全文HTML
--> --> -->在更高压力下获得更大尺寸的样品是高压装置技术发展的一贯目标. 对于八面腔静高压装置而言, 大的样品体积意味着更大尺寸的二级压砧. 目前有报道的大尺寸八面腔组装并不多. 2004年Frost等[11]在边长为54 mm的碳化钨二级压砧上, 对18/8, 18/11, 25/15, 25/17(八面体传压介质边长/二级压砧截角边长)等组装进行了压力标定, 并获得直径约为5 mm的样品腔体. 2011年Shatskiy等[12,13]在边长为47 mm的二级压砧上, 对18/11等组装进行压力标定, 并获得约60 mm3的样品体积. 近几年四川大学采用较大尺寸的二级压砧在36/20组装上获得直径大于1 cm的样品[14-16].
在大腔体压机上获得更大的样品尺寸会受到多种因素的制约, 这一点在八面腔静高压装置上尤为明显. 例如: 压机加载吨位, 二级压砧尺寸, 二级压砧立方块的截角尺寸, 传压介质的材料、尺寸、致密度, 预密封条的材料、尺寸等各种因素. 以碳化钨材质为二级压砧的八面腔压机通过使用更大尺寸的二级压砧可实现较大的腔体体积. 但是大尺寸碳化钨二级压砧的价格是小尺寸二级压砧价格的数倍以上, 并且大尺寸二级压砧还有使用寿命的问题. 一般通过粉末烧结制成的碳化钨二级压砧, 尺寸越大, 其使用寿命越短. 这极大限制了大尺寸腔体的八面腔压机在工业生产中的运用. 此外聚晶金刚石材质的二级压砧能产生更高的腔体压力[8,9], 但是由于制造工艺和成本的限制, 很难获得较大尺寸的聚晶金刚石二级压砧. 通常聚晶金刚石材质的二级压砧的价格是同尺寸碳化钨二级压砧的10倍左右. 八面腔压机的加载吨位, 二级压砧的边长、截角边长和八面体传压介质的尺寸直接决定了样品腔的体积. 在压机加载吨位和二级压砧边长都确定的情况下, 如何利用八面腔压机现有的加载能力, 以及在有限的二级压砧尺寸下获得较大的样品腔体积一直是一个被忽略的问题. 基于此我们提出一种在小尺寸二级压砧上实现较大腔体的方法. 结合八面体压腔密封边的简化模型, 计算出加载后八面腔密封边可流动空间的最大体积, 进而确定出一定尺寸的二级压砧上可运行的最大腔体组装. 采用增大二级压砧的截角边长, 优化相应组装的预留密封条尺寸和对八面体传压介质进行磨倒棱处理等方法, 在小尺寸的二级压砧上获得较大的样品腔体积. 实验验证时, 在边长为25.4 mm的碳化钨立方块上利用25/17组装实现了接近厘米级的样品腔尺寸. 这一结果将有助于在聚晶金刚石材质的二级压砧上发展相应的组装技术, 在更高压力条件下获得更大尺寸的样品.
