引 言
自青铜器时代以来, 金属材料在人类文明发展进程中起到了至关重要的作用. 随着社会的不断发展和科技的不断进步, 对材料的综合性能提出了更高的要求, 所设计的材料结构也逐渐朝轻量化、复杂化和低能耗方向发展. 然而, 在制备如超材料[1-2]等轻质结构时, 传统金属制造技术往往需要经过繁琐且复杂的加工步骤, 且相关的减材制造过程不仅费时费力, 而且会造成大量的材料切削损耗, 甚至无法满足其复杂的结构设计需求. 此外, 在制备一些新型的高熔点合金[3-4]时, 对传统金属制造设备而言, 保证成形合金的充分熔化以及成分均匀性也具有一定挑战. 面对传统金属制造技术存在的诸多不足, 金属增材制造技术应运而生.
金属增材制造(metal additive manufacturing)技术, 亦称金属3D打印技术, 最早是由美国科学家Hull[5]于20世纪末提出的. 金属增材制造技术是以高能电子束(如激光、电子束)为热源, 根据所设计的三维数据模型, 实现逐层加工制造, 以获得目标零件的一种近净成形金属制造技术. 金属增材制造技术逐层制造的方式, 摆脱了传统制造过程的模具限制, 可以有效解决复杂结构的制备难题, 缩短了加工周期, 提高了制造柔性, 降低了制造成本; 此外, 增材制造的加工方式, 避免了零件先成形再切削加工的材料浪费, 提高了材料利用率, 节省了材料成本; 而高的能量束对成形区域的局部加热则使得制备高熔点合金成为可能.
经过近30年的发展, 金属增材制造技术日趋成熟, 步入了稳定发展阶段. 基于增材制造原理所发明的多种金属增材制造工艺, 如选区激光烧结技术(selective laser sintering)、选区激光熔化技术(selective laser melting, SLM)、激光金属沉积技术(laser metal deposition, LMD)、选区电子束熔化技术(selective electron beam melting, SEBM)、丝材电弧增材制造技术(wire arc additive manufacturing)和黏合剂喷射技术(binder jetting)等, 已经成为现代制造技术的重要发展方向. 金属增材制造由于特殊的加热冷却过程, 可以在金属材料内部形成与传统金属制造技术不同的细小微结构, 使材料获得较为优异的力学[6-8]、电化学[9-11]性能. 同时, 其逐层制造的加工过程, 还为制备梯度结构材料提供了新思路[12-14]. 目前, 金属增材制造技术因其独特的成形方式以及优异的制品性能, 已经被广泛应用于航天航空[15-16]、核能工业[15,17]、交通运输[18-19]以及生物医疗[20-21]等领域(如图1所示), 成为了目前金属材料制备技术和先进制造技术领域中的研究热点之一.
 onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-1.jpg'"
onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-1.jpg'" class="figure_img
figure_type2 ccc " id="Figure1" />
图
1
金属增材制造技术的应用领域
Figure
1.
Applications of metal additive manufacturing technology
 下载:
下载: 全尺寸图片
幻灯片
众所周知, 材料的使役性能与材料内部缺陷息息相关, 如果无法有效消除或抑制材料内部缺陷, 则会导致材料结构的提前破坏而造成严重事故. 金属增材制造是一个固?液?气三相耦合的复杂物理过程, 在成形过程中往往容易因为凝固收缩、热应力而形成孔洞、裂纹等缺陷. 因此, 了解金属增材制造成形过程中缺陷的形成机理, 并给出相关建议, 对材料的制备具有重要意义. 此外, 材料的使役性能还与材料的组织形貌有关, 而组织形貌又与成形过程的工艺参数有重要联系, 如何在众多工艺参数组合中选择合适的工艺参数, 理清工艺参数对组织形貌的影响, 是金属增材制造技术研究领域的主要研究内容.
本文将对金属增材制造技术进行综述. 首先介绍典型的金属增材制造技术原理, 然后对金属增材制造过程中的缺陷、工艺参数对组织形貌的影响、成形材料及其力学性能进行综述, 最后对金属增材制造研究中的挑战和发展方向进行展望.
1.
金属增材制造技术原理
金属增材制造技术的基本原理是将三维模型进行切片分层处理, 然后以金属粉体或金属丝材为成形原料, 利用高能量束按照数据模型的成形路径照射并熔化金属材料, 实现材料的逐层堆积制造. 金属增材制造技术按照不同的技术原理, 可以有不同的分类方式: 按照金属原料的输送方式可以分为铺粉法、同轴送粉法以及送丝法, 而按照能量束类型则可以分为激光增材制造、电子束增材制造以及电弧增材制造. 目前, 选区激光熔化技术、激光金属沉积技术以及选区电子束熔化技术是金属增材制造技术研究中发展较为成熟的主流技术, 三者的技术对比如表1所示.
表
1
金属增材制造技术对比[22-28]
Table
1.
Comparison of three typical metal additive manufacturing technologies[22-28]
table_type1 ">
| SLM | LMD | SEBM | |
| heating source | laser | laser | electron beam |
| powder feed | powder bed | blown powder | powder bed |
| environment | argon | argon | vacuum |
| preheating | 80 °C ~ 300 °C | 100 °C ~ 250 °C | 200 °C ~ 1250 °C |
| beam spot | 30 ~ 250 μm | 660 ~ 900 μm | 200 ~ 1000 μm |
| scan speed | 10 ~ 2000 mm/s | 1 ~ 20 mm/s | 200 ~ 3500 mm/s |
| layer thickness | 20 ~ 100 μm | 200 ~ 1000 μm | 50 ~ 200 μm |
