全文HTML
--> --> -->粉末冶金技术制备Ni-Al金属间化合物, 其中一个重要研究课题是探索和跟踪粉末压坯烧结过程中固相扩散反应过程以及金属间化合物形成和转变机制. 此外, Ni-Al粉末混合物的微观结构状态对材料烧结过程也有重要影响, 而机械球磨是调控粉末微观结构状态重要方法之一. Moshksar和Mirzaee[2]提出了Ni-Al粉末冶金两种合金化机制: 一种是长时间连续球磨过程中逐渐放热固相扩散反应机制; 另一种是通过短时球磨后将样品暴露于空气中发生爆炸放热反应机制. Ivanov等[15]和Enayati等[5]通过球磨过程中连续固相扩散反应制备了Ni-Al金属间化合物, 甚至显微硬度超高的纳米晶合金, 而Mchael[16]和Maric等[17]则通过短时球磨后将粉末样品暴露于空气中发生爆炸反应实现了Ni-Al金属间化合物的制备. 但我们的工作证实, 机械合金化能否发生强烈依赖于球磨条件, 在转速150 r/min, 球料比10:1真空球磨下, 即使球磨时间达到20 h, 也未实现金属间化合物的生成, 但球磨可显著调控Ni-Al粉末混合物的微观组织结构.
Ni-Al粉末混合物微观组织结构对烧结过程有重要影响, 采用未球磨原始Ni/Al粉末混合物烧结制备金属间化合物, 基于爆炸反应实现合金的制备, 反应速度快时间短, 同时, 爆炸反应对升温速率具有强烈依赖性, 因此, 动态固相扩散反应过程以及金属间化合物形成和转化难以跟踪. 采用机械球磨调控Ni/Al粉末混合物进而调控烧结过程中固相扩散反应, 将有助于探索热处理过程中材料微观结构的动态演变过程. 众所周知, 内耗能够非常灵敏地反映材料微观结构变化, 能够从原子尺度上提供材料微观结构和固体缺陷演变的动态信息[18]. 在我们前期工作中, 采用内耗技术研究了元素Fe/Al粉末混合物压坯加热过程中的相变行为, 在升温测试过程中发现了两个典型内耗峰, 分析认为这两个内耗峰的产生与金属间化合物Fe2Al5和FeAl的形成有关, 表明了内耗对金属间化合物形成和转变的灵敏性和有效性[14]. 本文拟开展Ni-Al粉末压坯烧结过程中的内耗研究, 探索升温过程中Ni-Al金属间化合物形成和转变过程. 此外, 通过机械球磨调控粉末混合物结构状态, 结合扫描电子显微镜观察和X射线衍射仪测试, 通过内耗测试考察粉末状态对固相扩散反应的影响及其机制.
采用台式FYD单轴电动压片机, 通过压制成型制备内耗测试试样, 尺寸为65 mm × 5 mm × 0.8 mm, 压制压力400 MPa并保压1 min. 采用高温多功能内耗仪(MFIF-I)进行内耗(IF, Q–1)和相对动力学模量(RDM)测试. 内耗仪主要由倒扭摆和机械控制部分组成, 整个操作可实现电脑自动控制, 测量过程和工作原理可参阅文献[19]. 内耗测试在真空状态下进行(10–2 Pa), 温度范围为300—700 ℃, 测量模式为强迫振动, 应变振幅为20 × 10–6, 测量频率分别为0.5, 1.0, 2.0和4.0 Hz, 升温速率为2 ℃/min. 由于实验测得的内耗峰为实在内耗峰和背景内耗的叠加, 文中采用内耗峰是扣除背景内耗之后获得的实在内耗峰, 即净峰, 背景内耗扣除原理和方法见文献[20,21]. 采用电子扫描显微镜(SEM, 韩国Hirox SH-4000 M)观察粉末混合物微观形貌, 扫描模式为背散射电子成像, 加速电压30 kV. 样品的物相通过X射线衍射仪(XRD, Rigaku Ultima Ⅳ)分析标定. XRD样品尺寸为?12 mm × 0.5 mm, 测试条件: 电压为40 kV, 电流为40 mA, 波长为0.154056 nm, Cu Kα辐射步进扫描模式.