| 符号 | 符号的含义 |
| a | 八面体初始边长 |
| b | 碳化钨立方块截角边长 |
| l | 立方块二级压砧的边长 |
| Rmax | 一个密封平面上密封边形成的圆形区域的最大半径, ${R_{\max }} = l + t/2$ |
| S1 | 加载结束后八面腔内剩余的八面体传压介质在一个密封平面上的投影面积, ${S_1} = {b^2} + {t^2} + 2\sqrt 2 bt$ |
| S2 | 部分八面体传压介质流入一个密封平面内形成的区域, $ {S}_{2}t=\Delta V/3=(0.9{V}_{0}-{V}_{\text{八面体}})/3$ |
| S3 | 一个密封平面内预先放置的叶腊石预密封条受挤压形成的区域, ${S_3} = {\text{π}}{R^2} - {S_1} - {S_2}$ |
| t0 | 叶腊石预密封条的初始厚度, ${t_0} = \sqrt 2 (a - b)/3$[12] |
| t | 加载结束后密封边的厚度 |
| V0 | 八面体传压介质的初始体积, ${V_0} = \sqrt 2 {a^3}/3$ |
| V八面体 | 加载结束后八面腔内剩余的八面体传压介质的体积, $ {V}_{\text{八面体}}=\sqrt{2}{b}^{3}/3+3{b}^{2}t+3\sqrt{2}b{t}^{2}+{t}^{3}$[12] |
| ΔV | 加载结束后流入相互垂直的3个密封平面内的部分八面体传压介质的总体积, $ \Delta V=0.9{V}_{0}-{V}_{\text{八面体}}$ |
| V叶腊石密封边 | 一个密封平面上叶腊石预密封条形成的密封边的体积, $ {V}_{\text{叶腊石密封边}}={S}_{3}t=({\text{π}}{R}^{2}-{S}_{1}-{S}_{2})\times t$ |
| Vmax叶腊石密封边 | 一个密封平面上叶腊石预密封条形成的密封边的最大体积, $ {V}_{\mathrm{max}}{}_{\text{叶腊石密封边}}=[{\text{π}}{(l+t/2)}^{2}-{S}_{1}-{S}_{2}]\times t$ |
| V预密封条 | 一个预密封条的体积, $ {V}_{\text{预密封条}}={S}_{\text{梯形}}\times {t}_{0}=(a+w)w\times {t}_{0}$ |
| Vmax预密封条 | 一个密封平面上叶腊石预密封条的最大体积, $ {V}_{\mathrm{max}{\text{预密封条}}}=4{V}_{\text{预密封条}}=4(a+w)w\times {t}_{0}={V}_{{\max}{\text{叶腊石密封边}}}/0.9$ |
| w | 预密封条宽度 |
| wmax | 预密封条的最大宽度 |
表1各符号及其含义
Table1.Symbols and the meaning of the symbols.
2
2.1.八面腔密封的简化模型
根据文献[7]中提出的八面体压腔的密封简化模型, 理想情况下八面体压腔在相互垂直的3个密封平面上的情况是一致的. 因此八面体压腔的密封问题可以简化为只讨论八面体压腔在某一个密封平面上的密封情况. 加载前一个密封平面上的预密封条形态示意图如图1(a)所示. 加载结束后单个密封平面上的密封边形状可近似看成圆形. 整个圆形区由三个区域组成, 分别为: 加载结束后的八面体在该平面上的投影面积S1、部分八面体传压介质流入该密封平面形成的区域S2和预先放置的叶腊石预密封条受挤压后形成的区域S3, 如图1(b)所示. 图 1 加载前后八面腔压机密封边的形态示意图 (a) 加载前的预密封条; (b)加载后预密封条受挤压流动形成的密封边区域
图 1 加载前后八面腔压机密封边的形态示意图 (a) 加载前的预密封条; (b)加载后预密封条受挤压流动形成的密封边区域Figure1. Schematic diagram of the gaskets before and after loading: (a) The gaskets before loading; (b) the flowing area of gaskets after loading.
2
2.2.加载结束后S3及该区域对应体积的最大值
由几何关系可得, 卸压后八面体在一个密封平面上的投影面积为由于加载前后叶腊石的密度变化较大, 因此需考虑加载前后叶腊石八面体传压介质及叶腊石预密封条的密度变化引起的体积变化. 根据室温下叶腊石的状态方程, 在约6 GPa的压力作用下, 叶腊石的体积减小量约为初始体积的10%[17]. 此外对叶腊石进行冷压处理(室温下加载至高压再卸压至常压), 发现当处理压力超过2 GPa后叶腊石的密度变化很小[18]. 由于本实验室的叶腊石在试验前未经过预压处理, 叶腊石处于非完全致密状态. 此处结合Palwey等[17]给出的叶腊石室温状态方程, 对加载后叶腊石的体积变化进行估算, 即加载结束后叶腊石体积从初始体积V0变为0.9V0. 进入密封边的部分八面体传压介质的体积ΔV等于加载结束后八面体传压介质的体积(0.9V0)减去加载结束后八面腔内剩余的传压介质的体积V八面体. ΔV是加载后流入相互垂直的三个密封平面内的部分八面体传压介质的总体积. 根据八面腔密封的几何结构, 以及对一个密封平面上密封边交叉重叠区域与非交叉重叠区域的分析, 发现一个密封平面上流入的八面体传压介质的体积为ΔV的1/3, 即:
