全文HTML
--> --> -->目前, 在金属或陶瓷粉末材料中添加石墨烯需要解决几个关键问题: 一是如何将石墨烯均匀分散到粉末中且不团聚; 二是如何确保石墨烯与粉末材料具有良好的接触; 三是如何确保混合过程不破坏石墨烯的晶格完整性. 石墨烯在粉末中分散不均、团聚会导致复合材料局部性能不均衡, 晶格缺陷会损坏其本身的力学性能, 进而降低强化效果.
在制备石墨烯强化材料的研究中, 机械球磨是最常用的方法, Yan等[5]利用此方法制备了铝基石墨烯复合材料. 为实现石墨烯与铝粉的均匀混合, 需要封装球磨24 h. 机械球磨法存在两个明显的缺点: 首先, 原料剧烈碰撞产生的瞬间高温, 会导致碳-碳键断裂, 形成大量晶格缺陷[14], 随球磨时间延长, 缺陷不断扩大, 性能降低; 其次, 石墨烯比表面积大, 极易团聚, 球磨法不能有效避免此现象的发生[7]. 为克服这一缺点, 研究者采用了液相混合法, 例如, Li等[2]将氧化石墨烯和铝粉分别与蒸馏水和纯酒精混合, 超声得到均匀的悬浊液, 再将两种悬浊液按比例混合. 氧化石墨烯表面有很多亲水的含氧官能团, 在水溶液中的分散更为均匀, 可明显减少团聚[15]. 然而, 氧化石墨烯中存在大量的缺陷, 其强化效果较弱, 并且后续还需要溶液干燥、高温氢气还原等步骤, 过程非常复杂.
因此, 探索一种新的石墨烯-粉末均匀混合工艺非常重要. 本文利用等离子增强化学气相沉积方法, 在铜粉表面原位生长了站立石墨烯, 并利用放电等离子烧结工艺将粉末成型. 选择铜粉作为研究对象的原因是, 铜合金具有良好的韧性和耐蚀性, 广泛应用于工业生产各个领域, 但缺点是强度偏低, 限制了其在航空高端轴承、齿轮等领域的应用. 石墨烯具有优异的力学性质(杨氏模量高达1060 GPa), 将其作为强化相加入, 有望显著提高复合材料的综合性能.
2.1.石墨烯在铜粉表面的原位生长
利用等离子增强化学气相沉积方法制备石墨烯-铜复合粉末, 该系统如图1所示. 其最低真空度为10–2 Pa, 最高工作温度为1100 ℃, 等离子射频电源功率为500 W. 图 1 等离子增强化学气相沉积系统示意图
图 1 等离子增强化学气相沉积系统示意图Figure1. Schematic presentation of plasma enhanced chemical vapor deposition system (PECVD).
制备步骤为: 1) 将一薄层铜粉平铺在坩埚底部后, 传入高温管式炉中; 2) 待系统真空抽至10–2 Pa后, 通入100 sccm(standard cubic centimeters per minute)的氩气, 升温至500—600 ℃; 3) 通入20 sccm甲烷, 打开射频源, 设定功率为200 W, 调节匹配器, 使其充分等离子体化, 生长时间为20—60 min; 4) 生长结束后, 关闭甲烷阀门和射频源, 自然降温至室温后取出.
