Fund Project:Project supported by the National Natural Science Foundation of China (Grant Nos. 51661032, 51301150), the Special Program of Youth New-star of Science and Technology of Shaanxi Province, China (Grant No.2013KJXX-11), and the Industrial Research Program of Yan’an Science and Technology Department, China (Grant No. 2016KG-02).
Received Date:06 January 2019
Accepted Date:27 February 2019
Available Online:06 June 2019
Published Online:20 June 2019
Abstract:Sintering plays a decisive role to determine final product quality in the powder metallurgy process. Understanding the law of structure and defects as well as determining the initial sintering temperature and crystallization temperature will prove clear information to determine favorable sintering technology for the powder compacted billet. In this paper, the internal friction characteristics in the sintering process for powder compact billet, pure Al, Mg, Cu, Fe are systematically studied in terms of internal friction technology. Two internal friction peaks, named heating peak and cooling peak are respectively found in the first run. The cooling peak is a stable relaxational internal friction peak. It is concluded that the peak is associated with the viscous sliding of grain boundary based on the activation energy and peak temperature location. The heating peak is an unstable internal friction peak corresponding to the decline of resistance and relative dynamic modulus, the peak temperature being considered as an initial sintering temperature due to the great change of material performance. Furthermore, the heating peak is dependent on powder particle size and compressing pressure, which increases with the decrease of particle size or compressing pressure. The dependence can be understood according to the increase of weak bonding interface and activated slipping distance between powder particles. The internal friction of the powder compacted billet in the heating process gradually increases with the temperature increasing, which is mainly due to the micro sliding of the weak bonding interface, but the enhancing trend stops and internal friction rapidly declines when the temperature approaches to the peak location due to the transition of weak bonding interface to grain boundary, as a result, leading to the formation of the heating peak. The occurrence of therising