3.1.Ni-Al粉末压坯典型内耗特征及其微观机制
图1给出了球磨1 h后的Ni-Al粉末压坯升温过程中原始内耗和相对动力学模量随温度的变化关系. 从图1中可以发现, 在测量频率为1 Hz时, 556 ℃附近, 内耗-温度谱上出现一个典型内耗峰, 同时, 伴随内耗峰的出现, 相对动力学模量发生明显软化出现一个极小值, 极小值出现后, 相对动力学模量又迅速升高. 表明在内耗峰所在温区附近, Ni-Al粉末压坯微观结构发生了显著改变. 此外, 通过图1还可发现, 相对动力学模量极小值和内耗峰出现的温度并不完全一致, 低于内耗峰峰温约15 ℃, 这应与Ni-Al粉末压坯在内耗峰低温区域发生相变, 生成金属间化合物有关, 由于金属间化合物模量远高于Ni/Al单质模量, 当金属间化合物达到一定量时, 相对动力学模量提前迅速增大, 进而导致相对动力学模量极小值提前出现[22]. 图 1 球磨1 h后的Ni-Al粉末压坯IF和RDM与温度的关系
图 1 球磨1 h后的Ni-Al粉末压坯IF和RDM与温度的关系Figure1. IF and RDM as a function of temperature for the Ni-Al powder compact milled for 1 h.