| advantages | high-quality surface finish high strength | high building rate gradient materials | low residual stress malleability |
| disadvantages | high residual stress low building rate | weak strength poor surface finish | poor surface finish high cost |
下载: 导出CSV
|显示表格
1.1
选区激光熔化技术
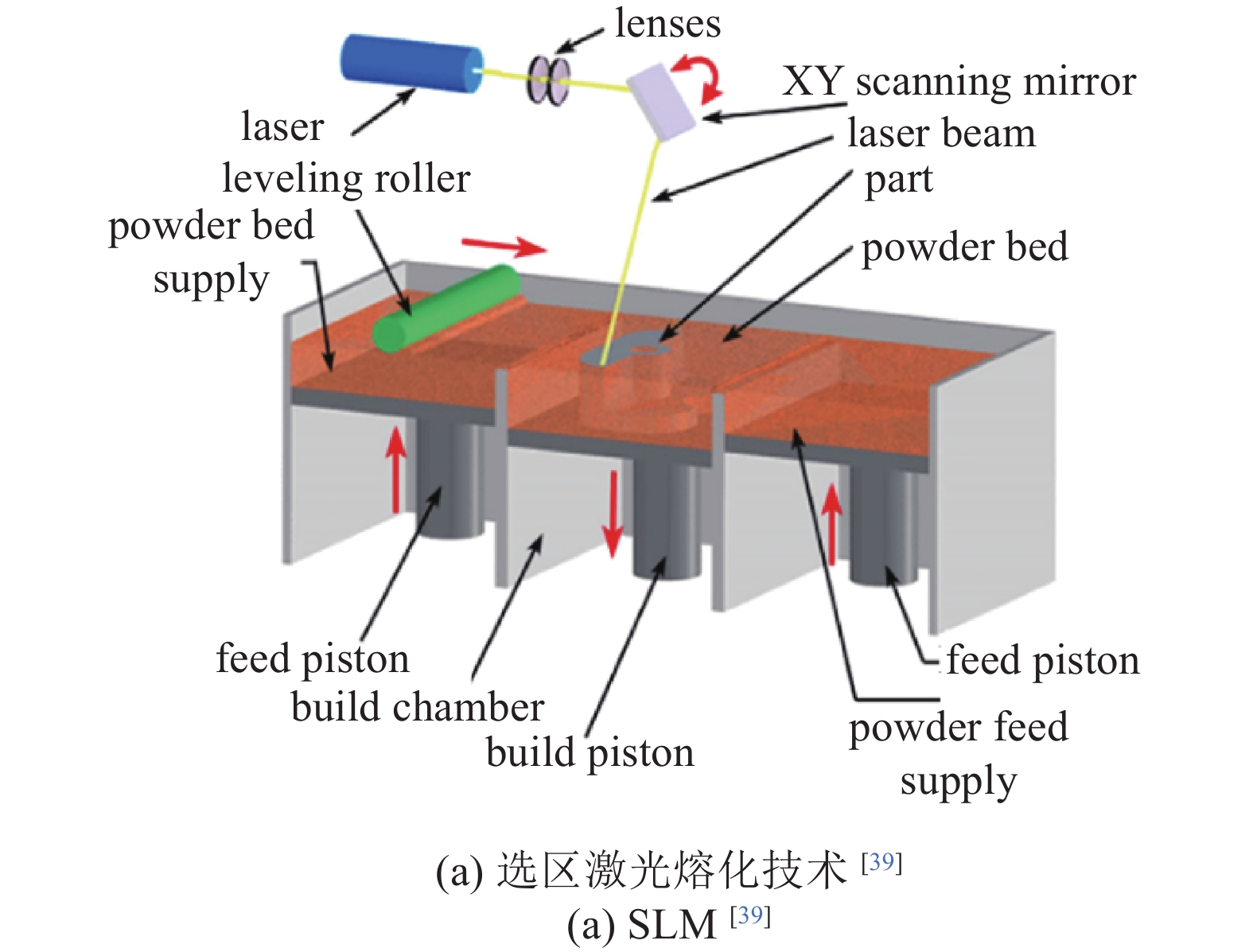
选区激光熔化技术是在惰性气体环境下(通常要求氧含量低于200 ppm)采用高能量密度的激光束为能量源, 使用切片软件对三维模型进行切片分层处理, 然后由各分层截面获得扫描路径, 控制振镜系统偏转, 让激光束照射到由铺粉锟在成形基板上预铺设一定层厚的金属粉末区域, 使得局部区域的金属粉末快速熔化形成熔池区, 当激光束移动至另一区域时, 原熔池区通过传导、对流、辐射的热传递方式会迅速冷却凝固, 待每一层的成形区域已经发生加热熔化和冷却凝固后, 铺粉缸会上移预设的特定高度, 工作缸则会下降预设的高度, 然后铺粉锟将再次把铺粉缸的金属粉末均匀地预铺设在工作缸的上表面, 开始新一层的打印过程, 如此循环往复, 直至完成金属构件的打印, 如图2(a)所示.
 onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-2-1.jpg'"
onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-2-1.jpg'" class="figure_img
figure_type1 bbb " id="Figure2-1" />
下载: 全尺寸图片
幻灯片
 onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-2.jpg'"
onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-2.jpg'" class="figure_img
figure_type1 bbb " id="Figure2" />
图
2
金属增材制造技术原理示意图
Figure
2.
Schematic illustrations of three typical metal additive manufacturing technologies
下载: 全尺寸图片
幻灯片
选区激光熔化技术的激光光斑往往只有几十至上百微米, 因此成形区域小, 能量密度高, 可完全熔化金属粉末, 实现高密度、高精度、高性能金属构件的制备, 是近年来最具潜力的金属增材制造技术之一. 由于其成形区域与周围区域的温度梯度大, 冷却速率较快, 通常可达103 ~ 108 K/s[24], 因此快速凝固可形成细小的晶粒[29], 使得所制备的合金材料具有较为优异的力学性能. Sander等[29]通过优化SLM的工艺参数, 制备了平均晶粒尺寸小于200 nm的Fe85Cr4Mo8V2C高强工具钢, 进一步的力学性能测试表明: 其硬度为900 HV, 压缩强度高达3800 MPa, 同时保持15%的断裂应变. Lin等[30]利用SLM技术, 制备得到高相对密度(99.71%)的FeCoCrNi高熵合金, 通过微观表征观测到: 所制备的合金具有大量的位错网络以及细小的晶粒. 该高熵合金的屈服强度(600 MPa)远高于同成分铸造合金屈服强度(140 MPa), 定量分析揭示了强化主要来源于位错强化和晶界强化[30]. 尽管选区激光熔化技术可以在实现金属构件近净成形的同时, 保持良好的材料性能, 但因其光斑尺寸较小, 铺粉层厚较薄, 成形速度较慢, 所以难以制备大尺寸或者大批量构件. 因此, 如何在保证成形构件质量的同时, 缩短打印时间, 提高成形效率, 对选区激光熔化技术的进一步推广具有重要意义.
1.2
激光金属沉积技术
激光金属沉积技术, 也被称为定向能量沉积技术(directed energy deposition)、激光近净成形技术(laser engineered net shaping)、激光熔覆技术(laser cladding)和激光直接制造技术(directed laser fabrication)是一种在快速原型技术以及激光熔覆技术的基础上发展起来的金属增材制造技术[31]. 激光金属沉积技术与选区激光熔化技术类似, 同样是在惰性气体的保护下, 采用激光束作为能量源对金属原料进行加热熔化, 但不同的是, 激光束在按照预先设定扫描路径移动的同时, 同轴送粉/丝设备会将粉体或丝材同步送入激光束在基体材料中所形成的熔池中, 如图2(b)所示, 随后冷却凝固, 与基体材料融合, 逐层熔化堆积后实现金属零件的制备.
激光金属沉积技术因其成形速度快、生产效率高的特点, 可被用于大型金属构件的制备. 胡美娟等[31]采用该技术, 成功制备了尺寸为450 mm × 350 mm × 3000 mm的大型钛合金构件, 其质量重达196 kg, 同时具有良好的静载力学性能和疲劳性能. 此外, 激光金属沉积技术采用同轴送粉方式, 通过改变送粉器中的材料成分, 使得梯度材料的制备成为可能. Li等[32]利用激光金属沉积技术制备了Ti6Al4V与316L不锈钢(SS316)叠合而成的梯度材料, 其设计的合金组分呈梯度分布(Ti6Al4V→V→Cr→Fe→SS316), 有效避免了在Ti6Al4V和SS316之间形成金属间化合物. 尽管激光金属沉积技术的光斑尺寸较大、铺粉层厚较厚、生产效率较高和可适用于大尺寸零件的制备, 但其所制备零件的尺寸精度以及表面光洁度相比选区激光熔化技术较差, 往往需要在成形后期进行一定的表面处理. 不同于选区激光熔化技术, 在制备复杂结构时, 激光金属沉积技术往往需要对悬空的杆件添加支撑, 而支撑的去除容易影响打印结构的尺寸精度, 因此在设计打印金属零件时, 需要考虑零件的摆放位置以尽量减少支撑部件. 在采用激光金属沉积技术制备功能梯度材料时, 则需要考虑梯度界面刚度不匹配以及开裂等问题[33].
