全文HTML
--> --> -->AlGaInP LED的研制可以追溯到上世纪80年代[2], 初期都是在GaAs衬底上晶格匹配生长AlGaInP材料后制备p面朝上的LED芯片, 这种结构的LED芯片存在衬底光吸收和表面全反射损耗, 其功率转换效率通常只有10%左右[3]. 此后, 业界通过晶片键合[4]、衬底剥离和表面粗化等[5]芯片工艺开发出了n面朝上的AlGaInP薄膜LED芯片, 其消除了衬底光吸收, 减少了出光面的全反射损耗, 大幅度提升了AlGaInP LED的功率转换效率[6], 比如峰值波长630 nm的AlGaInP薄膜LED芯片封装器件后的功率转换效率已达到60%左右[7], 使AlGaInP LED应用领域得到拓展, 目前已广泛应用于汽车灯具、户外全彩显示、舞台投光灯、植物生长照明、多基色混合白光照明、城市亮化等诸多领域.
常规n面出光的AlGaInP薄膜LED芯片是在n+-GaAs层上制备N型欧姆接触. 这种n面电极制备方案存在如下几个问题: 第一, 影响光效, 由于n+-GaAs对可见光完全吸收, 因此n电极存在光吸收问题, 影响LED的功率转换效率; 第二, 制程复杂, 成本高[8], 在GaAs上制备n型欧姆接触, 在芯片表面粗化时, 需要增加一道光刻工艺, 保留与n电极进行接触的GaAs, 在需要进行p面电极和n面电极对位时, 由于n+-GaAs层不透光, 还需要增加一道光刻, 以得到一个可以看到p电极图形的透明窗口进行定位.
如果能在n-AlGaInP层上直接制备n型欧姆接触, 就可以消除业界普遍采用的n+-GaAs层上制备n型欧姆接触时存在的上述问题, 在提高AlGaInP薄膜LED芯片光电性能的同时简化其制备工艺, 并降低其制备成本. 但由于n-AlGaInP材料中Al原子易与O原子结合形成Al元素的氧化物[9], 较难做到性能优异的欧姆接触[10]. 这一难题的存在, 使n-AlGaInP材料上直接制备欧姆接触鲜有系统的研究. 因此, 研究在n-AlGaInP粗化层上直接制备n型欧姆接触, 具有重要意义.
Au/Ge/Ni是传统Ⅲ-Ⅴ族半导体制作欧姆接触的合金材料[11], 例如GaAs[12], InP[13]等. 合金化过程中的互扩散和相变反应被认为是Au/Ge/Ni与n-GaAs形成良好欧姆接触的主要原因[14]. 本文通过电子束蒸发在n-(Al0.27Ga0.73)0.5In0.5P材料表面蒸镀Ni/Au/Ge/Ni/Au电极, 通过研究n-(Al0.27Ga0.73)0.5In0.5P表面接触层的掺杂浓度以及退火工艺, 包括退火温度和退火时间对欧姆接触的影响, 获得了具有较低比接触电阻率的欧姆接触, 并讨论分析其欧姆接触的形成机理.