temperature peak indicates the formation of grain boundary between powder particles in the sintering process of powder compacted billet. Correspondingly, the peak temperature can be used as a crystallization temperature. Keywords:internal friction/ metal powder compact/ sintering/ grain boundary
3.结果与讨论图1给出了纯Al、纯Mg、纯Cu和纯Fe粉末压坯在第一个循环升温过程中内耗随温度的变化. 四种金属粉末压坯的内耗-温度谱中均出现了一个典型的升温内耗峰(P1峰), 对应纯Al、纯Mg、纯Cu和纯Fe粉末压坯, P1峰分别出现在310 ℃, 155 ℃, 214 ℃和536 ℃附近. 峰的低温侧内耗随温度的升高而增加, 高温侧随温度升高迅速下降. P1峰均具有明显的测量频率依赖性, 峰高随测量频率的增加而降低, 但峰温与测量频率之间无明显依赖关系. P1峰的频率依赖性与相变内耗峰是一致的, 而一般认为, 相变峰的产生和新相与母相之间的界面或者新相产生过程中围绕基体与新相界面附近发生的弛豫现象有关[17]. 图 1 升温测量过程中内耗-温度谱 (a) Al; (b) Mg; (c) Cu; (a) Fe Figure1. Dependence of internal friction on temperature during heating process for (a) Al, (b) Mg, (c) Cu, (d) Fe