一个密封平面上叶腊石预密封条形成的密封边的最大体积为:
2
2.3.加载前叶腊石预密封条的体积和预密封条宽度的最大值wmax
当八面体的边长a和二级压砧的截角边长b确定后, 梯形预密封条的厚度t0和上底边长度a即被确定[12], 但是预密封条的宽度w不确定, 因此可以且只可以通过调整预密封条的宽度w来改变预密封条的初始体积及加载后密封边的面积, 以获得八面体压腔的稳定运行.单个预密封条的体积等于预密封条的梯形面积乘以厚度t0, 即
为确定加载后密封边的厚度, 本工作对18/11组装进行了压力标定, 并测得18/11组装加载后的密封边厚度约在1.6—1.8 mm之间变化. 通常情况更大尺寸的组装加载后形成的密封边厚度会偏厚一点. 所以将更大尺寸的组装加载后的密封边厚度设定稍大于1.8 mm. 鉴于初始八面体是否倒棱对腔体压力的产生效率[7]及腔体可获得的最高压力[2]有很大影响, 根据各组装的几何结构, 对18/11和25/17组装设定了合理的倒棱宽度. 表2是本工作中使用的几种组装的初始参数. 根据设定的密封边厚度t, 结合前面的计算过程, 表3列出了在25.4 mm的二级压砧上不同组装、不同密封边厚度对应的叶腊石预密封条宽度的最大值wmax.
| 组装类型 | 预留密封条 厚度t0/mm | 八面体初始 边长a/mm | 八面体初 积V0/mm3 | 二级压砧截角 边长b/mm | 八面体倒棱 宽度/mm | 二级压砧 边长l/mm |
| 18/11磨倒棱 | 3.3 | 15.66 | 1900.6 | 11 | 3.3 | 25.4 |
| 18/11未磨倒棱 | 3.3 | 18 | 2748.8 | 11 | 0 | 25.4 |
| 25/17磨倒棱 | 3.8 | 22.31 | 5464.6 | 17 | 3.8 | 25.4 |
| 25/17未磨倒棱 | 3.8 | 25 | 7364.6 | 17 | 0 | 25.4 |
| 注: 表中预密封条初始厚度t0的具体计算方法可参考文献[12]; 倒棱八面体见图3, 倒棱八面体的初始体积V0通过构建数学几何模型计算得出. | ||||||
表2几种组装的初始参数
Table2.Initial parameters of the assembly used in this work.
| 组装类型 | 加载后密封边 的厚度t/mm | 对应的预密封条 最大宽度wmax/mm |
| 18/11磨倒棱 | 1.4 | 8.03 |
| 1.6 | 9.05 | |
| 1.8 | 10.03 | |
| 18/11未磨倒棱 | 1.4 | 6.86 |
| 1.6 | 7.89 | |
| 1.8 | 8.87 | |
| 25/17磨倒棱 | 1.8 | 6.37 |
| 2.0 | 7.19 | |
| 2.2 | 7.98 | |
| 25/17未磨倒棱 | 1.8 | 4.74 |
| 2.0 | 5.57 | |
| 2.2 | 6.38 |
表3各种组装加载后的密封边厚度t与预密封条最大宽度wmax的对应关系
Table3.The calculated maximum width wmax of the gaskets before loading, corresponding to the thickness t of loaded gaskets in different assemblies.
根据18/11组装的实验情况以及已有的报道[11-13,19], 当八面腔压机采用更大组装(大于18/11组装)时, 预密封条的宽度至少应大于5 mm, 否则加载过程中会出现压力突然释放的情况. 结合表3的计算结果, 如果八面体不倒棱, 计算得出25/17组装的预密封条最大宽度为4—6 mm左右, 与预密封条的安全宽度5 mm交叠, 组装处于稳定运行临界点. 如果八面体倒棱, 计算得出八面体倒棱的18/11组装的预密封条最大宽度大于5 mm较多, 说明还可以采用更大尺寸的组装. 当八面体边长为25 mm时, 计算得出八面体倒棱的25/17组装的预密封条最大宽度为6—7 mm左右, 略大于5 mm的预密封条安全宽度, 说明在边长为25.4 mm的二级压砧上能稳定运行的最大组装为八面体倒棱的25/17组装.
 图 2 压力标定的电路连接示意图[7]
图 2 压力标定的电路连接示意图[7]Figure2. Schematic diagram of circuit connection for pressure calibration[7].
