
 下载:
下载:  点击查看大图
点击查看大图全文HTML
--> --> --> 燃煤电厂固定污染源的颗粒物排放是造成大气污染的重要原因。近年来,我国各大燃煤电厂进行了除尘设备的升级改造,大大降低了颗粒物的排放浓度。国内外相继出台相关测试标准方法以便能更准确监测大气中的固定源污染物,如固定污染源排气中颗粒物测定与气态污染物采样方法(GB/T 16157-1996)[1]、固定污染源废气低浓度颗粒物的测定重量法(HJ 836-2017)[2]和可凝结颗粒物测试标准(US EPA Method 202)[3]等。固定污染源排放的一次总颗粒物(total particulate matter,TPM)是由可过滤颗粒物(filterable total particulate matter,FPM)与可凝结颗粒物(condensable particulate matter,CPM)共同组成[4-5]。我国现行颗粒物采样方法大多针对FPM,而忽视了颗粒物中的CPM。这意味着TPM的排放水平被低估,故目前我国关于固定源颗粒物的测试结果(即FPM)并不能代表固定源颗粒物的真实排放情况。CORIO等[6]对燃煤烟气实测得出,燃煤锅炉PM10中CPM占76%。LI等[7]的研究结果表明,CPM占总TPM的83.20%。而YANG等[8]对多家燃煤电厂的测试结果表明,CPM在TPM中占50%以上。以上研究表明,CPM在总TPM中占比越大,其浓度会随着颗粒物粒径的减小和排烟温度的升高而逐渐提高[9]。CPM在固定污染源烟道内为气体状态,但其排放入大气后,随着温度的降低,会立即凝结成颗粒物状态。CPM对环境的影响是由于其物理形态及化学组成[10-13]所导致。