图2给出了球磨1 h Ni-Al粉末压坯内耗峰与测量频率之间的依赖关系. 从图2可以发现, 内耗峰具有明显的频率依赖性, 随测量频率的增大, 内耗峰显著降低, 但峰温无明显频率依赖性. 此外, 图3表明, 内耗峰还具有明显的升温速率依赖性, 峰高随升温速率的增大而升高且峰位向高温方向移动, 存在明显的升温热滞后特征. 内耗峰的这些特征与连续变温过程中相变内耗峰一致[19,23,24], 因此, 可以判定内耗峰的产生应与Ni-Al粉末压坯升温过程中发生的相变有关.
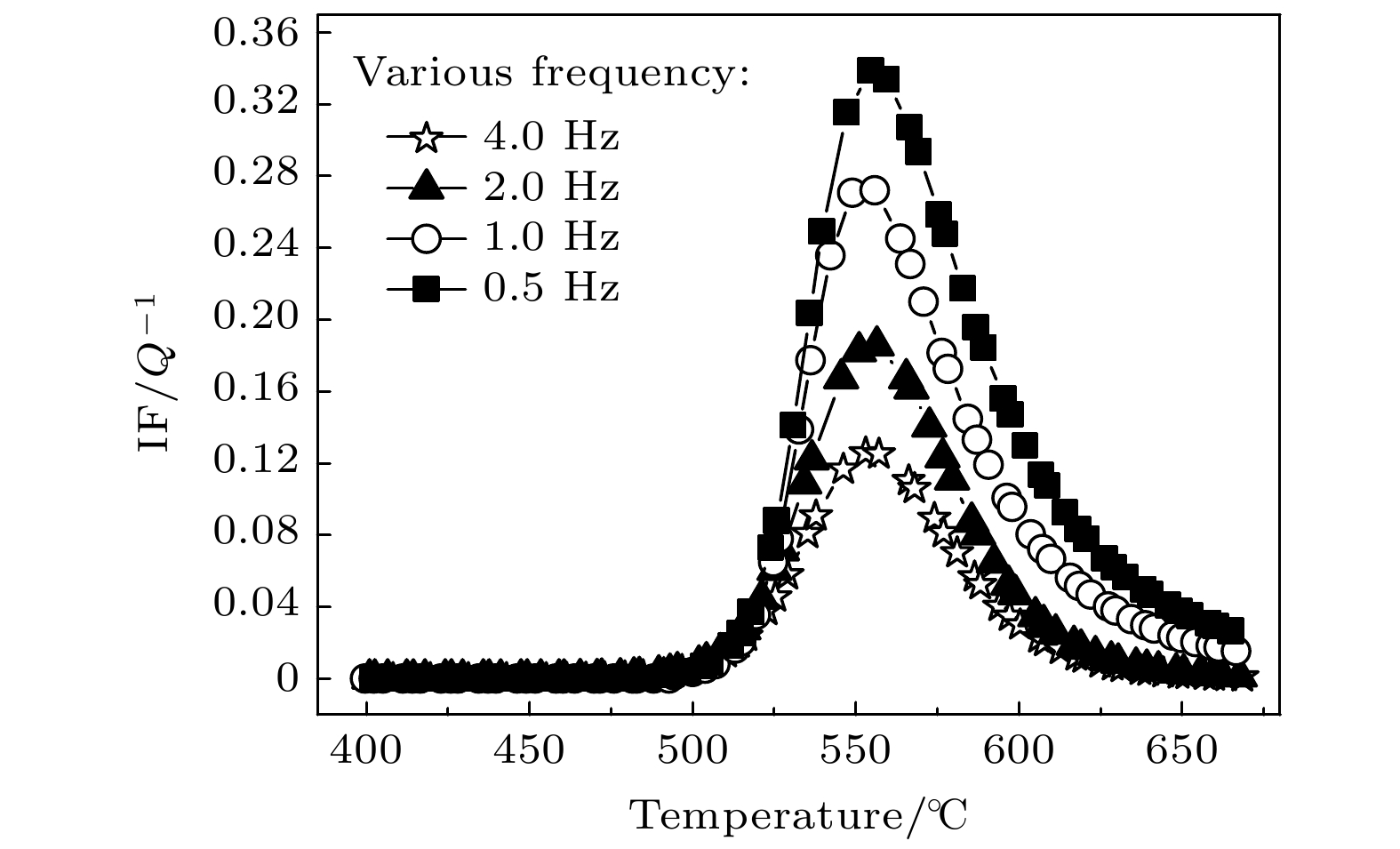 图 2 球磨1 h后的Ni-Al粉末压坯内耗峰与测量频率的依赖关系
图 2 球磨1 h后的Ni-Al粉末压坯内耗峰与测量频率的依赖关系Figure2. Dependence of internal friction peak on measuring frequency for the Ni-Al powder compact milled for 1 h.
 图 3 球磨1 h后的Ni-Al粉末压坯内耗峰与升温速率的依赖关系
图 3 球磨1 h后的Ni-Al粉末压坯内耗峰与升温速率的依赖关系Figure3. Dependence of internal friction peak on heating rate for the Ni-Al powder compact milled for 1 h.