1.3
选区电子束熔化技术
选区电子束熔化技术的原理与选区激光熔化技术类似, 也是一种粉末床成形方法. 但与选区激光熔化技术和激光金属沉积技术不同的是, 选区电子束熔化技术采用的能量源为电子束, 而电子束在气体氛围中往往存在严重的散射问题, 因此, 选区电子束熔化技术通常在真空环境下制备金属零件, 如图2(c)所示. 真空环境下, 选区电子束熔化技术避免了选区激光熔化技术和激光金属沉积技术所存在的O, C, N等元素对材料的污染问题[34], 为活性稀有金属构件的制备提供了可能. 此外, 相比激光热源, 电能转换为电子束的效率更高, 材料对电子束的反射率低、吸收率高, 能够形成更高的熔池温度, 可成形一些高熔点金属材料甚至是陶瓷材料[35]. 在采用选区电子束熔化技术制备金属零件时, 往往容易出现金属粉末在熔化成形前已偏离原来位置, 甚至会出现成形基板上粉末床的全面溃散的现象, 这是由于粉末颗粒的导电性较差, 在电子束作用下粉末会带上电荷, 粉末与粉末之间以及粉末与入射电子束之间的电荷斥力所导致的, 从而出现了选区电子束熔化技术成形过程中特有的“吹粉”现象[35]. 因此, 在电子束熔化金属粉体前, 往往需要将预先铺设好的粉末床预热至较高温度, 以提高粉体导电率, 减少电荷累积, 同时增加粉末床的黏附性, 以克服电荷斥力, 避免产生“吹粉”现象[35].
选区电子束熔化技术对粉体和基板的预热温度(可达1250 °C[24])往往高于选区激光熔化技术和激光金属沉积技术(200 °C左右[27-28]), 因而材料内部的温度梯度和冷却速率较低, 残余应力小, 变形和开裂的倾向降低[24,36]. Liu等[37]对比了选区电子束熔化技术和选区激光熔化技术制备的Ti24Nb4Zr8Sn合金在微结构、缺陷和力学性能之间的差异. 研究表明: 选区激光熔化技术的冷却速率快, 形成了细小的β相, 而选区电子束熔化技术的冷却速率相对较慢, 形成了α + β相, 导致材料的压缩强度降低[37]. 此外, 选区激光熔化技术的光斑尺寸小, 激光能量集中, 容易发生Zn的汽化, 而选区激光熔化技术更高的冷却速率则会使得气泡更容易被凝固金属捕捉, 形成孔隙缺陷, 因此选区激光熔化技术样品的缺陷更多, 疲劳性能更差[37]. Lu等[38]采用选区电子束熔化技术, 制备了高强高韧的Ni-Al-Cu合金. 通过微结构表征和分析, Lu等[38]指出Ni-Al-Cu合金的优异的拉伸强度(≈ 1000 MPa)源于细小等轴晶与均匀分布析出相的综合作用, 而良好的拉伸延展性(≈ 35%)则是由于位错与位错以及位错与析出相之间的相互作用提高了材料的加工硬化能力.
2.
金属增材制造过程中的缺陷
目前人类已经开发出5500多种合金材料[42]. 然而, 绝大部分合金材料暂时无法采用金属增材制造技术来制备以满足工程实际应用. 这是因为金属增材制造是一个复杂的多尺度、多物理场耦合的过程[43](如图3所示). 在急冷急热的环境下, 熔池及其周围区域经历快速熔化、冷却、凝固的过程, 此时, 材料内部容易产生熔合不良、气孔、夹杂、微裂纹等微观缺陷, 甚至出现打印构件的翘曲变形、开裂等宏观缺陷, 从而降低了打印构件的力学性能, 制约了金属增材制造技术的发展. 因此, 探索缺陷的形成原因, 并寻找有效的缺陷控制方法, 以减少和消除打印构件内部缺陷, 能够有效地促进金属增材制造技术的推广, 从而实现金属增材制造产品的大规模工业化生产.
 onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-3.jpg'"
onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-3.jpg'" class="figure_img
figure_type2 ccc " id="Figure3" />
图
3
金属增材制造过程中多尺度、多物理场耦合过程示意图[43]
Figure
3.
Schematic illustration of multi-scale and multi-physics processes in metal additive manufacturing[43]
下载: 全尺寸图片
幻灯片
2.1
熔合不良
熔合不良缺陷是指在金属增材制造过程, 熔覆区域存在未熔融粉末而形成搭接不良的现象. 在以粉末为原材料的金属增材制造过程中, 激光/电子束能量呈高斯分布, 中间能量高, 两边能量低, 在相邻道次之间的熔融区域存在一定的重叠区, 如果该重叠区的深度小于铺粉层厚, 在相邻道次之间就会存在部分粉末没有熔化, 从而形成熔合不良缺陷[44], 如图4(a)所示. 熔合不良缺陷与工艺参数密切相关, 当激光输入能量低, 铺粉较厚, 扫描间距较大, 此时所形成的熔池深度浅, 熔池宽度窄, 从而导致了相邻道次之间没有足够的重熔区而形成未熔融区域, 即形成了无规则形状的熔合不良缺陷[45]. 相反, 如果输入能量过高, 重熔区的搭接率过大, 尽管可以避免熔合不良缺陷的产生, 但会导致成形构件表面成圆弧状, 降低其尺寸精度[46]. 此外, 在以丝材为原材料的金属增材制造过程中, 则可能由于丝材的翘曲[47]或沉积路径过于复杂而导致丝材的不完全熔化[48], 从而形成熔合不良缺陷. 因此, 在采用金属增材制造技术制备金属零件时, 不仅需要选择成形性能好的原材料, 而且要选择适当的激光功率、铺粉层厚、扫描间距和扫描策略等工艺参数, 以保证成形尺寸精度的同时, 实现相邻道次之间粉体/丝材的完全熔化, 进而避免熔合不良缺陷的产生[49-51].
 onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-4.jpg'"
onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-4.jpg'" class="figure_img
figure_type1 bbb " id="Figure4" />
图
4
金属增材制造中的缺陷
Figure
4.