2
2.2.复合粉末的成型
利用放电等离子设备(SPS-1050 T)将粉末烧结成型, 所用模具的材质为石墨, 内径为20 mm, 真空度不低于1 × 10–3 Pa, 升温速率为100 ℃/min, 轴向压力为35 MPa, 烧结温度为800 ℃, 时间为10 min.2
2.3.材料形貌表征和力学性能测试
采用Hitachi S-4800扫描电子显微镜(SEM)和Tecnai G2F20型高分辨电子显微镜(HR-TEM)表征石墨烯的微观形貌和结构; 利用X射线光电子能谱(X-ray photoelectron spectroscopy, Thermo escalab 250 XI)测试其成分, 光源为Al Kα单色光, 功率为150 W, 精细谱利用CAE模式测得, 通过能和步长分别设置为20 eV和0.1 eV; 通过拉曼光谱仪(Horiba Jobin Yvon LabRAM, 激光波长为532 nm, 光斑直径为1 μm, 功率为1 mW)测试石墨烯的特征峰; 利用阿基米德排水法测量烧结后块体的密度; 采用四探针方法(Accent HL5500 Hall System)测试了在样品室温下的电阻率; 并在室温下测试了复合材料的拉伸性能, 拉伸速率为0.2 mm/min.3.1.复合粉末的结构与形貌
等离子体技术的优势在于能够显著降低石墨烯的制备温度. 普通气相沉积依靠金属衬底的催化作用去分解甲烷, 需要1000 ℃以上的高温. 这一温度下, 铜粉已发生熔化黏连, 尺寸变大, 不能制备在微观尺寸下分散性优异的石墨烯复合粉末. 而等离子体技术则利用射频源将甲烷分解成碳的活性基团, 基团在铜粉表面自组装形成石墨烯, 生长温度可降至最低500 ℃.利用等离子增强化学气相沉积方法在铜粉表面上沉积石墨烯前后的SEM图如图2(a)和图2(b)所示. 沉积石墨烯前, Cu粉末表面干净光滑; 当沉积30 min后, 从图2(b)中可以看出, Cu粉末表面被许多具有纳米片状结构的材料均匀包覆. 图2(c)展示了500 ℃和600 ℃两种生长温度下制得样品的拉曼光谱测试曲线, 两条谱线的峰形大致相同, 都在1350, 1585和2692 cm–1处展现出3个特征峰, 分别对应于石墨烯的D峰、G峰和2D峰, 证明这些纳米片确为石墨烯. 由于垂直站立石墨烯存在大量的边缘, 而边缘处碳原子的晶格振动行为与缺陷周围碳原子的行为类似, 导致其D峰很强[16]; Graf等[17]对石墨烯片进行拉曼mapping表征, 也发现边缘处的D峰强度比中心处显著增强. 利用高分辨透射电镜对石墨烯边缘进行表征, 可以确定其层数, 结果如图2(d)所示. 从图2(d)中可以清楚地观察出, Cu粉表面形成的石墨烯由四个单原子层构成, 层间距为0.37 nm, 略高于定向裂解石墨的0.34 nm, 这一偏差是由站立石墨烯的层间应力所导致的, 其层间相互作用也会偏弱.
 图 2 利用等离子增强化学气相沉积方法在铜粉表面制备竖直站立石墨烯 (a)前和(b)后的SEM图; (c) 拉曼光谱; (d) 石墨烯边缘的HR-TEM图; 不同温度下制备的石墨烯的SEM图((e) 600 ℃和(f) 500 ℃, 生长时间为20和40 min), 结果表明可以通过调节生长温度, 控制石墨烯纳米片的尺寸
图 2 利用等离子增强化学气相沉积方法在铜粉表面制备竖直站立石墨烯 (a)前和(b)后的SEM图; (c) 拉曼光谱; (d) 石墨烯边缘的HR-TEM图; 不同温度下制备的石墨烯的SEM图((e) 600 ℃和(f) 500 ℃, 生长时间为20和40 min), 结果表明可以通过调节生长温度, 控制石墨烯纳米片的尺寸Figure2. The SEM image of the copper powder (a) before and (b) after the deposition of graphene; (c) Raman spectra of graphene; (d) HR-TEM image of the edge of graphene; the SEM image of graphene deposited at different temperatures ((e) 600 ℃ and (f) 500 ℃), indicating the size of graphene can be well controlled by tuning the growth temperature.