实验1 14/8组装两种不同八面体传压介质(叶腊石和氧化镁)的压力标定. 碳化钨立方块边长为25.4 mm, 截角边长为8 mm, 八面体传压介质边长为14 mm. 南非叶腊石预密封条的厚度为2.9 mm, 宽度为5 mm, 上底边由八面体边长决定.
实验2 18/11组装八面体倒棱和不倒棱两种情况的压力标定. 碳化钨立方块边长为25.4 mm, 截角边长为11 mm. 八面体传压介质边长为18 mm; 八面体倒棱的宽度为3.3 mm, 倒棱后八面体边长为15.66 mm. 南非叶腊石预密封条的厚度为3.3 mm, 宽度为5 mm, 上底边由八面体边长决定.
实验3 八面体倒棱的25/17组装的压力标定. 碳化钨立方块边长为25.4 mm, 截角边长为17 mm. 倒棱前八面体传压介质的边长为25 mm, 倒棱后八面体边长为22.31 mm, 倒棱宽度为3.8 mm. 南非叶腊石预密封条的厚度为3.8 mm, 宽度为5 mm, 上底边由八面体边长决定. 由于14/8加热组装与18/11加热组装具有相同的加热结构, 所以此处只展示18/11和25/17加热组装结构, 如图4所示. 使用石墨管作为发热元件, 用W3% Re-W25% Re型热电偶对腔体温度进行测量, 标定腔体温度和加热功率之间的关系, 如图7所示.
 图 3 磨倒棱(左)和未磨倒棱的八面体(右)
图 3 磨倒棱(左)和未磨倒棱的八面体(右)Figure3. Chamfered (left) and unchamfered octahedron (right).
 图 4 加热组装示意图 (a) 18/11组装; (b) 25/17组装
图 4 加热组装示意图 (a) 18/11组装; (b) 25/17组装Figure4. Schematic diagram of heating assemblies: (a) 18/11 assembly; (b) 25/17 assembly.
图5是对18/11八面体倒棱的组装进行标压时记录的Bi的电阻随荷载的变化曲线, 以及对25/17八面体倒棱组装进行压力标定时记录的PbSe的电阻随荷载的变化曲线. 图6给出了18/11组装八面体倒棱和未倒棱及25/17组装八面体倒棱的腔体压力标定结果. 插图是为证明氧化镁八面体传压介质比叶腊石八面体传压介质在超过10 GPa的高压时具有更好的传压性能, 而在14/8组装上进行的压力标定实验. 在碳化钨二级压砧和叶腊石预密封条的材料和尺寸都相同的条件下, 14/8组装分别以叶腊石和氧化镁为八面体传压介质的压力标定结果如图6的插图所示. 插图中的压力标定结果表明当腔体压力高于7.7 GPa后, 氧化镁八面体的传压性能明显高于叶腊石八面体. 作为对比, 图中还列出了Frost等[11]和Shatskiy等[12]之前的工作中相同组装的压力标定结果. 从图中可以看出, 腔体压力低于10 GPa时, 本工作中八面体倒棱的18/11组装的压力发生效率最高, 明显高于之前相同组装的压力发生效率. 虽然压力标定曲线显示八面体倒棱的25/17组装的腔体压力上限约为6 GPa, 但是腔体压力低于6 GPa时该组装的压力发生效率仍然高于之前的同类组装. 根据前面的计算, 加载后部分八面体传压介质进入密封边形成面积为S2的区域, 八面体倒棱能有效减少进入密封边的八面体传压介质, 缩小S2区域的面积, 使总的密封边面积减小, 减少消耗在密封边上的加载, 从而提高腔体的压力发生效率. 这是导致本工作中各组装压力发生效率较高的主要原因[7].
 图 5 实验使用的部分标压物质 (a) PbSe和(b) Bi的电阻随荷载变化的曲线
图 5 实验使用的部分标压物质 (a) PbSe和(b) Bi的电阻随荷载变化的曲线Figure5. Representative recorded resistances of (a) PbSe and (b) Bi respectively, as a function of press load.