Three typical defects in components fabricated by metal additive manufacturing
下载: 全尺寸图片
幻灯片
2.2
气孔
气孔缺陷是金属增材制造中最常见的缺陷之一, 通常是因为熔池内气体的逸出速度小于熔池凝固速度, 导致气体来不及从熔池逸出而被凝固组织包裹所形成的一种缺陷. 气孔缺陷的尺寸通常小于100 μm, 呈近似球形形状[52], 如图4(b)所示. 在以粉末为原材料的金属增材制造过程中, 形成气孔缺陷的气体来源主要有3种: 第1种是粉体本身存在夹杂气体, 这是由于成形粉体通常采用气雾化等方式制备, 制备过程处于惰性气体(氩气或氦气等)氛围, 因此, 所制备得到的粉体不可避免存在一定含量的空心粉, 在随后的成形过程中, 粉体中的夹杂气体会转移到金属构件中从而形成气孔[55]; 第2种是在铺粉或送粉过程中, 由于粉体流动性较差而吸附或由紊流而卷入保护气体, 当这些气体的上浮速度较小, 来不及逸出则被留在凝固组织内形成气孔缺陷[56]; 第3种则是由于输入的激光能量密度过大, 熔池内金属快速汽化, 产生强烈的反冲压推动熔池液体向下流动, 形成了又窄又深的匙孔, 在匙孔内部, 激光束多次反射, 激光吸收率提高, 匙孔底部金属发生汽化形成气泡, 之后匙孔坍塌, 气泡被困在熔池中, 被随后的凝固组织捕获, 从而形成气孔缺陷[57-58]. 在以丝材为原材料的金属增材制造过程中, 气孔缺陷主要来源于两方面: 第一方面是原材料质量导致的气孔缺陷. 如果丝材表面光洁度较差, 容易出现一定的污染物, 如水分、油污或其他碳氢化合物等, 这些污染物由于高温发生汽化后, 因其在液态熔池的溶解度较大而被吸附到熔池中, 待熔池温度降低, 发生液态向固态的转变后, 原先溶解的气体由于溶解度的降低而析出, 最终被凝固组织捕获形成气孔缺陷(例如氢在液态铝合金中的溶解度为0.69 cm3/100 g, 在固态铝合金中的溶解度为0.036 cm3/100 g)[47-48]. 第二方面是工艺过程导致的气孔缺陷. 在制备金属零件过程中, 当输入能量过高, 原材料将发生汽化, 这些气泡如果无法及时从熔池中逸出, 将被随后的凝固组织捕获, 从而形成气孔缺陷[59], 这一缺陷形成原理与粉体原材料类似. 因此, 选择球形度高、流动性好、孔隙率低的粉末或者表面光洁度高、无污染的丝材为原材料, 并优化工艺参数, 控制保护气体量, 减少汽化现象以及卷入熔池的气体, 可以达到降低构件孔隙率的目的[56,60-61].
2.3
裂纹
裂纹是金属增材制造构件中典型的缺陷之一. 裂纹的存在极大地降低了构件的材料性能, 甚至会引起宏观的开裂、分层等现象, 导致制备过程的失败. 金属增材制造是成形材料局部快速熔化和凝固的过程, 熔池区的加热速率和冷却速率可高达108 K/s[62], 在熔池周围会形成极高的温度梯度(≈ 106 K/m)[63], 由于熔池区域与周围区域的热膨胀不同, 且存在一定的约束, 加上成形材料承受复杂的热循环历史, 可能发生相变, 从而导致了残余应力的产生. 当残余应力超过成形材料的强度极限时, 材料内部将会形成裂纹[56], 如图4(c)所示. 此外, 裂纹的形成还可能与凝固收缩有关. 成形材料在凝固过程中, 溶质会在固液界面附近富集, 产生局部过冷, 促进柱状晶的生长, 在凝固的柱状晶之间则会形成一定的液体通道, 随着温度的降低, 液相体积分数减少, 这些通道有可能由于凝固收缩而形成空腔或裂纹[42]. 为了减少成形构件中的裂纹缺陷, 国内外****进行了广泛的研究. 目前抑制裂纹的方法主要包括: (1)预热基板, 以降低温度梯度, 减小热诱发的残余应力[64-66]; (2)在满足成形材料完全熔化条件下, 优化工艺参数, 以降低材料内部残余应力[62,67]; (3)调整合金成分, 促进等轴晶生长, 改善材料特性, 以减少成形构件裂纹[42,68].
3.
工艺参数对组织形貌的影响
金属增材制造工艺参数繁多, 如激光功率、扫描速度、扫描策略、扫描间距、铺粉层厚、成形方向等, 这些工艺参数会影响生产零件的组织形貌, 进而导致材料的性能千差万别[69-70]. 在金属增材制造过程中, 研发人员需要在一定范围内对工艺参数进行选择和优化, 通常通过“试错法”来确定和优化工艺参数, 这势必造成时间和经济成本的浪费. 因此, 探究工艺参数对材料组织形貌的影响, 将为新材料的研发和工艺参数的优化提供重要的指导.
3.1
激光功率
激光功率是金属增材制造中最重要的工艺参数之一, 不仅影响材料的缺陷形成, 而且直接决定材料的组织形貌. Zhou等[71]采用选区激光熔化技术研究了激光功率在250 ~ 400 W范围的FeCoCrNi高熵合金的组织结构. 研究结果表明: 随着激光功率的增大, 其晶粒尺寸也会逐渐增大. Parimi等[72]采用激光金属沉积技术研究了不同激光功率下In718的组织形貌, 如图5(a)所示, In718的组织形貌在低功率下主要呈现均匀的细晶粒与柱状晶的混合, 晶粒取向随机分布; 而高功率下, 其组织形貌则呈现粗大的柱状晶组织, 并存在一定的织构. 高激光功率下发生晶粒粗大现象的主要原因有两个: (1)高的激光功率将导致熔池附近区域的冷却速率降低; (2)随着成形零件厚度的增加, 基板的散热效应降低, 使得上层熔池温度更高. 这两个主要原因共同促进已经形核的晶粒发生外延生长, 从而形成粗大的柱状晶组织, 并呈现出特定的织构. 这将导致成形材料的各向异性, 降低材料的使役性能. 因此, 在避免因激光功率过低而导致未融合缺陷的前提下, 尽量减小激光功率, 有助于抑制粗大柱状晶的形成, 以提高材料的性能.
 onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-5.jpg'"
onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-5.jpg'" class="figure_img
figure_type1 bbb " id="Figure5" />
图
5
工艺参数对组织形貌的影响
Figure
5.
Influences of processing parameters on microstructures
下载: 全尺寸图片
幻灯片
3.2
扫描速度
扫描速度在金属增材制造过程中的可调节范围较大, 对组织形貌影响显著, 是工艺优化的重要参数之一. 扫描速度过慢, 导致输入的能量密度过高, 往往会引起如前文提及的气孔缺陷; 而当扫描速度过快, 则会导致输入的能量密度过低, 从而诱发局部的不完全熔化现象. 在不产生缺陷范围内, 扫描速度会影响晶粒尺寸的大小, 进而会影响成形构件的力学性能. 因此, 选择合适的扫描速度, 以获得优异性能的构件, 是增材制造金属研究人员的重要研究方向之一. Esmaeilizadeh等[53]采用选区激光熔化技术研究了激光扫描速度对哈氏合金X(Hastelloy X)组织形貌的影响, 研究结果表明: 扫描速度在850 ~ 1300 mm/s范围内, 哈氏合金X无明显缺陷产生. Esmaeilizadeh等[53]进一步利用电子背散射衍射技术表征了扫描速度为850 mm/s, 1150 mm/s和1300 mm/s的哈氏合金X组织形貌, 发现随着扫描速度的增加, 沿法线方向平面和沿打印方向平面的晶粒尺寸将会逐渐减小, 如图5(b)所示. Li等[73]和Wang和Chou[74]分别在Ti45Al2Cr5Nb和Ti6Al4V合金中发现了类似现象. 这是因为扫描速度增加, 相当于激光能量作用于粉末材料的平均时间缩短, 激光能量输入减小, 熔池区域尺寸随之减小, 晶粒可生长的空间范围相应缩小[53], 考虑到较小的熔池可以与周围区域进行更快的热传递, 其冷却速率也随之提高, 从而有利于晶粒快速形核, 最终导致平均晶粒尺寸更小.