从物理形态上看,CPM的粒径一般小于1 μm,由气态物质凝聚而成,以气溶胶的形式存在于环境空气中,通过在大气中凝结和扩散对区域空气质量产生不利影响,影响到大气能见度,甚至致霾[14];从化学组成上看[15-16],CPM主要为无机组分,富集了各种重金属(例如砷、硒、铅、铬等)和多环芳烃(polycyclic aromatic hydrocarbon,PAHs)等致癌物质与基因毒性诱变物质,对环境和人类有极大危害;同时,由于CPM比表面积较大,吸附性较强,可携带各种污染物进入大气环境中,催化大气中的某些化学反应[17]。因此,有必要详细分析CPM中无机组分的排放特性。
测定CPM排放量对完整测算燃煤电厂向大气环境中排放的颗粒物含量意义重大,并已成为污染物排放监测的重要内容,而如何高效率捕集CPM为当前的研究重点。目前,捕集并测试CPM的方法有冲击冷凝法[3]和稀释冷凝法[18]2种。李兴华等[19]对稀释冷凝法用到的稀释采样系统进行了研制、优化与应用。周楠等[20]对固定源稀释通道的设计与外场测试进行研究,对稀释比、停留时间等因素进行了优化。然而,上述采样系统无法实现FPM与CPM的分开采样,且采样装置体积较大,不便携带。YANG等[8]利用冲击冷凝法对5个固定源(包括发电厂)的FPM和CPM排放情况进行了现场监测,但并未进行化学分析。LI等[7]研究了某1 030 MW燃煤电厂排放烟气中CPM的物理和化学特性,同时对比分析了CPM与FPM的化学成分。而在实际应用中,该方法易受SO2等水溶性气体的影响。TSUKADA等[21]、杨柳等[22]对“湿式冲击冷凝法”进行了改进,用一级螺旋冷凝管与冷凝液吸收瓶代替冲击瓶组,可有效减少SO2等可溶性气体的溶解,但未设置后置CPM滤膜,故不能保证充分捕集颗粒态的CPM。同时,国内燃煤电厂烟气温度跨度较大(50~110 ℃)、湿度较高,且易在采样枪中析出大量冷凝物质。