 图 6 不同组装腔体的压力标定结果, 插图为碳化钨二级压砧和叶腊石预密封条都相同的条件下, 14/8组装分别以叶腊石和氧化镁为八面体传压介质的压力标定结果
图 6 不同组装腔体的压力标定结果, 插图为碳化钨二级压砧和叶腊石预密封条都相同的条件下, 14/8组装分别以叶腊石和氧化镁为八面体传压介质的压力标定结果Figure6. Pressure calibration of different assemblies. Insert is the pressure calibration of 14/8 assembly with different octahedron of pyrophyllite and semi-sintered magnesia.
此外, 已有的报道中[11-13,19]选用大尺寸二级压砧来实现较大尺寸的腔体组装, 一个主要原因是这些工作中的一级压砧由特殊钢材制成. 相比碳化钨材质的一级压砧, 钢材质的一级压砧的强度会低很多. 因此只能通过增大二级压砧的尺寸来降低一级压砧锤面上的应力, 以保护一级压砧在实验过程中不会出现被压屈服的情况. 而在本工作中一级压砧是由碳化钨制成的, 不存在一级压砧被压屈服的问题, 因此可以采用较小尺寸的二级压砧来实现较大尺寸的腔体组装. 这一结果将十分有助于后续发展聚晶金刚石材质的二级压砧的组装技术, 在更高压力条件下获得较大尺寸的样品. 图7是八面体未倒棱的14/8加热组装、八面体倒棱的18/11和25/17加热组装的温度标定结果, 各加热组装的加热碳管的内径分别为4, 6和9 mm.
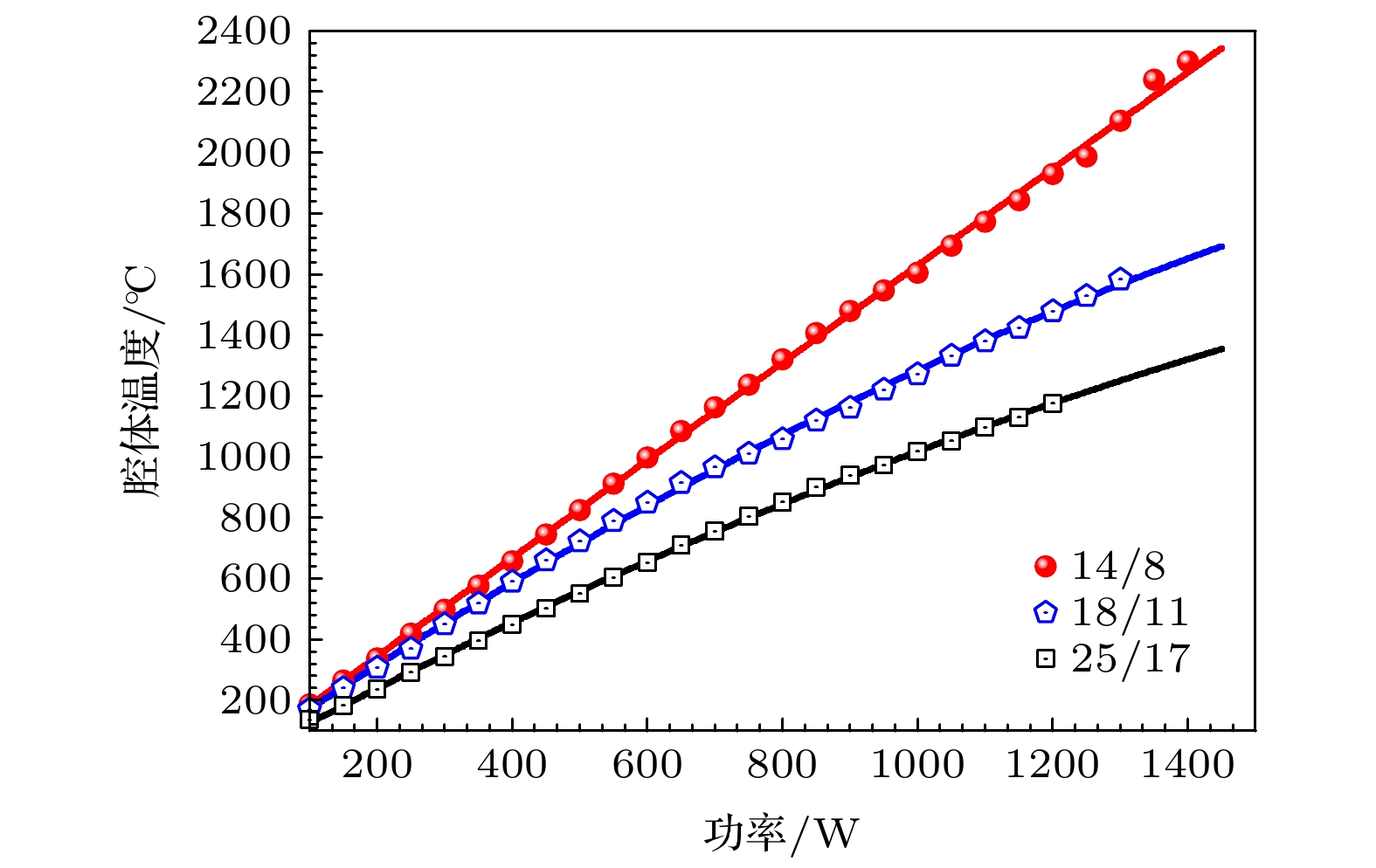 图 7 三种加热组装的腔体温度与功率的关系曲线. 14/8, 18/11, 25/17加热组装进行加温测试的腔体压力分别约为10, 7.7, 5.2 GPa.