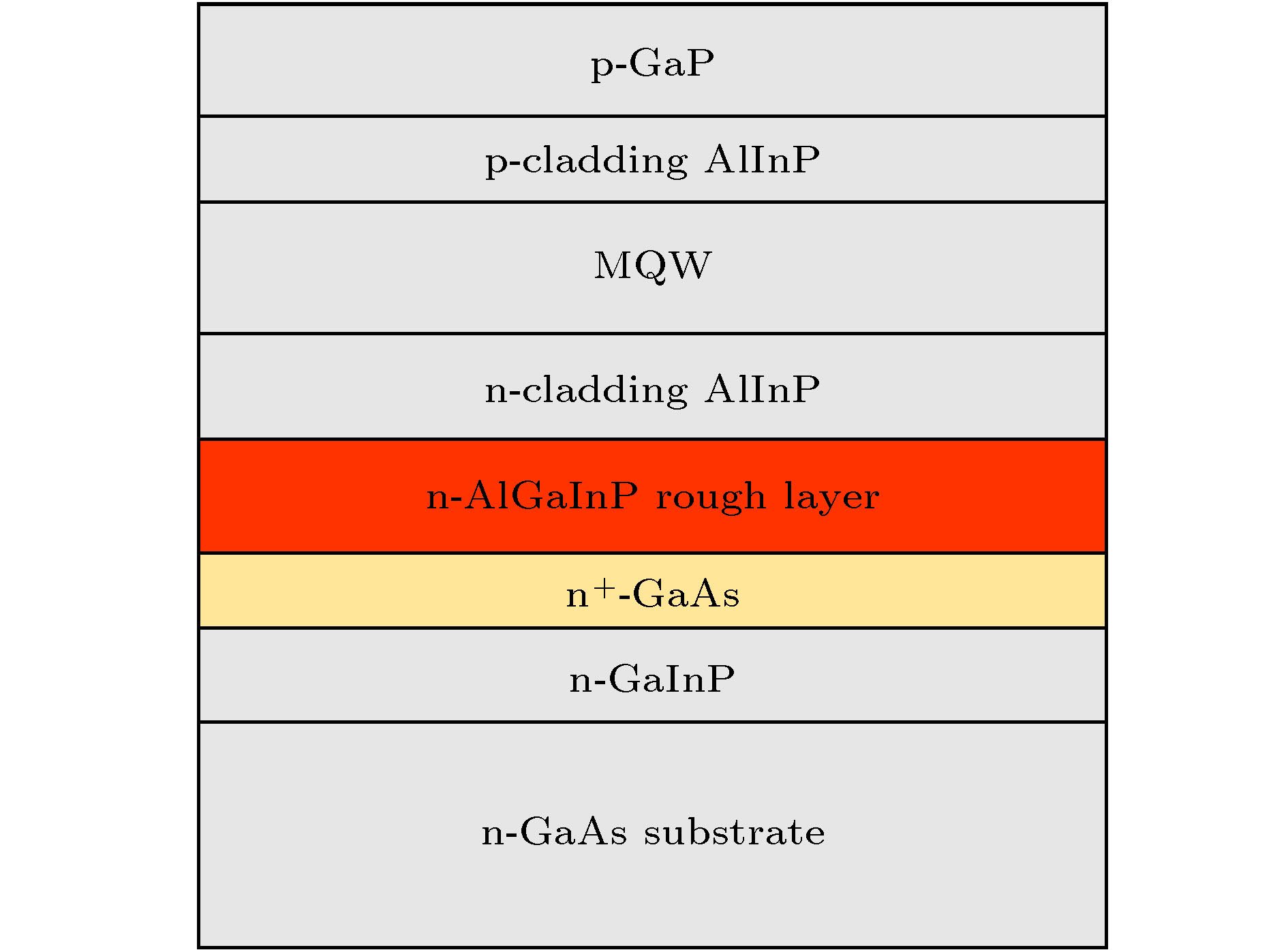 图 1 AlGaInP LED基本外延结构
图 1 AlGaInP LED基本外延结构Figure1. Schematic diagrams of AlGaInP-base LED epitaxial structure.
为研究掺杂浓度对欧姆接触性能的影响, 本实验生长了n-(Al0.27Ga0.73)0.5In0.5P粗化层掺杂浓度分别为7 × 1017, 1 × 1018, 2 × 1018, 3 × 1018 cm–3的四批样品, 依次标记为A, B, C, D.