3.3
扫描策略
在金属增材制造过程中, 扫描策略是指调整打印层与层之间的角度, 以及改变单层内的扫描方式, 包括单向扫描策略、双向扫描策略、岛屿扫描策略、螺旋扫描策略等[75]. 扫描策略会影响材料成形过程中的局部温度梯度和冷却速率, 进而影响晶粒的生长和打印构件的组织形貌, 是金属增材制造重要的工艺参数之一. Liu等[76]采用选区激光熔化技术研究了层与层之间旋转角度对低活化铁素体?马氏体(chinese low-activation ferritic/martensitic steel, CLF-1)钢的组织形貌影响, 如图5(c)所示. 研究发现: 层间旋转角度为0°的X扫描策略(scan strategy X, 见图5(c))所产生的组织呈现有规律的条带状分布, 扫描轨迹中心处由于冷却速率较慢, 晶粒生长速度快, 主要呈现为粗大的晶粒形貌, 而扫描轨迹边缘的冷却速率较快, 晶粒生长速度慢, 倾向于形成细小的等轴晶; 而层间旋转角度为45°的XY45扫描策略(scan strategy XY45, 见图5(c))所产生的组织则呈现为棋盘状特征[76]. Thijs等[77]研究了选区激光熔化技术中扫描策略对Ti6Al4V的组织形貌的影响. 研究结果表明: 晶粒的长大方向与扫描策略有关, 采用单向扫描策略时, 晶粒沿熔池方向生长, 容易形成柱状晶, 而采用双向扫描且层间旋转90°的扫描策略时, 则更倾向于形成等轴晶[77]. 尽管扫描策略类型较多, 但考虑到实际工业应用的简便, 通常采用层内双向扫描并结合层与层之间旋转特定角度的扫描策略.
4.
成形材料及其力学性能
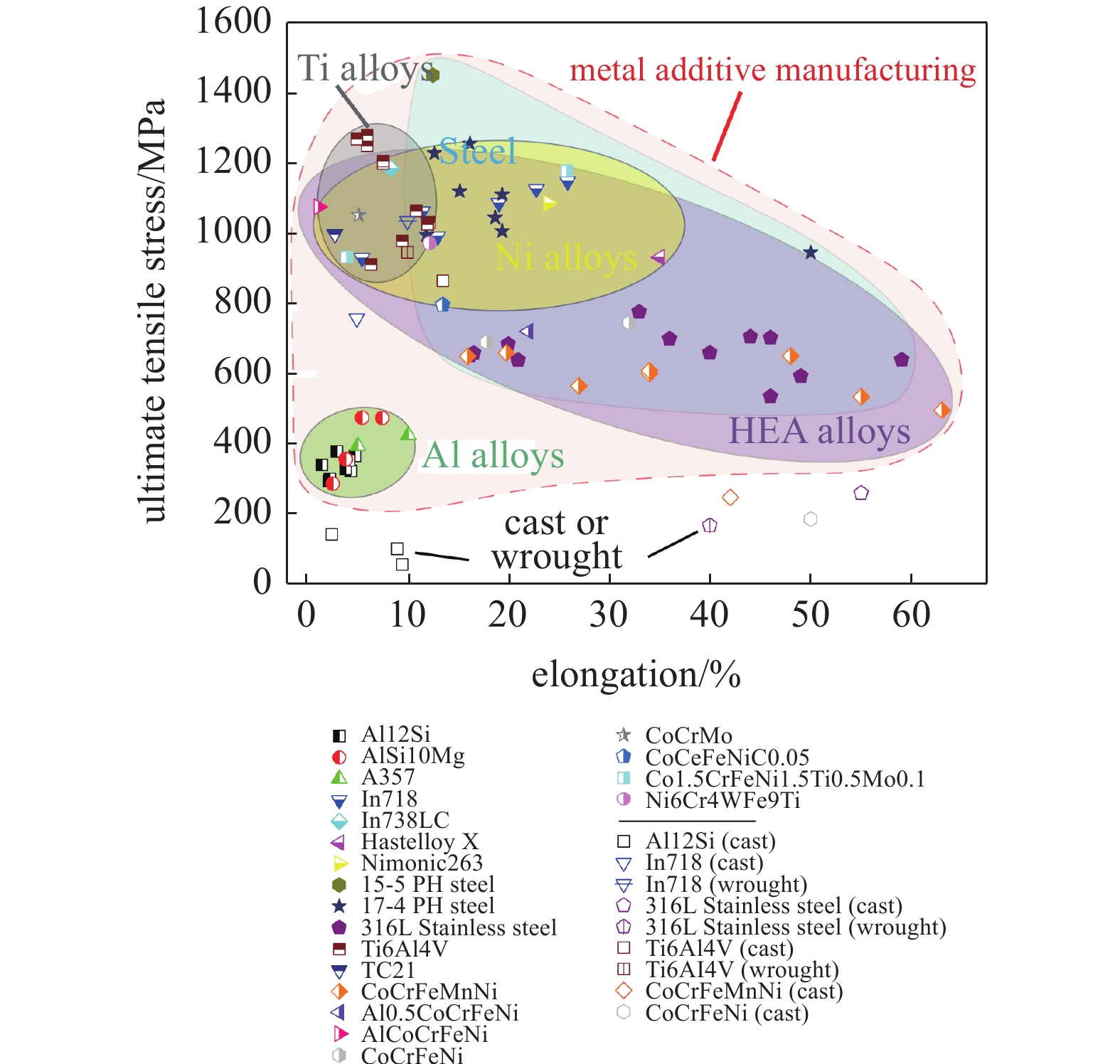
金属增材制造技术拓展了金属材料的制备方法. 目前, 金属增材制造技术不仅可以用于制备钛合金、铝合金、镍基合金和铁基钢材等传统工业合金, 而且被研究者们应用于制备高熵合金、非晶合金等新型合金. 金属增材制造技术由于其特殊的循环加热?冷却过程, 构件内部往往会形成细小的微结构, 从而具有比同类锻造或铸造材料较为优异的力学性能, 如图6所示. 此外, 金属增材制造技术具有灵活的加工过程以及宽泛的工艺参数调节范围, 可以根据零件的实际需求, 通过改变材料组分或调整工艺参数以获得所需的材料性能来满足各类应用需求. 为了充分发挥金属增材制造技术的优势, 需要对成形材料及其力学性能进行深入研究.
 onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-6.jpg'"
onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-6.jpg'" class="figure_img
figure_type1 bbb " id="Figure6" />
图
6
金属增材制造合金的极限拉伸强度与延展性的Ashby图
Figure
6.