图 7 三种加热组装的腔体温度与功率的关系曲线. 14/8, 18/11, 25/17加热组装进行加温测试的腔体压力分别约为10, 7.7, 5.2 GPa.Figure7. Temperature calibration of 14/8, 18/11 and 25/17 assemblies. The cell pressures for heating test were approximate 10, 7.7, and 5.2 GPa respectively.
加载后三种组装的密封边流动区域如图8所示. 其中八面体磨倒棱的18/11组装经历腔体压力约8 GPa的加载后, 密封边厚度在1.55—1.60 mm之间, 密封边外沿与二级压砧外边沿的距离约为3—4 mm, 如图8(a)所示; 八面体未磨倒棱的18/11组装经历腔体压力约5.5 GPa的加载后, 密封边厚度约为1.6 mm, 几乎刚流到二级压砧的外边沿处, 如图8(b)所示; 八面体磨倒棱的25/17组装经历腔体压力约5.2 GPa的加载后, 密封边的厚度约为2.0 mm, 密封边完全流到二级压砧的外边沿处, 如图8(c)所示. 根据前面的计算, 密封边厚度为1.6 mm时, 18/11组装八面体磨倒棱和未磨倒棱的最大预密封条宽度分别为9.05和7.89 mm; 密封边厚度为2.0 mm时, 25/17组装八面体磨倒棱的最大预密封条宽度为7.19 mm. 而实验采用的预密封条宽度为5 mm, 比八面体磨倒棱的18/11组装允许的预密封条最大宽度小较多, 所以该组装加载后的密封边实际面积比允许的最大面积小较多, 还有很大的流动空间. 而对于18/11组装八面体未磨倒棱和25/17组装八面体磨倒棱两个组装, 实验使用的预密封条宽度与允许的最大预密封条宽度较为接近, 加载后密封边的实际面积也接近或达到该二级压砧尺寸允许的最大面积, 密封边没有更多的流动空间. 对于25/17组装八面体未磨倒棱的情况, 根据计算结果, 密封边厚度为2.0 mm时最大预密封条宽度为5.57 mm, 这一数值与实验采用的预密封条宽度5 mm非常接近. 考虑到实际实验加载过程中各密封边的差异, 某些密封平面上的密封边面积极有可能大于该二级压砧尺寸允许的最大密封边面积, 导致组装无法稳定运行. 因此在压力标定实验中没有对八面体未磨倒棱的25/17组装进行压力标定.
 图 8 加载后三种组装的密封边流动区域 (a) 18/11组装八面体磨倒棱; (b) 18/11组装八面体未磨倒棱; (c) 25/17组装八面体磨倒棱
图 8 加载后三种组装的密封边流动区域 (a) 18/11组装八面体磨倒棱; (b) 18/11组装八面体未磨倒棱; (c) 25/17组装八面体磨倒棱Figure8. The areas of loaded gaskets in different assembly: (a) 18/11 assembly with chamfered octahedron; (b) 18/11 assembly with unchamfered octahedron; (c) 25/17 assembly with chamfered octahedron.