为进一步阐明内耗峰形成机制, 图4给出了球磨1 h的Ni-Al粉末压坯热处理至不同温度的XRD图谱. 样品在492, 556和675 ℃下分别真空保温1 h并冷却至室温, 三个温度的选择分别对应于内耗峰的起始温度、峰值温度和结束温度. 通过MDI Jade 6分析和标定了热处理后样品的物相, 可以发现, 起始温度下热处理的样品中仍为单质Ni和Al, 无金属间化合物出现. 在峰值温度处热处理样品后, 样品中出现了NiAl3和Ni2Al3两种金属间化合物以及未反应的Ni单质. 在内耗峰结束温度处理样品, Ni-Al粉末压坯转化为Ni2Al3金属间化合物但样品中仍残留极少量Ni单质. 这也表明, 峰值温度热处理后, 出现的NiAl3在后续的热处理过程中, 发生了NiAl3 + Ni = Ni2Al3转变, 生成了单一的Ni2Al3金属间化合物. 所以, 内耗峰的出现与Ni-Al金属间化合物的生成有关, 属于典型的相变内耗峰. 升温过程中, Ni和Al颗粒之间发生固相扩散反应, 生成NiAl3和Ni2Al3两种金属间化合物, 在新相金属间化合物和Ni/Al单质母相间, 以及不同金属间化合物之间出现新的界面, 内耗测量过程中, 相界之间因相互摩擦和微观滑移, 产生能量耗散引起内耗. 由于相变内耗大小与相界面数量的多少正相关[22], 在内耗峰低温侧, 由于固相扩散反应产生了金属间化合物, 增加了相界的数量, 内耗随温度的增加而升高. 当相变产生的新界面数量与母相减少界面数量达到动态平衡时样品内部耗能最大, 进而内耗达到最大值. 在内耗峰高温侧, 尽管固相扩散反应继续进行, 但Ni-Al粉末混合物几乎全部转变为Ni2Al3金属间化合物, 母相Ni颗粒也在继续减少, 都会引起相界数量的持续减少, 此外, 温度的持续升高, 也会引起界面间黏滞阻力的减小, 进而样品耗能降低内耗减小.
 图 4 不同温度热处理的Ni-Al粉末压坯XRD图谱 (a) 492 ℃; (b) 556 ℃; (c) 675 ℃ (三个温度分别对应于内耗峰起始温度、峰值温度和结束温度)
图 4 不同温度热处理的Ni-Al粉末压坯XRD图谱 (a) 492 ℃; (b) 556 ℃; (c) 675 ℃ (三个温度分别对应于内耗峰起始温度、峰值温度和结束温度)Figure4. XRD patterns of Ni-Al powder compact milled for 1 h after heat treatment at different temperature: (a) 492 ℃; (b) 556 ℃; (c) 675 ℃ (three temperatures respectively corresponding to start temperature, peak temperature and end temperature of the internal friction peak).
2
3.2.机械球磨与内耗特征的响应规律及其微观机制
图5给出了Ni-Al粉末混合物机械球磨对内耗峰的影响. 由图5可以看出, 随球磨时间的增加, 内耗峰高度降低, 峰温向低温方向移动, 内耗峰宽度变大. 这些表明, 机械球磨可以降低固相扩散反应的起始温度, 同时, 降低固相扩散反应的速度, 延长反应时间, 显著区别于无球磨样品的快速爆炸反应, 动态结构变化难以跟踪. 所以, 球磨有助于Ni-A粉末压坯烧结过程中微观结构的可控. 图 5 机械球磨对Ni-Al粉末压坯内耗峰的影响
图 5 机械球磨对Ni-Al粉末压坯内耗峰的影响Figure5. Dependence of mechanical ball-milling on internal friction peak for the Ni-Al powder compact.
图6给出了机械球磨时间对Ni-Al粉末混合物物相的影响. 图6中的XRD图谱表明, 在目前的球磨条件下, 球磨并不能改变粉末混合物的物相, 仍为纯Ni相和纯Al相, 无任何Ni-Al金属间化合物生成. 但球磨将引起晶粒细化和结构有序度的降低. 借助于Al向Ni晶格的扩散, 部分Al原子将固溶于Ni中, 形成Ni(Al)固溶体[25,26], 随球磨时间的增加, 固溶度进一步增大. 此外, 也反映出Ni-Al金属间化合物的形成是在升温过程中实现的, 直接伴随着内耗峰的产生.