为解决采样装置换热效果随水槽中冷凝水温度上升而快速减弱;烟气采样位点较高,现场采样空间受限,现有采样设备体积较大、不便携带等问题,亟需开发一种适合国内固定污染源实际情况的CPM采样装置和测试方法,以优化国内固定污染源CPM的监测及研究工作。
本研究旨在优化设计一种体积轻巧、便于携带的CPM采样装置,对3台国家大气污染防治重点区域内的600 MW等级以上超低排放燃煤机组进行CPM排放状况实测,并分析CPM中无机离子的分布与排放特征,以期为燃煤电厂的颗粒物污染监测提供参考。
1.1. 研究对象
3台600 MW等级以上超低排放燃煤机组的详细信息见表1。3台机组均采用石灰石湿法烟气脱硫技术,用石灰石浆液吸收烟气中的SO2,脱硫烟气通过安装在吸收塔出口处的两级除雾器实现雾滴捕集。在每台机组的烟囱排口设置采样位点,在相同工况条件下分别采集3组样品。测试期间3台机组负荷工况保持稳定,净化设施均正常运行。1.2. 采样装置
CPM采样装置[23]的结构如图1所示,包含滤膜过滤部分、冷凝部分和吸收部分。烟气采样枪中含伴热元件,烟气通过滤膜可过滤掉其中的FPM,再通过冷凝装置后,CPM变为固态或液态的颗粒物状物质,最后被吸收装置吸收。根据烟气采样体积和吸收装置中增加的颗粒物质量,可计算得到烟气中的CPM含量。
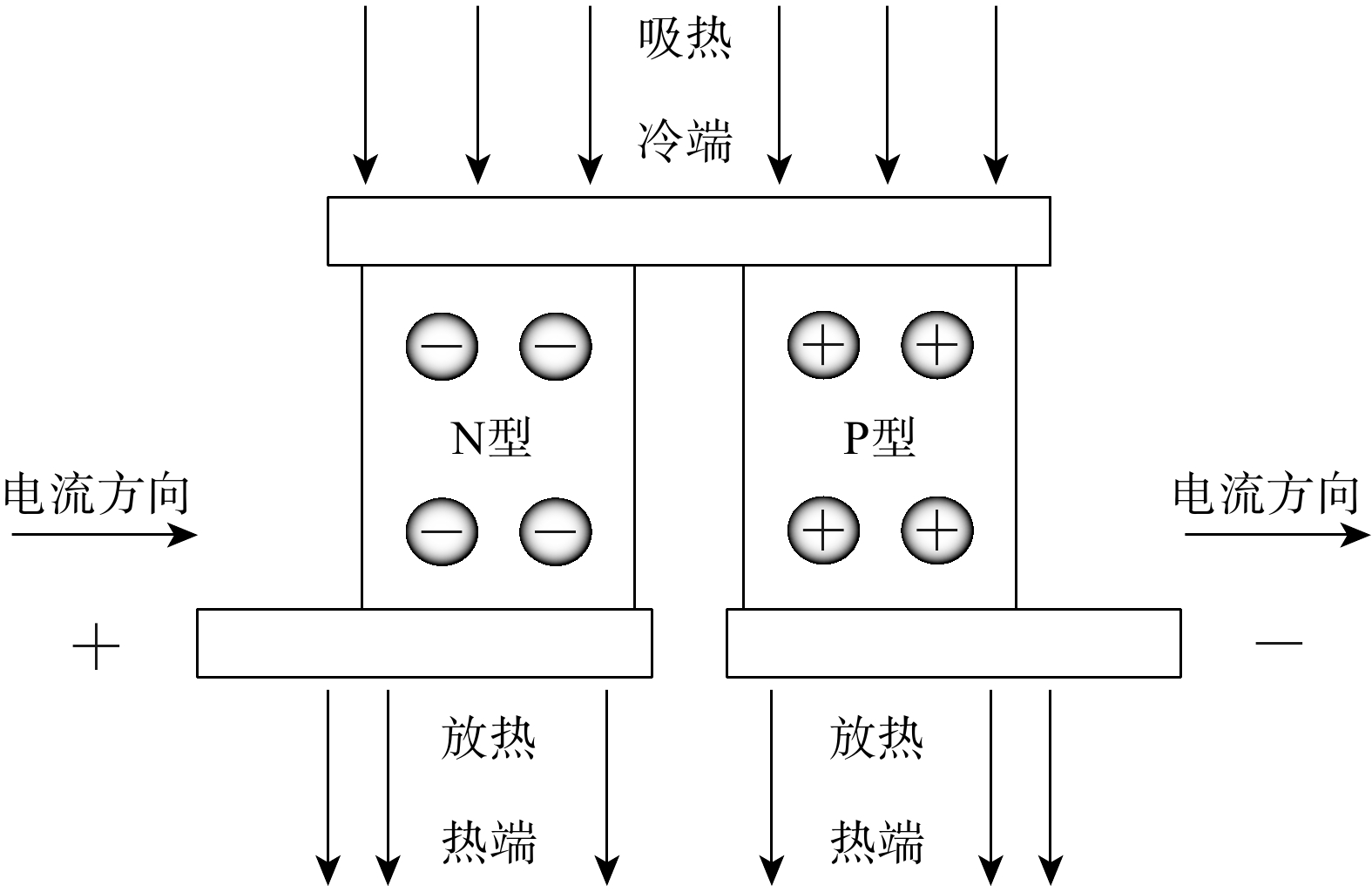
与常规方法相比,主要优化了采样装置的冷凝部分。为提升装置的换热性能、提高冷凝效率,当水槽中水温度过高、换热效果不理想时,使用半导体制冷元件对水槽中的水进行强制制冷。相较于其他制冷材料,半导体制冷元件轻便易携,适合现场作业,其最大功率为500 W。冷凝部分为半导体制冷元件和螺旋冷凝管结合使用。