随后的降温测量中, 内耗与温度之间的依赖关系如图2所示. 图中最明显的特征是四种金属粉末压坯的内耗-温度中均出现了一个降温内耗峰(P2峰), 但P1峰消失. 在测量频率1 Hz条件下, 对应纯Al、纯Mg、纯Cu和纯Fe粉末压坯, P2峰温分别出现在240 ℃, 127 ℃, 187 ℃和427 ℃附近, 与相应金属的晶界弛豫内耗峰峰温基本一致[18]. P2峰是个典型的热激活弛豫型内耗峰, 峰温随测量频率的增大向高温方向移动, 扣除高温背景内耗后, 峰高几乎不变, 无明显频率依赖性. P1峰的消失, 也反映了升温过程中材料微观结构发生了变化. 图 2 降温测量过程中内耗-温度谱 (a) Al; (b) Mg; (c) Cu; (a) Fe Figure2. Dependence of internal friction on temperature during cooling process for (a) Al, (b) Mg, (c) Cu, (d) Fe
在第一个循环升降温循环测量过程中, 粉末压坯的RDM与温度之间的依赖关系如图3所示. 可以发现, 升温过程中, 对应P1峰所在位置, RDM被分为左右两个区域, P1峰温左侧, RDM随温度的升高而降低, P1峰温右侧, RDM随温度升高迅速增加, 表明材料在P1峰所在温度, 材料结构发生了变化, 力学性能得到提高. 降温测量中, RDM随温度的降低单调升高, 符合材料RDM随温度变化的一般规律, 表明了降温过程中材料结构的稳定性. 图 3 升降温过程中RDM-温度谱 (a) Al; (b) Mg; (c) Cu; (a) Fe Figure3. Dependence of internal friction on temperature during heating and subsequent cooling process for (a) Al, (b) Mg, (c) Cu, (d) Fe
