| [30] | KNUTHSON P.Quick-acting coupling:EP1357325[P].2003-10-29. |
| [31] | HARTMANN J.Hydraulic multiple coupling:EP1950484[P].2010-08-04. |
| [32] | AROSIO M.Quick-fitting coupling for simultaneously connecting or disconnecting a plurality of couplings:US5316347[P].1994-05-31. |
| [33] | MENARD O R.Quick-set hydraulic coupler:US5896889[P].1999-04-27. |
| [34] | 张立勋, 刘乃钊, 王启明, 等. 水下机器人作业机械手液压自动对接腕[J].机床与液压, 1997(2): 33–35. ZHANG L X, LIU N Z, WANG Q M, et al. Hydraulic automatic butt wrist of working manipulator for underwater robot[J].Machine Tool and Hydraulics, 1997(2): 33–35.(in Chinese) |
| [35] | 张立勋, 曹彩霞, 王以伦, 等. 一种用于水下机器人的油路快速换接自动封闭接头的研究[J].机床与液压, 2001(2): 27–28. ZHANG L X, CAO C X, WANG Y L, et al. Research on the self-closed joint for oil circuit connection of underwater robot[J].Machine Tool and Hydraulics, 2001(2): 27–28.(in Chinese) |
| [36] | 杜维杰. 水下作业机械手与工具自动对接技术研究[D]. 哈尔滨: 哈尔滨工程大学, 2005: 11-21. DU W J.Research on mating technology between underwater manipulator and automatic toolkit[D].Harbin:Harbin Engineering University, 2005:11-21(in Chinese).http://cdmd.cnki.com.cn/Article/CDMD-10217-2005137772.htm |
| [37] | 刘楚辉, 李江雄, 董辉跃, 等. 飞机机身-机翼接头精加工条件评价技术[J].航空学报, 2010, 31(6): 1272–1279. LIU C H, LI J X, DONG H Y, et al. Finish machining condition evaluation technology for aircraft fuselage-wing joints[J].Acta Aeronautica et Astronautica Sinica, 2010, 31(6): 1272–1279.(in Chinese) |
| [38] | 刘楚辉. 飞机机身数字化对接装配中的翼身交点加工关键技术研究[D]. 杭州: 浙江大学, 2011: 63-103. LIU C H.Study on key techniques of wing-fuselage joints machining in digital aircraft assembly[D].Hangzhou:Zhejiang University, 2011:63-103(in Chinese).http://cdmd.cnki.com.cn/Article/CDMD-10335-1012321277.htm |
| [39] | 牛润军, 王梅, 范斌, 等. 飞机大部件接合交点孔精加工技术研究[J].新技术新工艺, 2014(9): 1–3. NIU R J, WANG M, FAN B, et al. Research on finish machining of joints of aircraft major parts[J].New Technology & New Process, 2014(9): 1–3.(in Chinese) |
| [40] | 郑思渊. 基于任务调度的飞机翼身交点孔、面精加工系统集成[D]. 杭州: 浙江大学, 2012: 9-21. ZHENG S Y.Integration of finish machining system of hole & surface on fuselage-wing joint based on task dispatcher[D].Hangzhou:Zhejiang University, 2012:9-21(in Chinese).http://cdmd.cnki.com.cn/Article/CDMD-10335-1012321213.htm |
| [41] | 董利娜. 飞机部件装配精加工工艺研究[J].价值工程, 2014(25): 46–47. DONG L N. Research on aircraft parts finishing process[J].Value Engineering, 2014(25): 46–47.(in Chinese) |
| [42] | 高红, 陈允全, 秦龙刚. 飞机大部件结合交点精加工[J].航空制造技术, 2010(23): 26–29. GAO H, CHEN Y Q, QIN L G. Finish machining of joints between aircraft major parts[J].Aeronautical Manufacturing Technology, 2010(23): 26–29.DOI:10.3969/j.issn.1671-833X.2010.23.001(in Chinese) |
| [43] | 曾六生. 飞机部件装配精加工[J].航空制造技术, 2002(10): 63–66. ZENG L S. Finish machining in assembling aircraft component[J].Aeronautical Manufacturing Technology, 2002(10): 63–66.DOI:10.3969/j.issn.1671-833X.2002.10.020(in Chinese) |
| [44] | 曾六生. K8飞机机身机翼对接协调性分析[J].洪都科技, 2002(1): 23–29. ZENG L S. Analysis on joint synchronization between K8 fuselage and wing[J].Hongdu Science and Technology, 2002(1): 23–29.(in Chinese) |
| [45] | 池新. 某型飞机中央翼模拟量与数字量协调装配技术研究[D]. 哈尔滨: 哈尔滨工业大学, 2014: 7-16. CHI X.Research on coordinated analog and digital assembly technology of center wing aircraft[D].Harbin:Harbin Institute of Technology, 2014:7-16(in Chinese).http://cdmd.cnki.com.cn/Article/CDMD-10213-1015021858.htm |
| [46] | 国家质量监督检验检疫总局, 国家标准化管理委员会. 焊接结构的一般尺寸公差和形位公差: GB/T 19804-2005[S]. 北京: 中国标准出版社, 2005. General Administration of Quality Supervision, Inspection and Quarantine of the People's Republic of China, Standardization Administration of the People's Republic of China.Welding-general tolerances for welded constructions-dimensions for lengths and angles-shape and position:GB/T 19804-2005[S].Beijing:Standards Press of China, 2005(in Chinese). |