其中,螺旋冷凝管增加了烟气停留时间和换热面积,可有效防止CPM逃逸,提高烟气中CPM冷凝效果;半导体元件技术原理如图2所示,可实现高效制冷[24-26]。半导体元件由1块N型和1块P型的半导体材料联结为1个电偶对。当电流从N端进入,P端流出时,N型元件中的电子在电场作用下从上端分离向下移动,与下端电源中的正电荷聚合放热;同样,P型元件中的空穴在电场作用下从上端分离向下移动,与电源下端的负电荷聚合放热。由此可知,下端由于聚合作用放热成为热端,上端由于电子、空穴分离吸收热量成为冷端。因此,利用半导体制冷元件的冷端分别与冷凝管和循环泵连接,循环水利用半导体制冷元件的冷端降低温度,而在其热端加装1个小型用热设备使冷端温度降低,以提高装置的冷热端温差(一般可达40~65 ℃)。半导体制冷元件体积较小,冷凝效果稳定,实现了CPM采样设备便携性,可降低成本。
整个采样装置的吸收部分包含一级吸收瓶、二级吸收瓶、CPM过滤元件、温度传感器、尾气洗涤干燥装置和自动采样仪。吸收瓶用于吸收烟气中的冷凝CPM,而CPM过滤元件与二级吸收瓶连接。烟气在通过二级吸收瓶后剩余少量被冷凝成微细颗粒物的CPM,通过后置CPM过滤元件可完全过滤掉烟气中的CPM。利用温度传感器对流经吸收装置的烟气温度进行监测,将烟气温度控制在30 ℃以内,以确保CPM凝结成微细颗粒物。在CPM捕集完成后,利用尾气洗涤干燥部件处理烟气中残余的水分和污染物,并利用自动采样仪对烟气进行采集和分析。
1.3. 分析方法
按照《固定污染源废气 低浓度颗粒物的测定 重量法》(HJ 836-2017)[2]和《固定源可凝结颗粒物的测定 干式冲击法》(EPA Method 202)对烟气中的FPM与CPM进行吸收测定。利用后续连接的冲击式吸收瓶收集烟气通过CPM滤膜,再用去离子水冲洗吸收瓶,并将洗液存入样品瓶。滤膜置于恒温恒湿系统内恒重后,将增重记为CPM滤膜;样品瓶置于通风橱中,在室温下进行干燥,瓶内残留物质置于恒温恒湿系统内恒重后,将增重记为CPM冷凝液。CPM的质量浓度由式(1)计算得到。