在铜粉表面生长站立石墨烯的初期, 射频源将甲烷气体电离, 形成的含碳基团成为生长的前驱体. 当前驱体达到饱和状态时, 便开始在铜基底上吸附、脱氢并成核生长. 站立石墨烯的生长可分为面内成核和站立生长两个阶段[16,18], 以前的工作中, 我们利用SEM表征验证了这一过程[19]. 首先, 石墨烯沿平行于衬底表面的方向生长, 形成岛状结构, 与衬底有很大的接触面积; 随着石墨烯尺寸和层数的不断增加, 层间应力积累到一定程度时, 便会导致二维向三维生长方式的转变, 岛边缘卷曲, 随即沿表面的法向方向生长. 成核阶段是一个生长/刻蚀相互竞争的过程, 受温度影响很大[20,21], 等离子体中含有C, H, CHx等基团, 含C基团自组装形成石墨烯, H则对已形成的石墨烯有刻蚀作用. 温度高时, C自组装生长起主导作用, 成核密度高, 形成大量石墨烯的小岛, 因而后期岛边缘卷曲形成的站立纳米片的尺寸也偏小; 温度低时, H刻蚀占主导, 这种情形下, 只有较大的石墨烯岛能避免被H完全刻蚀掉并进一步长大, 因此成核密度低, 形成较大的岛, 后期形成的站立纳米片的尺寸也就偏大. 图2(e)和图2(f)中的扫描电镜图像表明, 铜粉表面站立石墨烯的制备也遵循生长/刻蚀相互竞争这一规律, 生长温度600 ℃和500 ℃时, 纳米片的尺寸分别约为100和300 nm.
2
3.2.初期生长行为
为了研究石墨烯在铜粉表面的初期生长行为, 利用X-射线光电子能谱(XPS)对复合粉末的元素组成和比例进行了研究. 铜原子的电子排布示意图如图3(a)所示, 铜原子序数为29, 有K-L-M-N四个电子层, 电子排布式为2-8-18-1.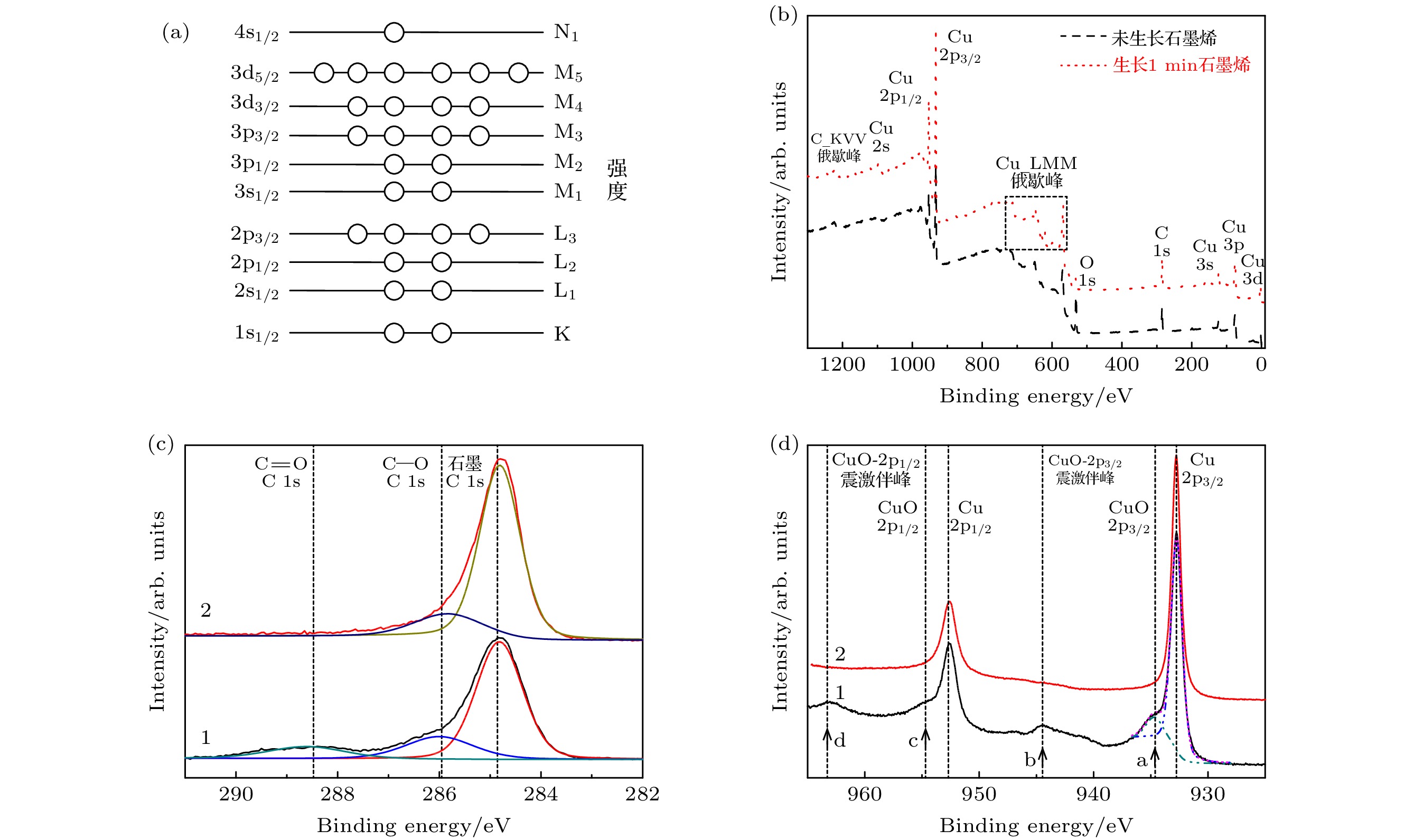 图 3 (a) 铜原子的电子排布示意图; (b) XPS全谱扫描谱线; (c) C 1s精细谱; (d) Cu 2p精细谱
图 3 (a) 铜原子的电子排布示意图; (b) XPS全谱扫描谱线; (c) C 1s精细谱; (d) Cu 2p精细谱Figure3. (a) The electron configuration of copper atom; (b) XPS of the graphene grown on copper powder; (c) C 1s spectra; (d) Cu 2p spectra.