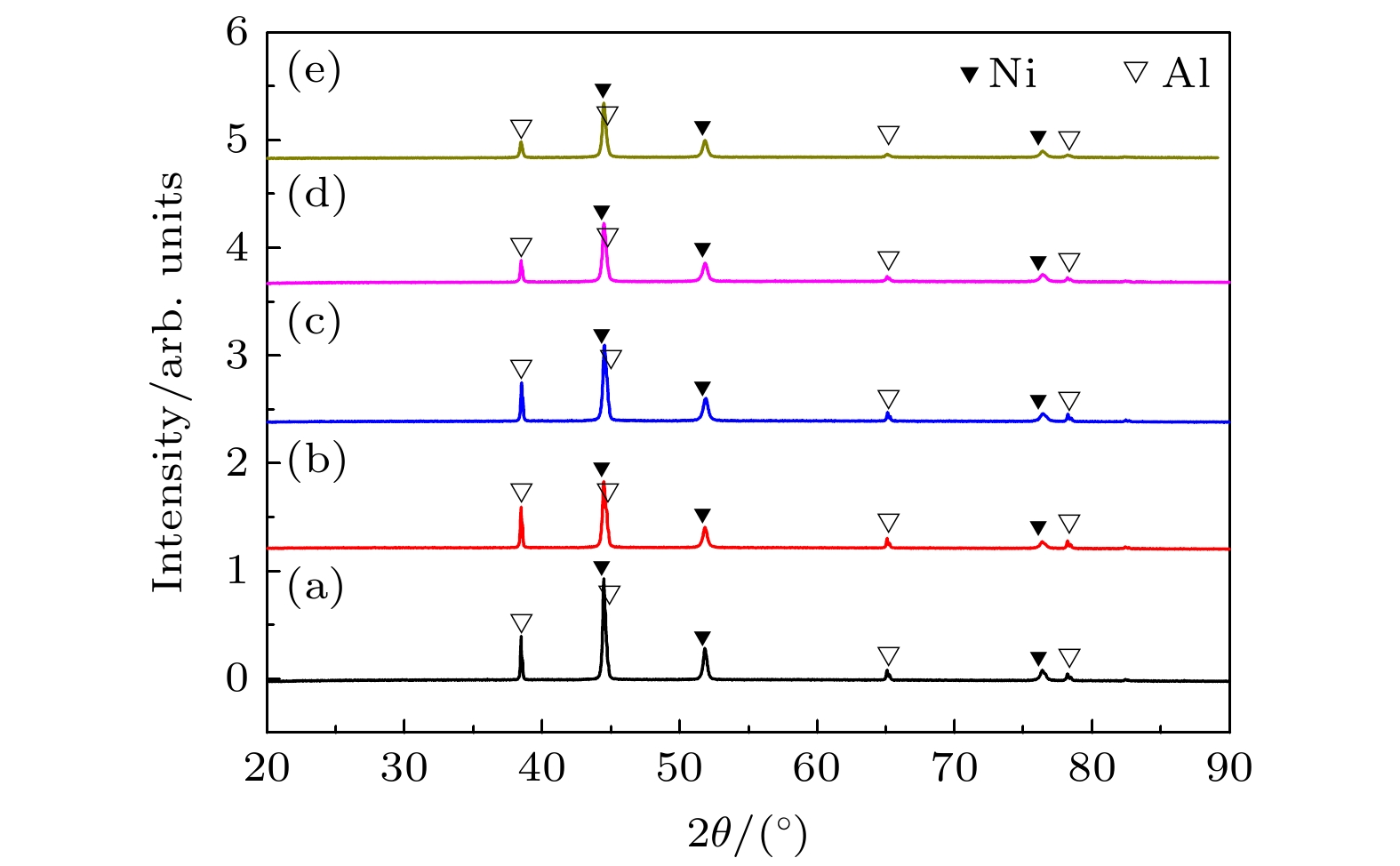 图 6 不同球磨时间的Ni-Al粉末混合物的XRD图谱 (a) 0 h; (b) 1 h; (c) 2 h; (d) 10 h; (e) 20 h
图 6 不同球磨时间的Ni-Al粉末混合物的XRD图谱 (a) 0 h; (b) 1 h; (c) 2 h; (d) 10 h; (e) 20 hFigure6. XRD patterns of Ni-Al powder mixtures after ball-milling time for: (a) 0 h, (b) 1 h, (c) 2 h, (d) 10 h, (e) 20 h.