式中:CCPM为CPM的质量浓度,mg·m?3;CPM滤膜与CPM冷凝液为测试得到样品的CPM质量,g;V为标准状态下干采气体积,L。
FPM采用烟道内过滤的方法计算得到。使用滤膜,利用微电脑颗粒物平行采样系统等速采集固定污染源排气中的颗粒物,记为采气体积V;恒重后称取滤膜增重,记为mFPM。FPM质量浓度根据式(2)计算。
式中:CFPM为FPM质量浓度,mg·m?3;mFPM为样品所得FPM量,g;V为标准状态下干采气体积,L。
使用离子色谱仪(ICS-600,Thermo Fisher Scientific Inc.,USA)对CPM无机组分中5种阳离子(Ca2+、Mg2+、Na+、K+、NH4+)和3种阴离子(SO42?、Cl?、F?)进行分析。
1.4. 监测质量控制与保证
为保证测试结果的准确及可靠性,取样过程中采取了一系列质量控制措施。采样之前用去离子水冲洗整个连接管路、冷凝管、吸收瓶、样品瓶及关联管路。然后将所有清洗后的玻璃部件放在烘箱中用160 ℃烘烤8 h,样品瓶、CPM滤膜(石英滤膜,使用前先在烘箱中用180 ℃烘烤1 h)使用十万分之一天平称量,称量前将样品瓶、滤膜放置在恒温恒湿系统(恒温20 ℃,恒湿50% RH)中24 h进行恒重。其余相关设备材料按照HJ 836-2017要求进行准备。每次采样过后采样头与CPM滤膜放置样品盒中保存,用去离子水冲洗螺旋冷凝管,之后将洗液混入一级吸收瓶,将一、二级吸收瓶中的冷凝液通过去离子水冲洗后存入样品瓶中,放入保温箱保存,待测。测试期间确保3台锅炉负荷工况稳定。采样布点、频次等质控措施均依据GB/T 16157-1996、HJ 836-2017进行。每台机组在相同工况条件下采集样品。采样过程中保证整体装置的气密性及采样泵抽取流量的准确性。