为了进一步考察材料升降温过程中材料结构变化规律, 考察了Cu和Fe粉末压坯在第一个升降温过程中电阻随温度的变化规律, 结果如图4所示. 其中R表示实测电阻, Rmax代表最大电阻. 可以发现, 在升温内耗峰P1峰出现的温度附近, 电阻均有明显的下降. Cu粉末压坯, 在内耗峰P1峰温214 ℃处, $R/{R_{\max }}$为0.95, 但Cu经历大形变后, 随温度的升高一般还会经历二次再结晶, 甚至三次再结晶[19], 导致电阻进一步降低, 直至结晶完成. Fe粉末压坯, 内耗峰出现在536 ℃, 对应的$R/{R_{\max }}$为10–4. 这些表明升温内耗峰P1峰出现的温度附近, 材料结构发生了变化. 在单元系粉末烧结过程中, 存在最低的起始烧结温度, 即烧结体的某种物理或力学性质出现明显变化的温度, 结合图3和图4, 可以考虑采用P1峰的峰温来表征单元系粉末压坯烧结的起始温度. 图 4 Cu和Fe粉末压坯的归一化电阻-温度谱 Figure4. Dependence of normalized resistance on temperature for the Cu and Fe powder compact
图5给出了循环次数对Al粉末压坯P1峰和P2峰的影响. 从图5可以发现, P1峰只出现在第一个循环的升温测量中, 降温测量以及后续的循环测量中P1峰消失, 表明该峰是个不稳定内耗峰, 材料结构的转变是不可逆的. P2峰出现在第一个循环降温测量和后续的循环测量过程中, 表明了该峰是个稳定内耗峰以及升温测量后材料结构的稳定性. 图 5 循环测量对Al粉末压坯P1峰的影响 Figure5. Influence of cycle times on P1 peak for the Al powder compact