为进一步理解机械球磨对Ni-Al粉末压坯内耗峰的影响, 采用扫描电子显微镜SEM背散射模式对机械球磨后的Ni-Al粉末混合物进行了微观结构观察, 结果见图7. 从图7可以看出, 随着球磨时间的增加, Ni-Al粉末混合物微观结构形貌的演变过程. 图7(a)显示了球磨1 h的粉末混合物微观组织结构, 可以发现, 均混后通过机械球磨可获得分布均匀的粉末混合物, 球磨过程中具有延展性的Ni/Al球形粉末因不锈钢磨球的冲击碰撞和滚动碾压作用, 发生了塑性形变, 粉末颗粒由完全球形结构转变为扁椭球形结构, 少部分Ni颗粒镶嵌到Al颗粒表面, 但没有形成微观夹层结构. 在这一阶段, 能够清楚地分辨出纯Ni和纯Al两种粉末颗粒, 白色为Ni颗粒, 深灰色为Al颗粒. 球磨时间增加到2 h, 微观形貌如图7(b)所示. 从图7(b)可以观察到深灰色Al颗粒已经转变为暗灰色, 颗粒塑性变形更严重, 大量Ni颗粒通过撞击的塑性变形镶嵌到Al颗粒表面, 少量Ni/Al微观夹层结构开始出现, 但这一阶段仍然可以分辨出Ni和Al两种颗粒. 继续延长球磨时间到10 h, 如图7(c)所示. 从图7(c)可以观察到, 由于球磨过程中粉末颗粒间相互反复冷焊和破碎[25], 粉末颗粒已经转变为不规则片状结构, Ni/Al层交替组合的三明治型微观夹层结构已经形成, 粉末颗粒逐渐细化, 这一阶段已难以区分Ni/Al颗粒. 当球磨时间增加到20 h时, 通过图7(d)可以发现, 粉末颗粒已基本完全转变为三明治型微观夹层结构. 在这一阶段, 由于持续碰撞和磨球的进一步挤压, 粉末颗粒变得进一步细化, 进而三明治型微观夹层结构厚度持续减小, 形成一层极薄的层状结构, 类似于Schwarz和Johnson提出的固态扩散反应中出现的微观层状结构[15,27]. 显然, 粉末颗粒的细化和严重的塑性形变, 将引起固体缺陷密度的急剧增加, 高密度的固体缺陷将为Ni和Al原子间的固态扩散提供特殊通道, 有利于固相扩散反应的进行. 此外, 球磨后大量极薄三明治型微观夹层结构的形成, 意味着大量界面的增加和颗粒表面自由能的增大, 同时也意味着固相扩散反应时, 原子的扩散路径可进一步缩短. 因此, 采用球磨后的粉末混合物, 有助于固相扩散反应提前发生, 进而降低金属间化合形成的起始温度, 也容易理解相变内耗峰向低温方向移动的原因.
 图 7 不同球磨时间的Ni-Al粉末混合物的SEM图像(BSE模式) (a) 1 h; (b) 2 h; (c) 10 h; (d) 20 h
图 7 不同球磨时间的Ni-Al粉末混合物的SEM图像(BSE模式) (a) 1 h; (b) 2 h; (c) 10 h; (d) 20 hFigure7. SEM images (BSE mode) of Ni-Al powder mixtures after ball-milling time for: (a) 1 h, (b) 2 h, (c) 10 h, (d) 20 h.