2.1. 燃煤电厂颗粒物排放状况
用自主设计的CPM采样装置收集并测得3种不同负荷机组烟囱排口处的颗粒物浓度(见表2)。在A机组中,烟囱排口处CPM的质量浓度为2.22 mg·m?3,占TPM的95.7%,而FPM质量浓度仅为0.1 mg·m?3。这是由于烟气在除雾器后流经换热器,部分FPM可能通过物理碰撞被去除。同时,随着烟气在MGGH段的加热升温,可能导致FPM中部分物质转化为气态,从而造成烟囱排口处FPM质量浓度较低。由于CPM在烟道内以气态形式存在,物理碰撞对其去除效果并不明显。烟囱排口处的CPM变化与多种因素有关,如工况条件的波动、烟气冷凝液的夹带去除、燃料含硫量、排烟温度等[27]。在B机组中,烟囱排口处CPM的质量浓度为3.02 mg·m?3,占TPM的52.5%,FPM的质量浓度为2.5 mg·m?3;在C机组中,烟囱排口处CPM的质量浓度为3.83 mg·m?3,占TPM的41.5%,FPM的质量浓度为5.4 mg·m?3。该结果与胡月琪等[28]的研究结果相似。同时,C机组中CPM在TPM中的占比与烟气温度有关。与A、B两机组相比,C机组烟气温度较低,为69.2 ℃,使得C机组中CPM更易在烟道中冷凝附着,致使其占比降低。
由表2可知,3台机组烟囱排口处TPM中CPM与FPM的占比出现不同的变化特征,主要与烟气处理工艺[27]和烟气温度变化等因素有关。另外,对3台机组TPM的测定结果也表明,使用FPM标准方法测得的颗粒物含量并不能反映燃煤电厂一次颗粒物的真实排放水平,CPM对一次颗粒物的贡献不应被忽视。因此,尽早建立完善的监测标准,以便于更好地监测和评价燃煤机组的烟气排放对大气环境的影响。