图3(b)是XPS全谱的测试结果, 图中谱线1和2分别是未生长石墨烯的铜粉(粉末1)和生长1 min石墨烯后的铜粉(粉末2)的谱图, 图中的结合能从低到高, 依次出现了Cu 3d, Cu 3p, Cu 3s, C 1s, O 1s, Cu_LMM俄歇, Cu 2p3/2, Cu 2p1/2, Cu 2s和C_KVV俄歇峰. XPS谱线定量分析结果表明, 粉末1中碳、氧、铜的原子数比例分别为48.09%, 31.37%和20.54%; 粉末2中碳、氧、铜的原子数比例分别为58.89%, 9.16%和31.95%. 氧原子的比例明显下降, 表明石墨烯生长过程中, 铜粉表面的氧元素可被还原性的C和H去除.
图3(c)是碳原子的XPS谱图, 谱线1和2在结合能284.80 eV处都显示出石墨结构中的C 1s峰. 明显不同的是, 谱线1在288.35 eV处有一个峰, 此峰对应C=O中的C 1s峰, 在C=O中, 碳原子被氧化, 失去外层电子, 内壳层向核紧缩, 结合能增加. 谱线1中碳的主要来源是铜粉表面残余的无定型碳, 少量碳被氧化形成了C=O. 在谱线2中, 288.35 eV处的峰消失, 说明C=O被还原. 如上文所述, 生长1 min石墨烯后的粉末2仍含有9.16%的氧元素. 分析图3(c)中的谱线2可知, 氧元素部分以C—O键的形式存在, 其形成原因是, 石墨烯片边缘存在大量活性很强的悬挂键, 从制备腔取出暴露大气后, 会被氧气氧化[22]. 其次, 石墨烯比表面积很大, 表面会吸附少量的氧气, 也是氧元素的一种来源.
图3(d)是铜原子的XPS谱图, 谱线1和2在结合能932.82和952.65 eV处都分别出现了铜原子的2p3/2 和2p1/2峰. 仔细观察谱线可看出, 在谱线1中多出4个微弱的峰, 分别a, b, c和d标记. 分析这些弱峰可以发现, 它们分别对应CuO中铜原子的2p3/2峰、2p3/2震激伴峰、2p1/2峰和2p1/2震激伴峰. 震激伴峰是由于价壳层电子跃迁到更高能级的束缚态而形成的, 由于这一过程消耗能量, 其光电子动能下降, 导致峰向高结合能方向偏移. 当生长1 min石墨烯后, 这4个峰消失, 表明CuO已经被还原成干净的铜表面. 以上分析充分表明, 铜粉表面的氧化层在石墨烯生长初期很容易被去除, 有助于提高铜基体与石墨烯之间的相互作用, 避免石墨烯片的脱落团聚. 在传统混合工艺中, 如引言中所述, 只能通过添加表面活性剂的方法来增加粉末与石墨烯之间的相互作用, 步骤复杂且污染样品.