Ultimate tensile stress vs. elongation of various alloys produced by metal additive manufacturing
下载: 全尺寸图片
幻灯片
4.1
传统合金
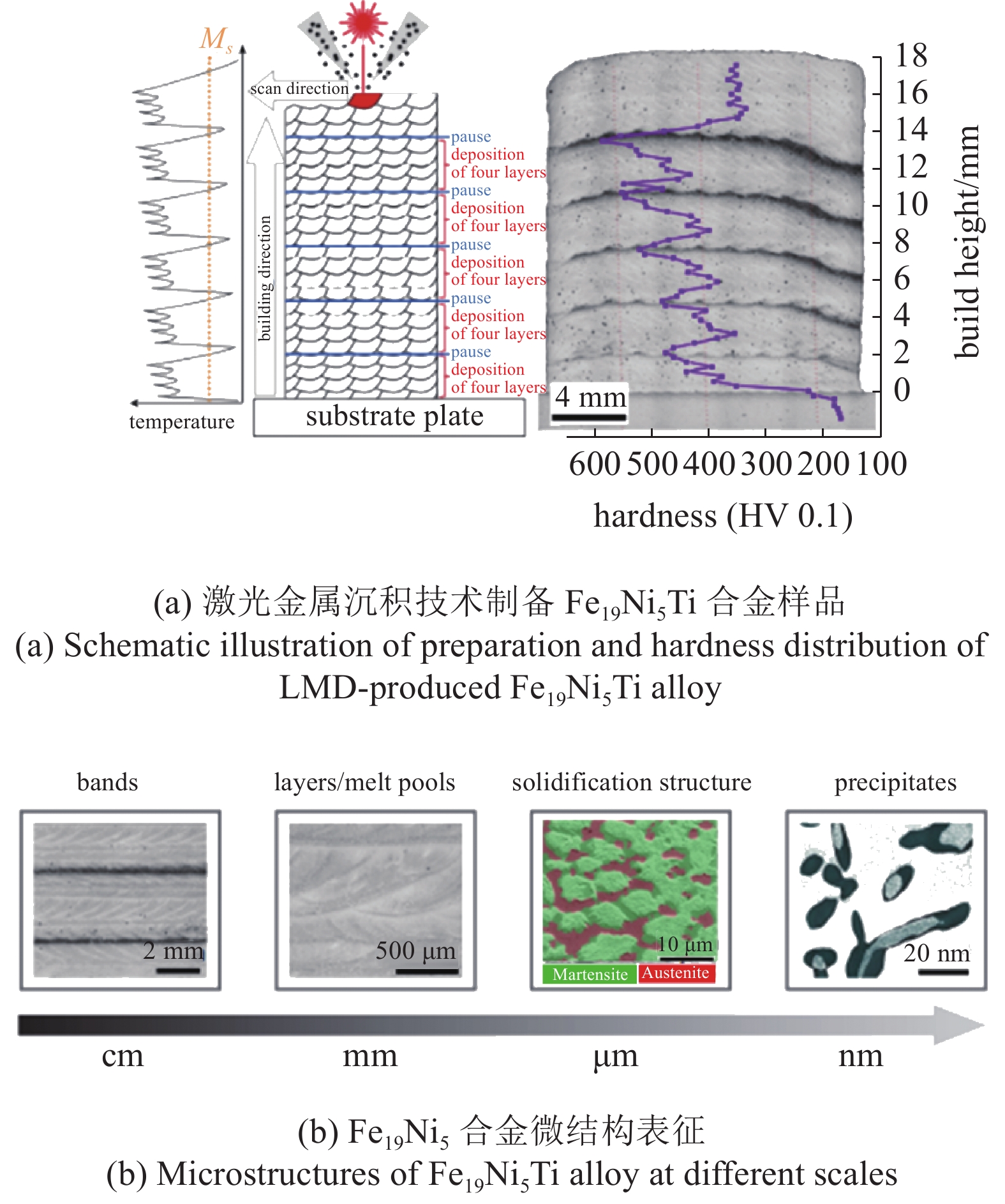
金属材料是工业发展的重要基石, 目前采用金属增材制造技术成功制备且研究较为深入的传统合金类型主要包括钛合金[78-80]、铝合金[81-83]、镍基合金[84-86]和铁基合金[87-89]等, 通过选择合理的工艺参数, 可以获得致密度在99%以上的金属构件[90-91], 其综合力学性能往往优于铸造件, 并且可与锻造件相媲美, 甚至超过锻造件[38,92]. 在众多常用的工业合金中, 铁基合金无疑是工业生产中最常用到的金属材料(占比约为80%)[93], 因此采用金属增材制造技术制备性能优异的铁基合金吸引了较为广泛的研究兴趣. 近期的综述论文[94]指出, 相比于传统制造技术制备的316L不锈钢(屈服强度为230 ~ 290 MPa, 拉伸强度为580 ~ 590 MPa), 采用选区激光熔化技术制备的316L不锈钢具有更优异的屈服强度和拉伸强度(分别可以达到350 ~ 660 MPa和480 ~ 800 MPa), 其强度的提高与局部激光熔化后高冷却速率导致的微结构细化有关[95]. Wang等[92]通过优化打印参数, 制备出含高位错密度的316L不锈钢, 拉伸测试表明, 其拉伸强度可达640 ~ 700 MPa, 且均匀延伸率可达36% ~ 59%, 实现了高强度和高延伸率的匹配. 这种优异的力学性能源于高密度位错在材料内部形成了亚微米的位错胞, 不仅阻碍了位错的进一步运动, 而且提高了变形过程中材料的加工硬化能力. 最近, Kurnsteiner等[96]研究发现, 使用激光金属沉积技术制备Fe19Ni5Ti合金过程中, 在打印的层与层之间增加90 s左右的间歇时间, 打印层的温度会降低至马氏体温度以下(如图7(a)所示), 从而形成微米级的马氏体和纳米级的镍-钛纳米沉淀相(如图7(b)所示), 显著提高了Fe19Ni5Ti的硬度. 进一步的力学性能测试结果表明, 增加间歇时间的Fe19Ni5Ti合金的拉伸强度可达1300 MPa, 同时保持10%的延伸率, 其力学性能显著优于无间歇的Fe19Ni5Ti合金[96](如图7(c)所示). 这一研究提出的沉淀强化和局部微结构控制方法为金属增材制造技术制备性能优异的金属材料提供了新思路, 具有潜在的应用前景.
 onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-7-1.jpg'"
onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-7-1.jpg'" class="figure_img
figure_type1 bbb " id="Figure7-1" />
下载: 全尺寸图片
幻灯片
 onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-7.jpg'"
onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-7.jpg'" class="figure_img
figure_type1 bbb " id="Figure7" />
图
7
Fe19Ni5Ti合金的制备、表征与力学性能测试[96]
Figure
7.