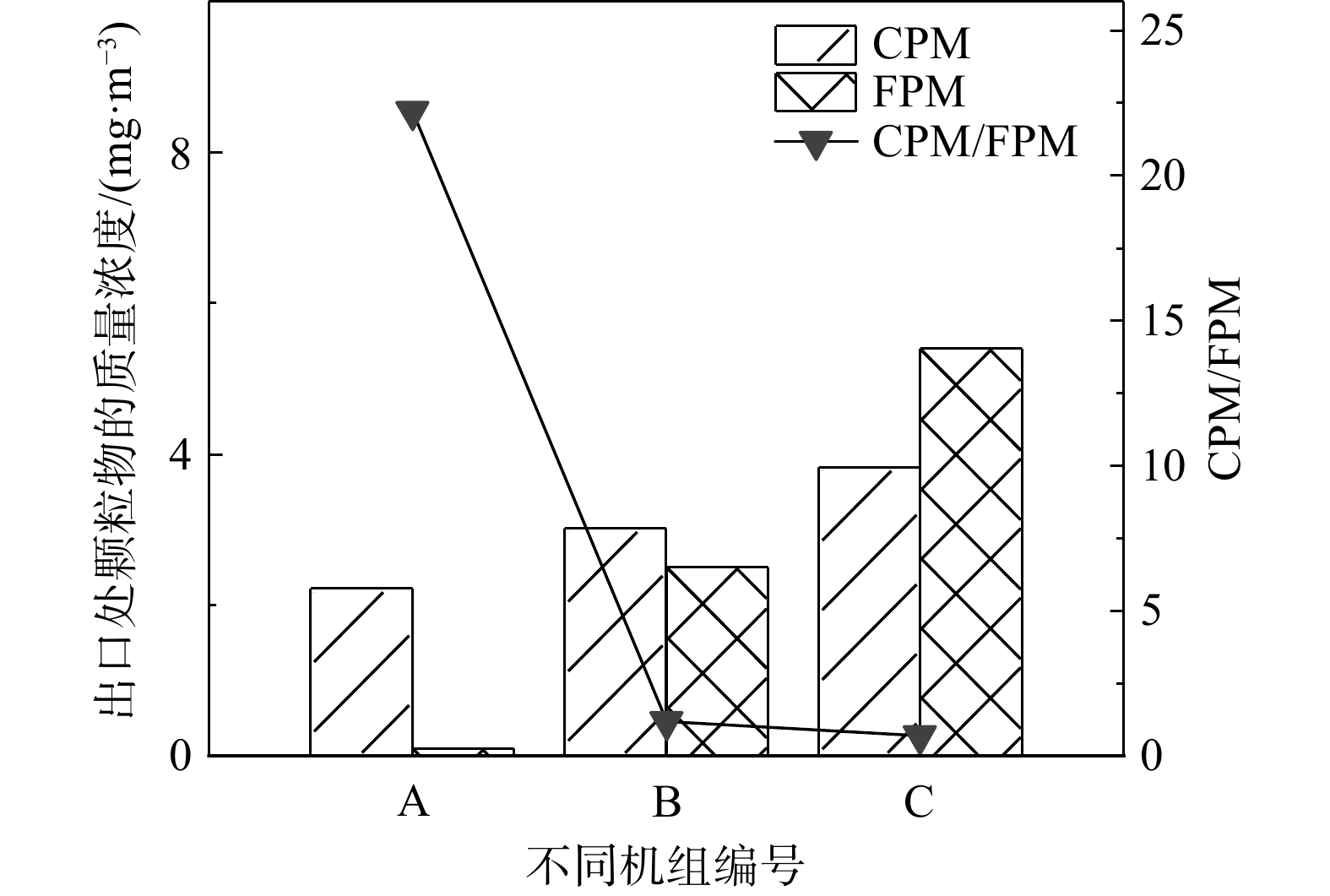
不同机组的CPM/FPM如图3所示。A机组的CPM/FPM最大,在烟囱排口处为22.2;其次为B机组,在烟囱排口处为1.2;C机组最小,在烟囱排口处为0.7。该结果表明,不同机组的FPM颗粒物排放情况差异较大,这主要与各机组除尘设施类型有关。A机组与B机组采用电除尘,CPM/FPM均大于1,说明除尘装置可有效降低FPM的排放[29]。C机组采用低低温电除尘,在除尘前的MGGH中CPM被冷凝转化成FPM,故CPM/FPM降低至1以下。
2.2. CPM无机组分中水溶性离子的分布特性
CPM的主要成分是以SO42?等水溶性离子为代表的无机成分[30-31]。CPM的无机成分中水溶性离子的分布情况如图4所示。由图4可知,CPM中的阴离子以SO42?、Cl?等为主,阳离子以Ca2+、Na+等为主。这与孙和泰等[32]的研究结果一致。在CPM中SO42?占比较大是由于CPM主要由燃煤或者SCR中产生的SO3在烟道中形成的酸雾组成[33]。脱硝系统的氨逃逸使得3组烟囱排口处均有一定量的NH4+,NH4+在水蒸气存在的情况下,会与烟气中的SO42?反应生成可溶性铵盐(如硫酸铵与硫酸氢铵),进而在烟道内壁沉积附着结垢[34-35]。烟气温度较低会影响脱硝过程中催化剂的使用效果,从而进一步提高氨的逃逸率[36]。NH3的逸出会导致二次颗粒物的形成,造成严重的环境污染。其余样品成分中,Cl?主要来源于燃煤中产生的HCl与脱硫吸收塔浆液中富集的氯[37]。Ca2+、Mg2+主要来源于湿式石灰石-石膏法脱硫工艺中的浆液。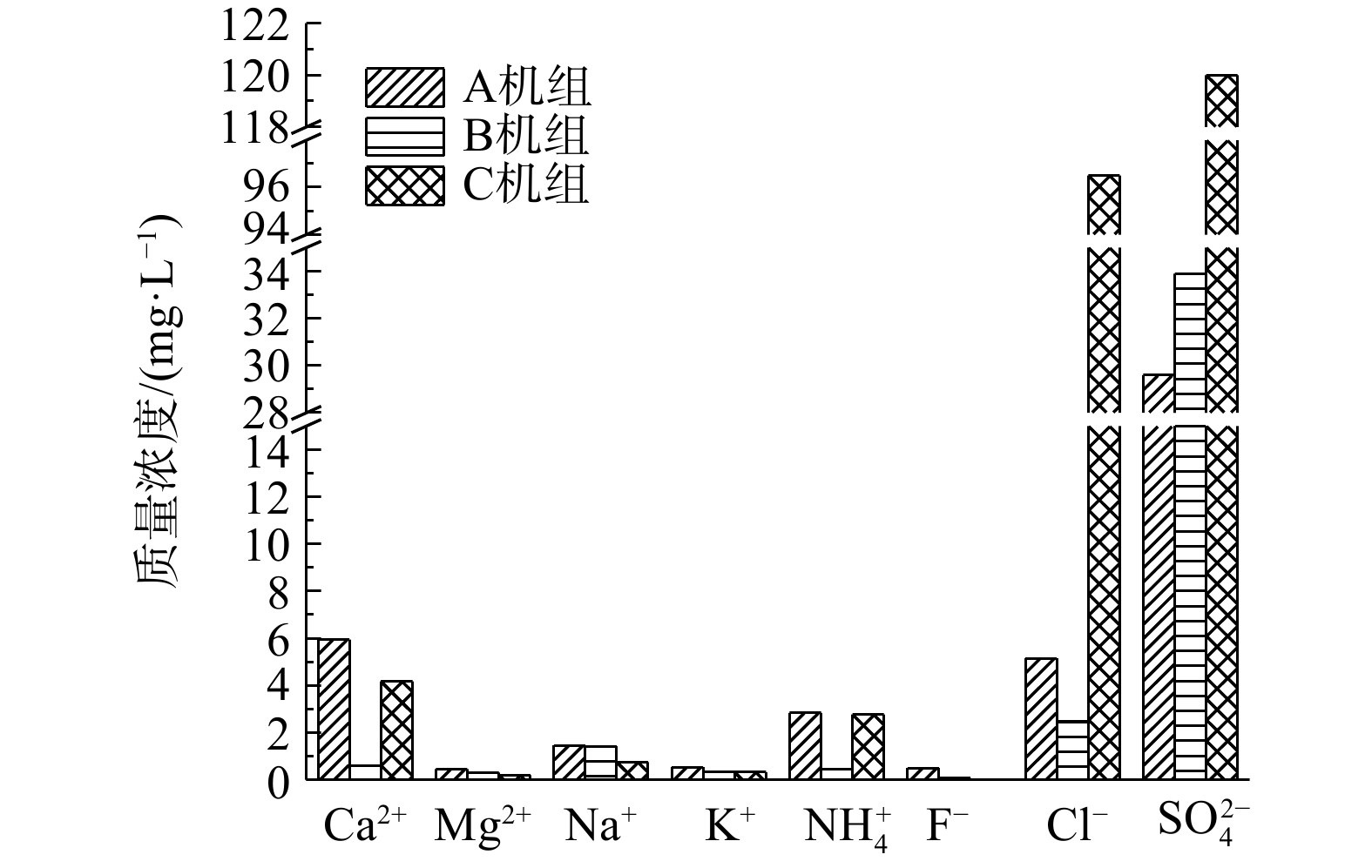
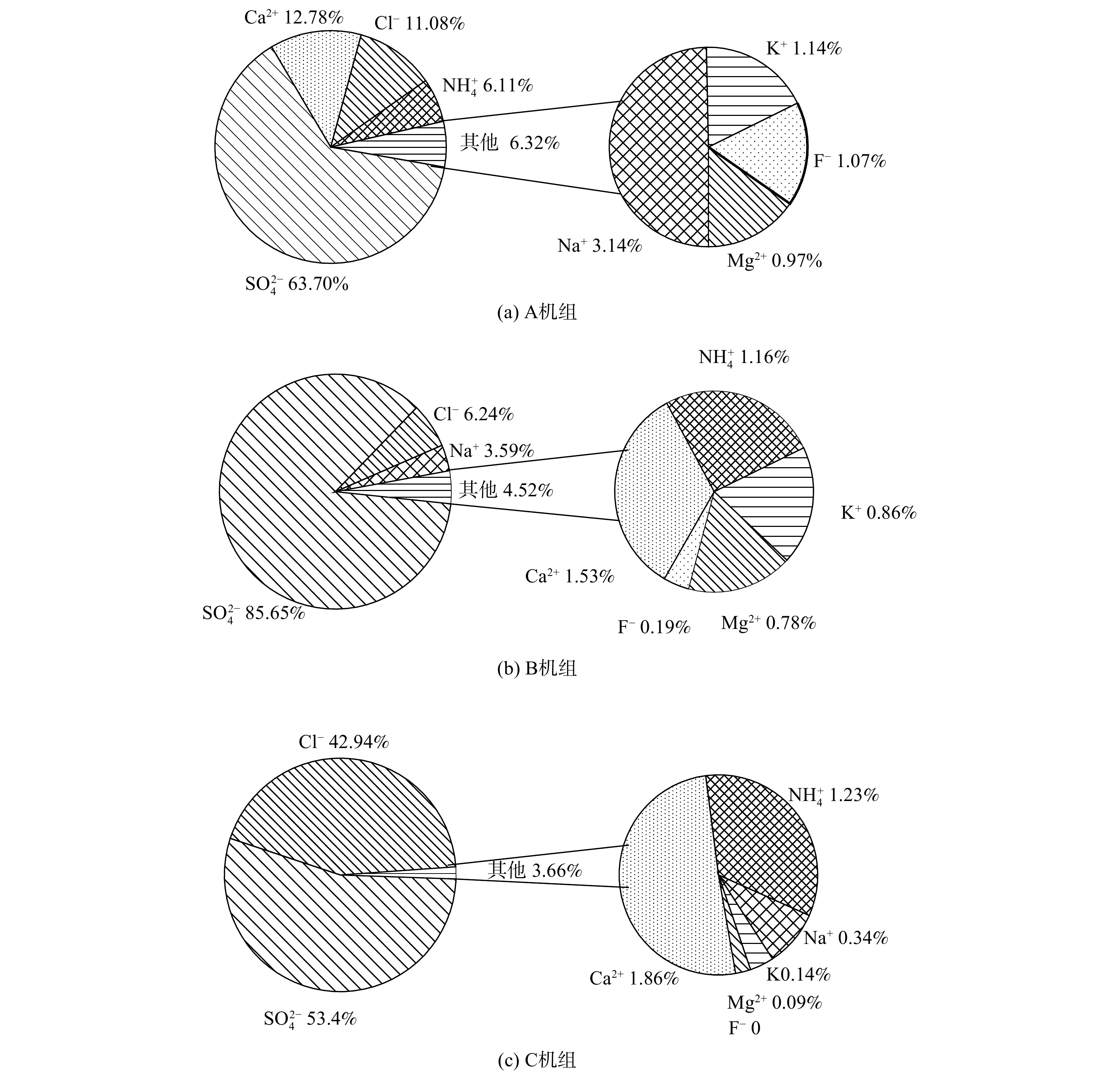