 图 1 升温测量过程中内耗-温度谱 (a) Al; (b) Mg; (c) Cu; (a) Fe
图 1 升温测量过程中内耗-温度谱 (a) Al; (b) Mg; (c) Cu; (a) Fe 图 2 降温测量过程中内耗-温度谱 (a) Al; (b) Mg; (c) Cu; (a) Fe
图 2 降温测量过程中内耗-温度谱 (a) Al; (b) Mg; (c) Cu; (a) Fe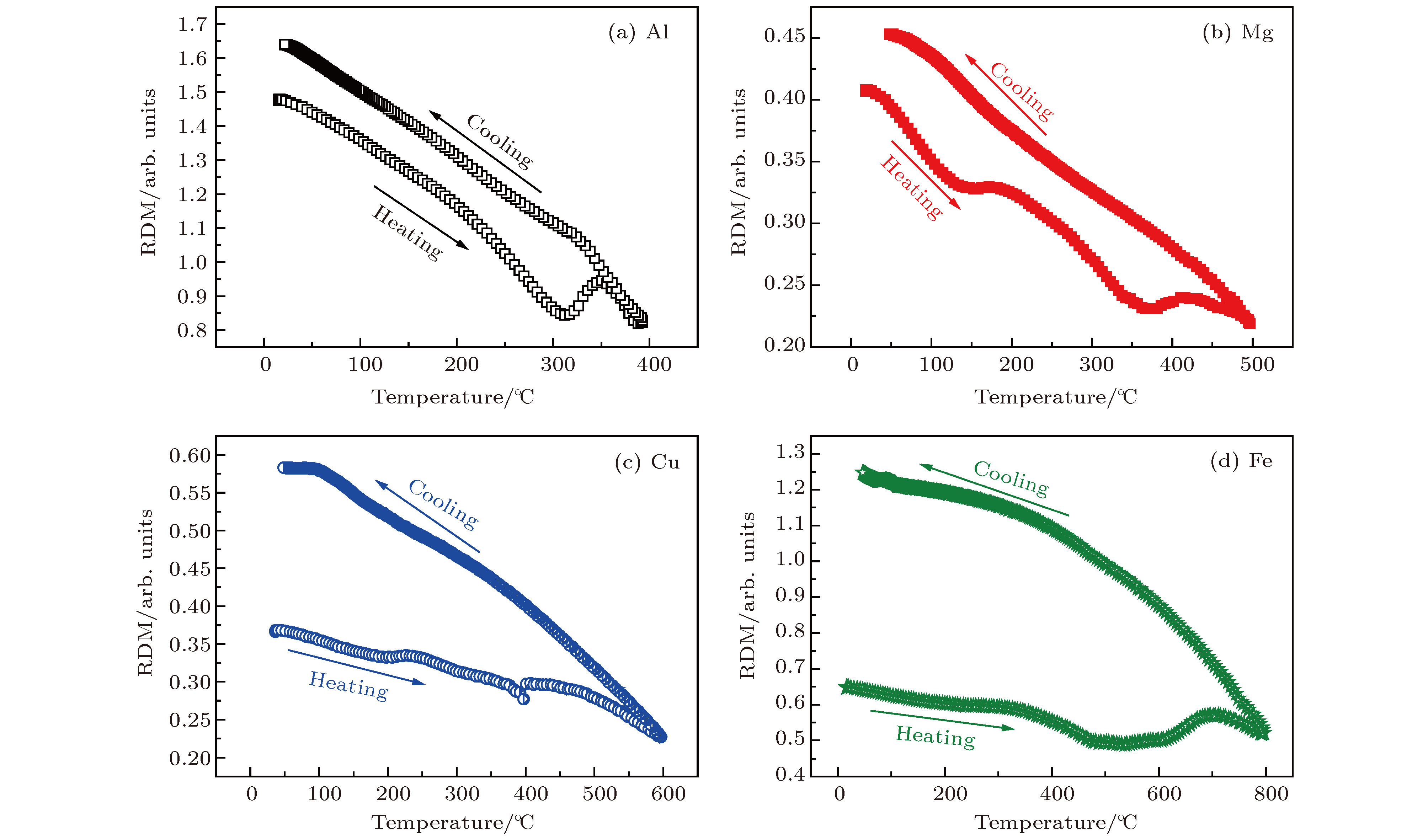 图 3 升降温过程中RDM-温度谱 (a) Al; (b) Mg; (c) Cu; (a) Fe
图 3 升降温过程中RDM-温度谱 (a) Al; (b) Mg; (c) Cu; (a) Fe

 图 4 Cu和Fe粉末压坯的归一化电阻-温度谱
图 4 Cu和Fe粉末压坯的归一化电阻-温度谱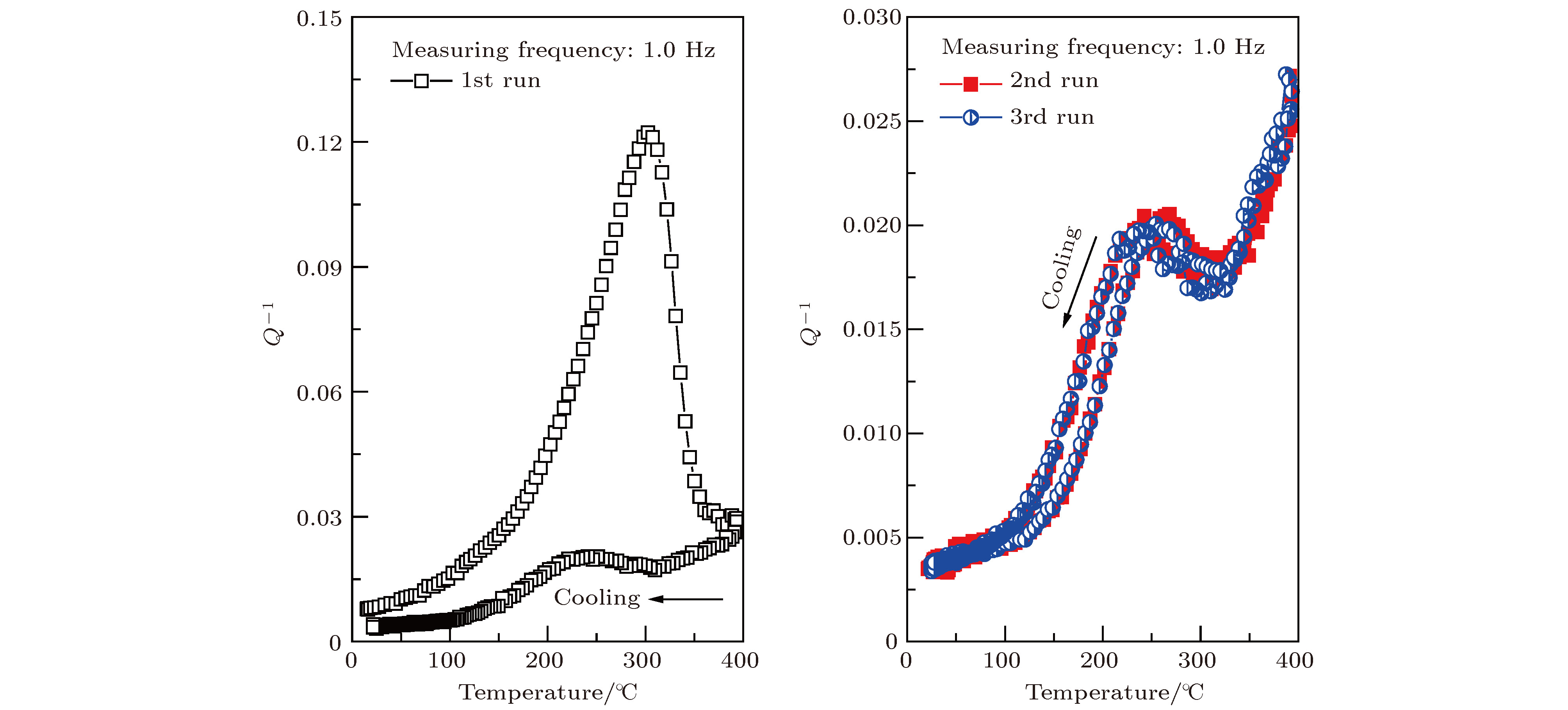 图 5 循环测量对Al粉末压坯P1峰的影响
图 5 循环测量对Al粉末压坯P1峰的影响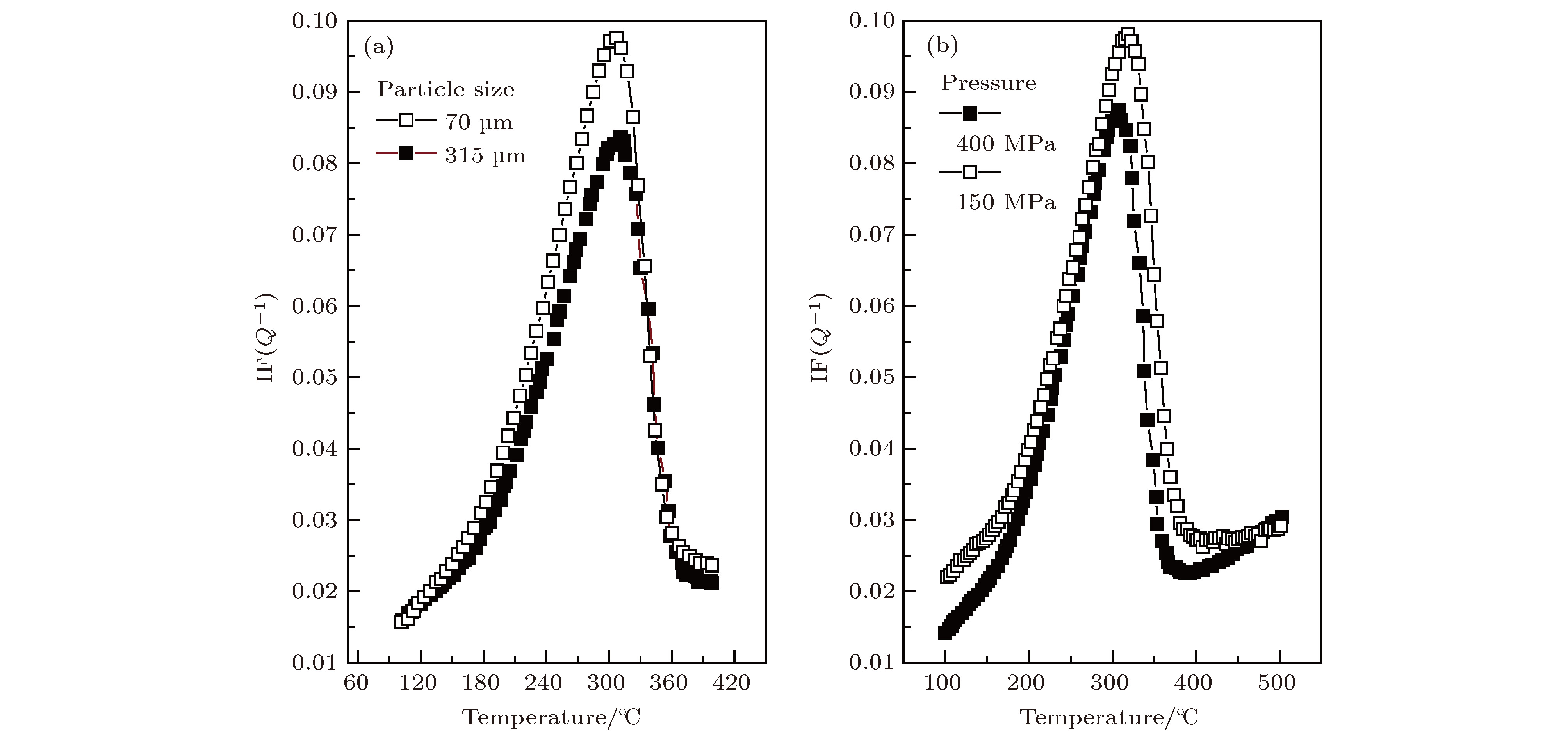 图 6 颗粒粒径和压制压力对铝粉末压坯P1峰的影响 (a) 粒径; (b) 压力
图 6 颗粒粒径和压制压力对铝粉末压坯P1峰的影响 (a) 粒径; (b) 压力



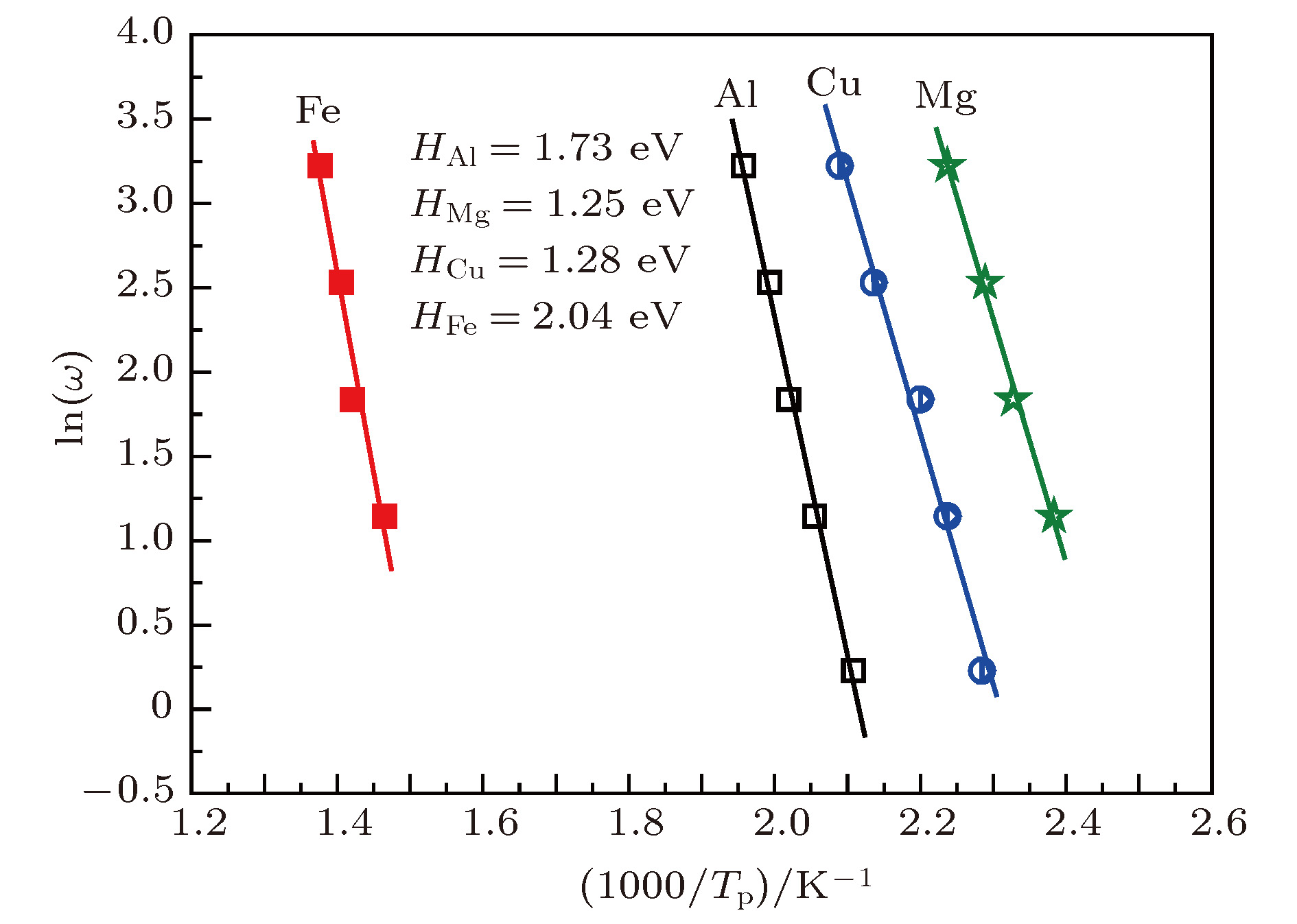 图 7 P2峰的Arrhenius关系
图 7 P2峰的Arrhenius关系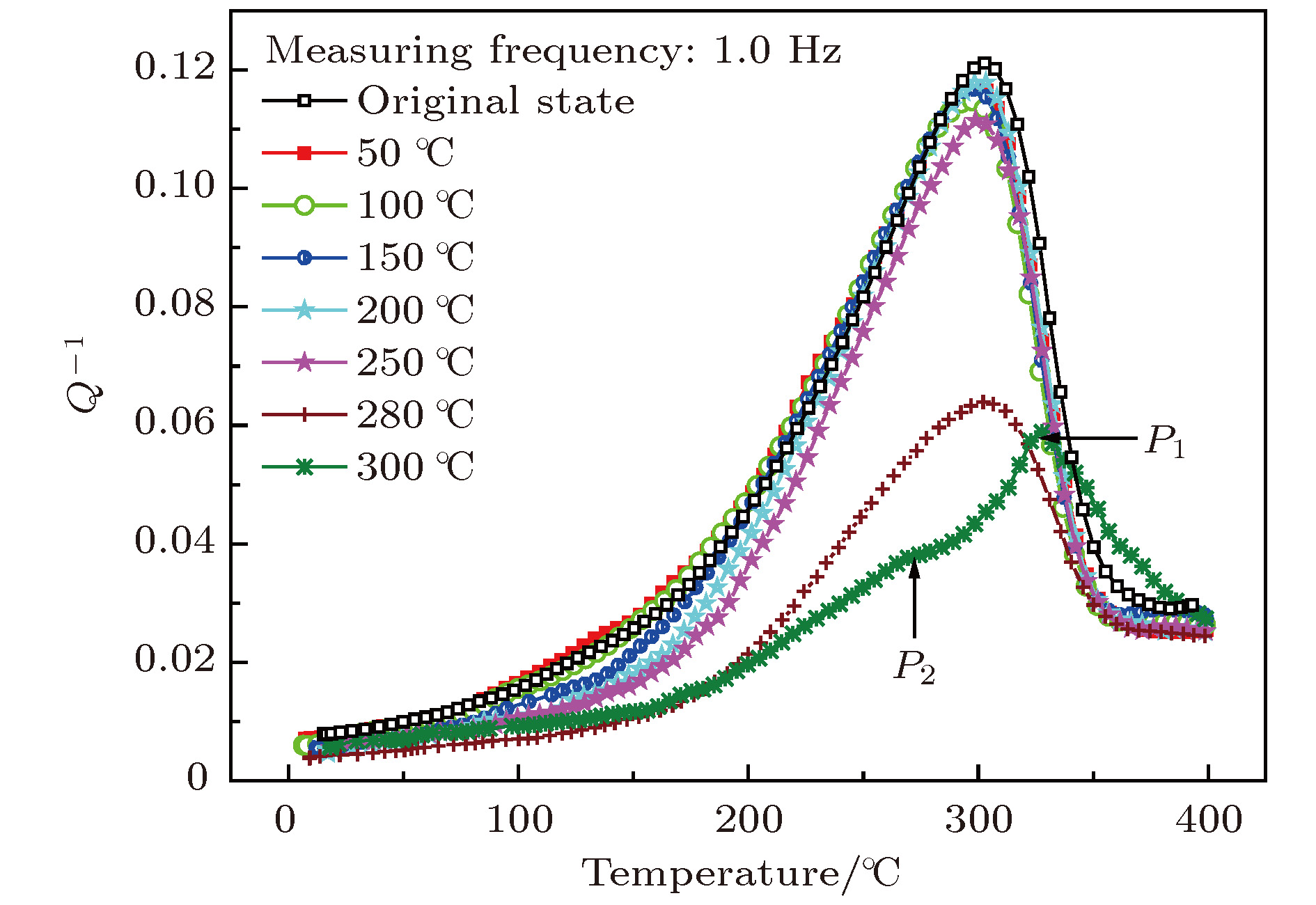 图 8 退火温度对铝粉末压坯P1峰的影响
图 8 退火温度对铝粉末压坯P1峰的影响