为充分理解和考察球磨后样品内耗峰向低温方向移动的原因, 选取了不同球磨时间的样品, 在内耗峰出现的峰值处和结束温度处进行热处理, 真空状态下保温1 h并冷却至室温进行XRD测试, 测试结果如图8和图9所示. 图5已经表明球磨后样品, 相应内耗峰峰温向低温方向移动, 据此确定不同球磨时间0, 1, 2, 10和20 h的样品, 所对应的峰值温度分别是559, 556, 533, 483和434 ℃, 内耗峰结束温度分别是700, 675, 660, 625和575 ℃. 从图8中可以看出, 随球磨时间的增加, 热处理温度逐渐降低, 但固相扩散反应形成的金属间化合物基本一致, 除少量残留待反应单质Ni和Al外, 金属间化合物均为NiAl3和Ni2Al3混合物. 图9则表明在内耗峰结束温度处理样品, 即提高热处理温度, 对应不同球磨时间样品, 产物基本一致, NiAl3逐渐转变为Ni2Al3, 甚至长时间球磨样品, 例如10和20 h, 热处理后出现了NiAl金属间化合物. 图8和图9充分表明, 机械球磨可以降低固相扩散反应温度, 在较低温度下实现金属间化合物的生成. 一方面, 球磨过程中, 实现了Ni颗粒和Al颗粒的充分镶嵌和固溶, 固相扩散反应提前发生, 反应速度较慢, 生成物从富Al金属间化合物逐步转变为最终产物NiAl合金. 未球磨Ni-Al粉末混合物, 低温下难以发生固相扩散反应, 当温度达到爆炸反应温度时, 反应迅速发生, 生成金属间化合物并放出大量的热, 对应于较高的内耗峰和较窄的峰宽. 另一方面也说明, 通过内耗峰的变化可以反映固相扩散反应发生的过程, 提供材料结构变化的动态信息, 确定固相扩散反应发生的温度, 有助于Ni-Al粉末冶金烧结过程中工艺的选择和控制.
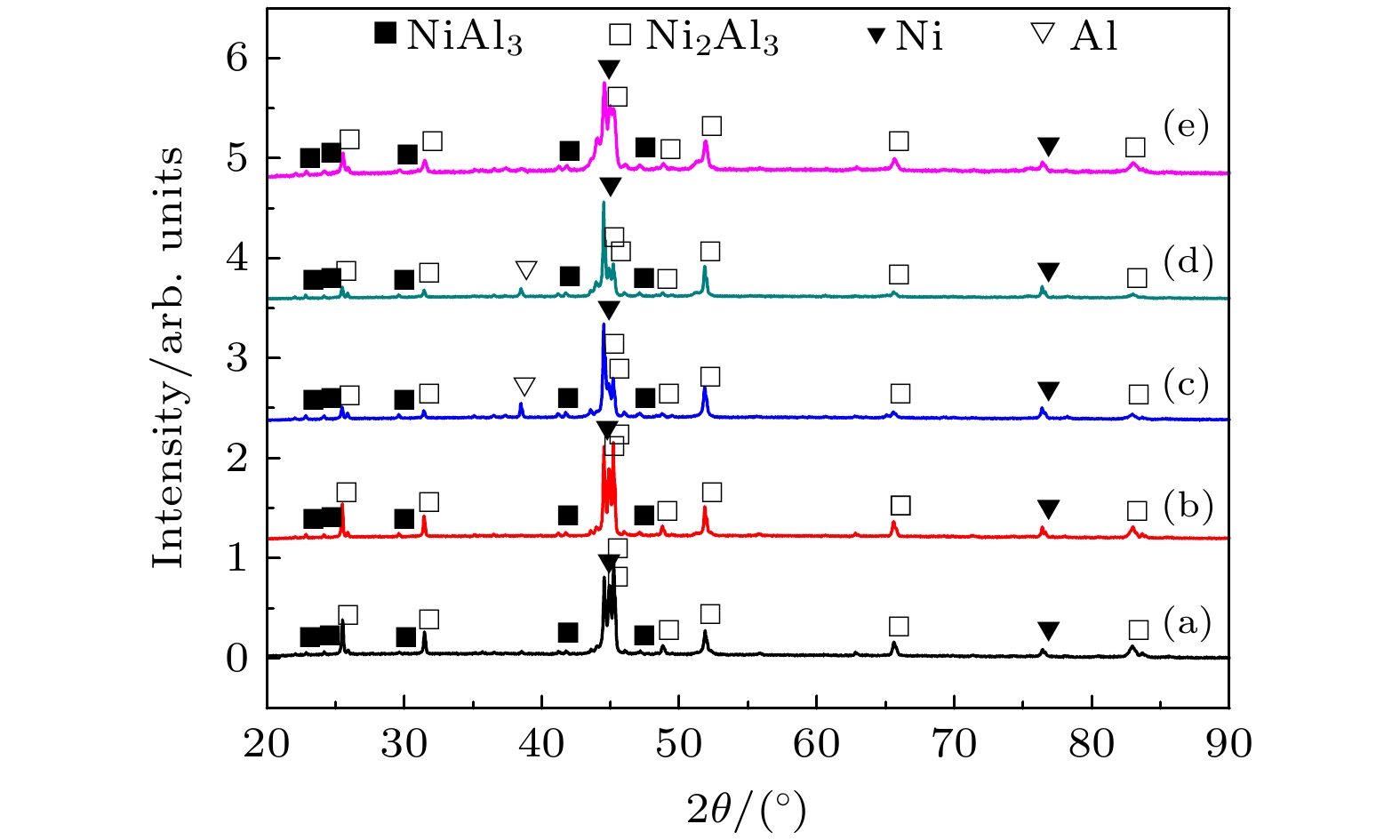 图 8 球磨时间不同的Ni-Al粉末压坯热处理后XRD图谱 (a) 0 h, 559 ℃; (b) 1 h, 556 ℃; (c) 2 h, 533 ℃; (d) 10 h, 483 ℃; (e) 20 h, 434 ℃(热处理温度对应于球磨时间不同的样品的内耗峰的峰温)