各机组CPM无机组分中离子占比如图5所示。A机组烟囱出口质量浓度最高的4种离子依次是SO42?、Ca2+、Cl?和NH4+,占比分别为63.70%、12.78%、11.08%和6.11%。B机组烟囱出口质量浓度最高的4种离子依次是SO42?、Cl?、Na+和Ca2+,占比分别为85.65%、6.24%、3.59%和1.53%。与A机组相比,B机组中烟囱出口处的NH4+占比明显下降,SO42?占比明显提高。C机组烟囱出口质量浓度最高的4种离子依次是SO42?、Cl?、Ca2+和NH4+,占比分别为53.4%、42.94%、1.86%、1.23%。与其他2个机组不同的是,C机组中Cl?占比较高,而Cl?的质量浓度与燃煤性质和脱硫浆液的高氯环境[37]有关。脱硫吸收塔浆液在循环过程中会不断富集氯离子,形成高氯环境,部分浆液被烟气携带排出,导致Cl?含量有所提高。3个机组产生的CPM无机组分中各离子浓度不尽相同,这可能与3个机组装机容量、燃煤品质、烟气处理工艺等[27]不同有关。
2)燃煤电厂烟囱排口处的CPM占TPM的41.5%~95.7%,故应重视对燃煤电厂烟气中CPM的监测。排放烟气中CPM的质量浓度受燃煤性质、烟气温度和烟气处理工艺的影响明显。
3) CPM的无机组分中阴离子以SO42?、Cl?等为主,阳离子以Ca2+、Na+等为主。同时,SO42?占比均在50%以上,最高为89.81%。可推测煤燃烧或SCR中SO3的产生提高了CPM无机组分的浓度,从而增加了CPM的排放量。因此,控制CPM排放应重点研究烟气中SO2、SO3的形成与转化规律。
4) CPM无机水溶性离子中过量的SO42?还会与NH4+在水蒸汽存在下生成硫酸氢铵和少量硫酸铵。硫酸氢铵具有粘性、吸湿性和腐蚀性,会导致管道堵塞腐蚀。
参考文献