2
3.3.烧结后材料的性能研究
为研究原位制备方法的强化效果, 开展了未添加和添加石墨烯样品的性能对比试验. 实验中添加石墨烯铜粉的制备参数为600 ℃生长60 min.利用放电等离子工艺将铜粉烧结成型, 对添加石墨烯样品首先进行了拉曼光谱表征, 如图4所示. 曲线清晰显示了D, G和2D三个特征峰, 表明碳原子仍然保持由sp2杂化形成的六方结构, 石墨烯在烧结过程中没有被破坏.
 图 4 添加石墨烯铜粉经SPS成型后样品的拉曼光谱曲线
图 4 添加石墨烯铜粉经SPS成型后样品的拉曼光谱曲线Figure4. Raman spectroscopy of the graphene-added copper alloy, prepared by spark plasma sinter of the graphene-copper powders.
用排水法测量了样品的密度, 结果如表1所列. 从表1中可以看出, 未添加石墨烯样品的密度为8.74 g/cm3, 接近纯铜的8.90 g/cm3, 因此实验选取的烧结参数是合适的. 石墨烯本身的密度远小于铜, 因此与铜复合后样品的密度略微降低至8.37 g/cm3. 进一步对样品的电阻率、硬度和屈服强度等性能进行了对比测量. 添加石墨烯样品的电阻率比未添加样品低了一个数量级, 结合数据分析和文献调研[23], 我们认为电阻降低的主要原因是, 石墨烯生长过程中可将铜粉表面的氧化层还原, 减小了烧结后样品晶界处的电阻; 而石墨烯具有高电导率不是主要因素, 因为石墨烯片的尺寸较小, 即使片间有接触, 接触电阻也很大, 没有在整个铜基体内形成一个完整的导电通道. 力学性能测试结果表明, 添加石墨烯后, 样品的维氏硬度由77 HV变为89 HV, 提高了15.6%; 屈服强度由52 MPa变为67 MPa, 提高了28.8%. 样品力学性能提高的主要原因[1,24,25], 一是石墨烯纳米片均匀包覆在铜粉外表面, 有效阻止了铜粉在烧结过程中的熔融聚合, 使得组织晶粒细小, 增强了其变形抗力; 二是石墨烯与铜基体有很好的界面结合, 其比表面积很大, 当有外力时, 部分载荷会转移给石墨烯片, 从而提高了材料的力学性能.
| 密度/ (g·cm–3) | 电阻率/ (10–5 Ω·cm) | 维氏硬 度/HV | 屈服强 度/MPa | |
| 未添加石墨烯样品 | 8.74 | 24.60 | 77 | 52 |
| 添加石墨烯样品 | 8.37 | 1.36 | 89 | 67 |
表1放电等离子烧结样品的性能表征结果
Table1.The properties of the spark plasma sintered samples.
以上分析可以看出, 石墨烯的添加确实提高了铜合金的综合性能, 表明原位生长石墨烯这一技术是可行的. 进一步需要指出的是, 与传统球磨和液相混合法相比, 原位生长的优势还有: 一是石墨烯的添加量很低. 实验中利用精度为0.0001 g的天平, 都测不出石墨烯生长前后粉末质量的变化. 这表明, 原位生长技术只需沉积微量的石墨烯, 就可以达到传统工艺添加大量石墨烯才能获得的效果, 如在Yue等[3]的研究中, 需添加质量分数为0.5%的石墨烯. 分析其原因可能是, 传统混合方法中, 石墨烯团聚较为严重, 分散性差, 团聚体内部的石墨烯并没有有效参与强化; 再者, 石墨烯的缺陷较多, 弱化了其强化效果. 二是, 经典强化模型中, 分析强化相尺寸与强化效果的关系, 对于确定强化机制十分重要. 传统混合方法中, 石墨烯片的尺寸不可控, 无法开展这一研究; 原位生长方法中, 特定温度下, 石墨烯片尺寸均一, 从而为开展强化机制研究提供了可行性.