Preparation, characterization and tensile testing of Fe19Ni5Ti alloy[96]
下载: 全尺寸图片
幻灯片
4.2
高熵合金
高熵合金是由Yeh等[97]和Contor等[98]分别独立提出的一种新型合金设计理念. 不同于传统合金, 高熵合金是由4种或更多金属元素按照等原子比或近等原子比进行混合, 形成的单相固溶体合金. 高熵合金具有多主元特性, 因此也被称为多主元合金. 由于独特的结构组成, 高熵合金具有严重的晶格畸变效应、高熵效应、迟滞扩散效应以及鸡尾酒效应[99], 因此表现出优异的力学性能(如高强度[100-101]、高硬度[102]、良好的耐磨性[103]、抗辐照性能[104]等). 高熵合金是目前最具应用潜力的一种新型金属材料[99]. 目前, 如何将金属增材制造技术与高熵合金设计理念相结合制备性能优异的高熵合金(如图8所示), 已经成为材料科学领域的研究热点之一. Dobbelstein等[106]采用激光金属沉积技术, 通过改变成形粉体中Zr和Nb粉体的组分含量, 制备了组分从Ti25Zr50Nb0Ta25到Ti25Zr0Nb50Ta25连续变化的难熔高熵合金. 在Zr组分低于25%的区域内(即富Nb贫Zr区), 其组织结构为单一的体心立方相, 材料硬度低于240 HV. 随着Zr组分含量的提高, 在富Zr基底中析出的富Ta第二相, 能够起到钉扎晶界的作用, 导致晶粒细化, 结合固溶强化效应(相比其他几种原子, Zr原子的晶格常数最大), 材料硬度得到显著的提高(超过400 HV). Li等[107]采用选区激光熔化技术制备了重量含量12% TiN纳米颗粒的CoCrFeNiMn高熵合金, 发现TiN颗粒均匀分布在CoCrFeNiMn基体中, 并且可以起到弱化织构、细化晶粒的作用, 由于TiN的弥散强化以及晶粒细化导致的晶界强化, 其拉伸强度可达1100 MPa, 远高于无TiN纳米颗粒的同成分材料. 在合金材料中添加纳米颗粒, 除了可以提高材料性能外, 还能够增加成形过程中晶粒形核位点, 有助于形成细小的等轴晶, 抑制打印过程中的裂纹萌生[42]. Chen等[108]总结了AlxCoCrFeNi, CoCrFeMnNi, TaZrNbTa等多种高熵合金体系在金属增材制造过程中的微结构演化, 并对比了采用金属增材制造技术和传统铸造方式制备得到的高熵合金的力学性能, 表明金属增材制造过程中的快速凝固有助于细小微结构的形成, 从而使得材料具有更高的屈服强度和更好的延展性, 并且通过热等静压法等后处理工艺可以消除构件缺陷和残余应力, 进一步提升高熵合金的性能.
 onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-8.jpg'"
onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-8.jpg'" class="figure_img
figure_type1 bbb " id="Figure8" />
图
8
金属增材制造技术与高熵合金设计理念相结合[105]
Figure
8.
Integration of metal additive manufacturing technology and high-entropy-alloy design strategy[105]
下载: 全尺寸图片
幻灯片
4.3
非晶合金
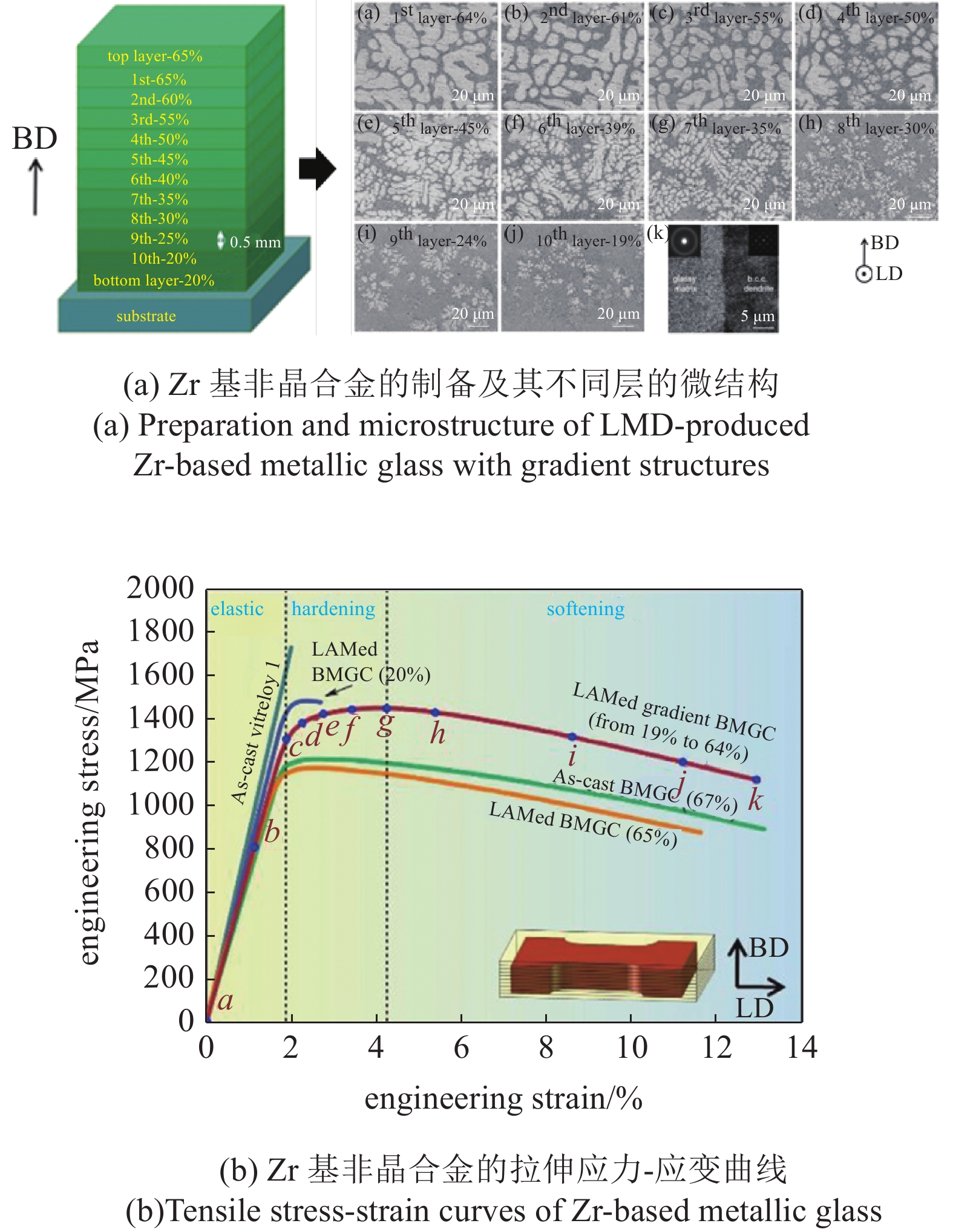
非晶合金是一种长程无序、短程有序的玻璃态金属材料, 通常也被称为金属玻璃(metallic glasses). 非晶合金由于其独特的原子结构特征, 展示了优异的力学性能[109]、光学性能[110]和磁性性能[111], 是材料研究的重要领域之一. 然而, 由于非晶合金的制备要求其熔体的冷却速率极快(105 ~ 106 K/s), 这对于传统的铸造工艺存在极大挑战, 从而限制了大尺寸非晶合金的制备[112]. 此外, 非晶合金不存在传统晶体材料的位错、层错等缺陷, 其变形能力较低, 可加工性较差[112], 因此难以满足复杂几何形状的工业设计需求. 金属增材制造技术由于其固有的高冷却速率与设计灵活性, 为大尺寸非晶合金的制备提供了一种新的途径. Lu等[113]采用激光金属沉积技术, 通过控制激光功率与扫描速度的比值, 成功制备了枝晶体积分数随厚度梯度变化的Zr基非晶合金(如图9(a)所示). 力学性能测试结果表明, 与铸造的同成分非晶合金和激光金属沉积技术制备的无梯度非晶合金相比, 梯度非晶合金不仅有超高的屈服强度(>1.3 GPa), 而且具有良好的拉伸延展性(≈ 13%)[113], 如图9(b)所示. Lu等[113]指出梯度非晶合金优异的力学性能主要源于相邻梯度层之间的相互作用和非均质结构的异步变形模式的协同强化. 这种梯度结构的设计和其中的强韧化机理, 为解决非晶合金塑性低的难题提供了一个新思路. 针对非晶合金中由于热应力引起的微裂纹问题, Li等[114]提出了, 在采用选区激光熔化技术制备脆性Fe基非晶合金过程中, 引入了低屈服强度、高断裂韧性的Cu和Cu-Ni合金的策略. 研究结果表明: 在制备过程中, 引入的第二相中形成了高密度位错, 这些高密度位错运动降低了样品内部的残余应力, 起到了抑制裂纹萌生的作用, 进而显著提高了Fe基非晶合金的断裂韧性(2.2 MPa·m1/2提高至47 MPa·m1/2)[114].
 onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-9.jpg'"
onerror="this.onerror=null;this.src='https://lxxb.cstam.org.cn/fileLXXB/journal/article/lxxb/2021/12//lxxb2021-472-9.jpg'" class="figure_img
figure_type1 bbb " id="Figure9" />
图
9
Zr基非晶合金的制备及其力学性能[113]
Figure
9.
Preparation and tensile testing of Zr-based metallic glass[113]
下载: 全尺寸图片
幻灯片
5.
挑战与展望
金属增材制造技术因其独特的制造原理, 不仅能够制备几何复杂的构件, 而且成形过程中所形成的细小微结构有助于材料力学性能的提升. 因此, 金属增材制造技术已经成为汽车制造、航天航空等领域最具潜力的先进制造技术之一. 随着金属增材制造技术的不断发展, 其精度和速度将会不断提升, 金属增材制造技术必将为未来制造业的发展带来巨大的变革. 目前金属增材制造在以下几个方面亟待开展深入系统的研究.
(1)扩充可打印的合金体系. 合金是现代工业以及生产生活中最重要的材料, 尽管人类目前已经开发出数千种合金材料, 然而可应用于金属增材制造技术的可打印合金体系却十分有限, 主要包括钛合金(Ti6Al4V)、铝合金(AlSi10Mg)、镍基高温合金(In718)、不锈钢(316L)等, 而大部分合金体系或因制备的构件中存在明显缺陷(如孔洞、裂纹), 或因制备过程中存在起翘、分层等问题而导致材料制备的失败. 因此, 解决上述难题以扩充可打印合金体系, 将大大拓展金属增材制造技术的应用前景.
(2)量化缺陷与残余应力对材料性能的影响. 对于金属增材制造构件, 难免由于工艺参数的选择不当而在构件内部形成熔合不良、气孔以及微裂纹等缺陷, 这些缺陷会降低材料性能. 此外, 循环加热冷却的热历史过程会在材料内部形成残余应力, 可能导致材料的变形, 影响构件成形尺寸精度和力学性能. 但是, 目前构件中的缺陷与残余应力对其使役性能的影响尚无量化标准, 难以判断构件是否满足使役要求, 这与缺陷特征的复杂性(包括缺陷的几何形状、无规则的空间分布等), 以及残余应力分布的复杂性(包括残余应力大小、空间分布等)等原因有关. 目前只能通过唯象方法定性描述缺陷、残余应力对材料性能的影响. 因此, 建立耦合缺陷特征和残余应力的理论模型, 量化缺陷、残余应力与材料使役性能(拉伸性能、疲劳性能、抗冲击性能等)之间的联系, 对预测成形构件的使用寿命, 评估其是否满足使役要求具有重要指导意义.
(3)发展可预测组织形貌的模拟方法. 前文综述可知, 金属增材制造技术的工艺参数繁多, 不同的工艺参数对材料的组织形貌影响显著, 进而会影响其力学性能和使役性能. 目前通常根据技术人员的经验以及“试错法”来寻找合理的可成形工艺参数, 如需进一步优化参数, 获得性能更为优异的构件, 往往需要更高的“试错”成本, 不仅造成人力物力的浪费, 而且未必能够得偿所愿. 因此, 发展可以预测组织形貌的模拟方法(如元胞自动机方法、相场法等), 有助于降低实验成本和时间成本, 从而加快适用于增材制造的新型合金材料的研发.
(4)建立金属增材制造数据库与相关标准. 实现“材料-参数-结构-性能”一体化设计, 最大程度减小工艺研发时间, 是金属增材制造技术人员所追求的目标. 尽管目前对金属增材制造的研究越来越多, 但对其工艺参数选择、材料性能的评价体系却无统一的标准, 容易造成对同一材料无意义的重复研究工作. 因此, 建立金属增材制造数据库与相关标准, 从目标结构与性能出发, 直接由数据库获得所需材料、工艺参数, 并依据相关标准制造, 可大大节约研发成本, 缩短研发周期, 从而有利于金属增材制造技术的推广.
6.
结束语
经过近30年来的发展, 金属增材制造技术已经从最初的设计理念走向了如今的工业制造. 在发展过程中所衍生出的选区激光熔化技术、激光金属沉积技术和选区电子束熔化技术, 已经逐步应用于航天航空、交通运输、生物医疗等领域. 金属增材制造技术的逐层加工制造方法, 使其具备生产任意复杂几何结构构件的能力, 同时避免了切削加工所引起的材料浪费, 在提高产品设计质量的同时, 降低了制造周期和生产成本, 展现出广阔的应用前景, 是现代制造工业的重要分支和发展方向. 随着金属增材制造研究的不断深入和技术的快速发展, 研究人员将进一步揭示材料缺陷形成原理, 阐明工艺参数对组织形貌的影响, 在成形材料方面也将不断推陈出新, 从传统合金材料逐渐转向高熵合金、非晶合金等新型材料. 这些研究成果将会为今后的工业制造和材料研发提供新途径和新思路. 目前, 在金属增材制造的研究领域中存在一些亟待解决的问题或挑战: 包括如何找到有效的方法扩充可打印的合金体系、量化缺陷与残余应力对材料性能的影响、发展稳定可靠的组织形貌模拟方法以及建立金属增材制造数据库和相关标准等.