图 8 球磨时间不同的Ni-Al粉末压坯热处理后XRD图谱 (a) 0 h, 559 ℃; (b) 1 h, 556 ℃; (c) 2 h, 533 ℃; (d) 10 h, 483 ℃; (e) 20 h, 434 ℃(热处理温度对应于球磨时间不同的样品的内耗峰的峰温)Figure8. XRD patterns of Ni-Al powder compact after heat treatment for the sample processing ball-milling for different time: (a) 0 h, 559 ℃; (b) 1 h, 556 ℃; (c) 2 h, 533 ℃; (d) 10 h, 483 ℃; (e) 20 h, 434 ℃ (the heat treatment temperatures corresponding to internal friction peak temperatures of ball-milled samples for different time).
 图 9 球磨时间不同的Ni-Al粉末压坯热处理后XRD图谱 (a) 0 h, 700 ℃; (b) 1 h, 675 ℃; (c) 2 h, 660 ℃; (d) 10 h, 625 ℃; (e) 20 h, 575 ℃ (热处理温度对应于球磨时间不同的样品的内耗峰的结束温度)
图 9 球磨时间不同的Ni-Al粉末压坯热处理后XRD图谱 (a) 0 h, 700 ℃; (b) 1 h, 675 ℃; (c) 2 h, 660 ℃; (d) 10 h, 625 ℃; (e) 20 h, 575 ℃ (热处理温度对应于球磨时间不同的样品的内耗峰的结束温度)Figure9. XRD patterns of Ni-Al powder compact after heat treatment for the sample processing ball-milling for different time: (a) 0 h, 700 ℃; (b) 1 h, 675 ℃; (c) 2 h, 660 ℃; (d) 10 h, 625 ℃; (e) 20 h, 575 ℃ (the heat treatment temperatures corresponding to end temperature of internal friction peak of ball-milled samples for different time).