本文样品制备依照常规n面出光的AlGaInP薄膜LED芯片加工工艺流程, 其基本步骤包括: 生长SiO2全方向反射镜(ODR)、p电极制备、新支撑基板制备及金属热压键合, 依次去除衬底、腐蚀截止层, 制备n电极, 得到常规AlGaInP薄膜LED芯片, 如图2(a)所示. 图2(b)为去除n+-GaAs欧姆接触层后得到以n-(Al0.27Ga0.73)0.5In0.5P层为n面欧姆接触层的样品. 在蒸发n电极金属前, 将样品置于摩尔浓度为0.01 mol/L的稀盐酸溶液中浸泡4 min, 冲水吹干后, 通过电子束蒸发的方法在n-(Al0.27Ga0.73)0.5In0.5P层表面蒸镀Ni/Au/Ge/Ni/Au作为n电极, 金属厚度依次为100/500/200/100/5000 ?, 最先沉积的金属为Ni. 将A, B, C, D各自平均分为6小份并进行标号: A1, A2, ···, A6, 详细样品标号及退火条件见表1.
| 编号 | ND/cm-3 | T/℃ | Time/s | ρc/Ω·cm2 | 编号 | ND/cm-3 | T/℃ | Time/s | ρc/Ω·cm2 | |
| A1 | 7 × 1017 | 385 | 25 | — | C1 | 2 × 1018 | 385 | 25 | 1.1 × 10–3 | |
| A2 | 7 × 1017 | 425 | 25 | — | C2 | 2 × 1018 | 425 | 25 | 9.4 × 10–4 | |
| A3 | 7 × 1017 | 445 | 25 | — | C3 | 2 × 1018 | 445 | 25 | 4.8 × 10–4 | |
| A4 | 7 × 1017 | 485 | 25 | 2.9 × 10–3 | C4 | 2 × 1018 | 485 | 25 | 5.3 × 10–4 | |
| A5 | 7 × 1017 | 445 | 600 | 3.2 × 10–3 | C5 | 2 × 1018 | 445 | 600 | 2.8 × 10–4 | |
| A6 | 7 × 1017 | 445 | 900 | 3.6 × 10–3 | C6 | 2 × 1018 | 445 | 900 | 3.0 × 10–4 | |
| B1 | 1 × 1018 | 385 | 25 | — | D1 | 3 × 1018 | 385 | 25 | 4.9 × 10–4 | |
| B2 | 1 × 1018 | 425 | 25 | — | D2 | 3 × 1018 | 425 | 25 | 4.0 × 10–4 | |
| B3 | 1 × 1018 | 445 | 25 | 3.5 × 10–3 | D3 | 3 × 1018 | 445 | 25 | 3.3 × 10–4 | |
| B4 | 1 × 1018 | 485 | 25 | 5.1 × 10–4 | D4 | 3 × 1018 | 485 | 25 | 4.1 × 10–4 | |
| B5 | 1 × 1018 | 445 | 600 | 4.6 × 10–4 | D5 | 3 × 1018 | 445 | 600 | 1.4 × 10–4 | |
| B6 | 1 × 1018 | 445 | 900 | 5.4 × 10–4 | D6 | 3 × 1018 | 445 | 900 | 1.9 × 10–4 |
表1样品退火分组信息及比接触电阻率(ρc)测试结果
Table1.Grouping information of samples annealing and specific contact resistivity (ρc) results.
 图 2 n面出光AlGaInP LED (a)常规结构薄膜芯片; (b)基于n-AlGaInP欧姆接触的芯片结构
图 2 n面出光AlGaInP LED (a)常规结构薄膜芯片; (b)基于n-AlGaInP欧姆接触的芯片结构Figure2. Schematic diagrams of (a) conventional n-side-up AlGaInP LED structure and (b) n-AlGaInP contact LED.
用圆环传输线法(CTLM)测试退火后样品的I-V特性曲线, 并计算其比接触电阻率(ρc). 圆环间隔从小到大依次为2.5, 5, 10, 15, 20, 25, 30和35 μm, 考虑光刻误差以及电流扩展带来的差异, 只测试圆环间隔为10—35 μm区域的I-V特性曲线[15]. 本文选取n-(Al0.27Ga0.73)0.5In0.5P层掺杂浓度为3 × 1018 cm–3的样品, 在退火前后进行二次离子质谱测试(secondary ion mass spectrometry, SIMS), 观察n电极与n-(Al0.27Ga0.73)0.5In0.5P界面原子的扩散情况.
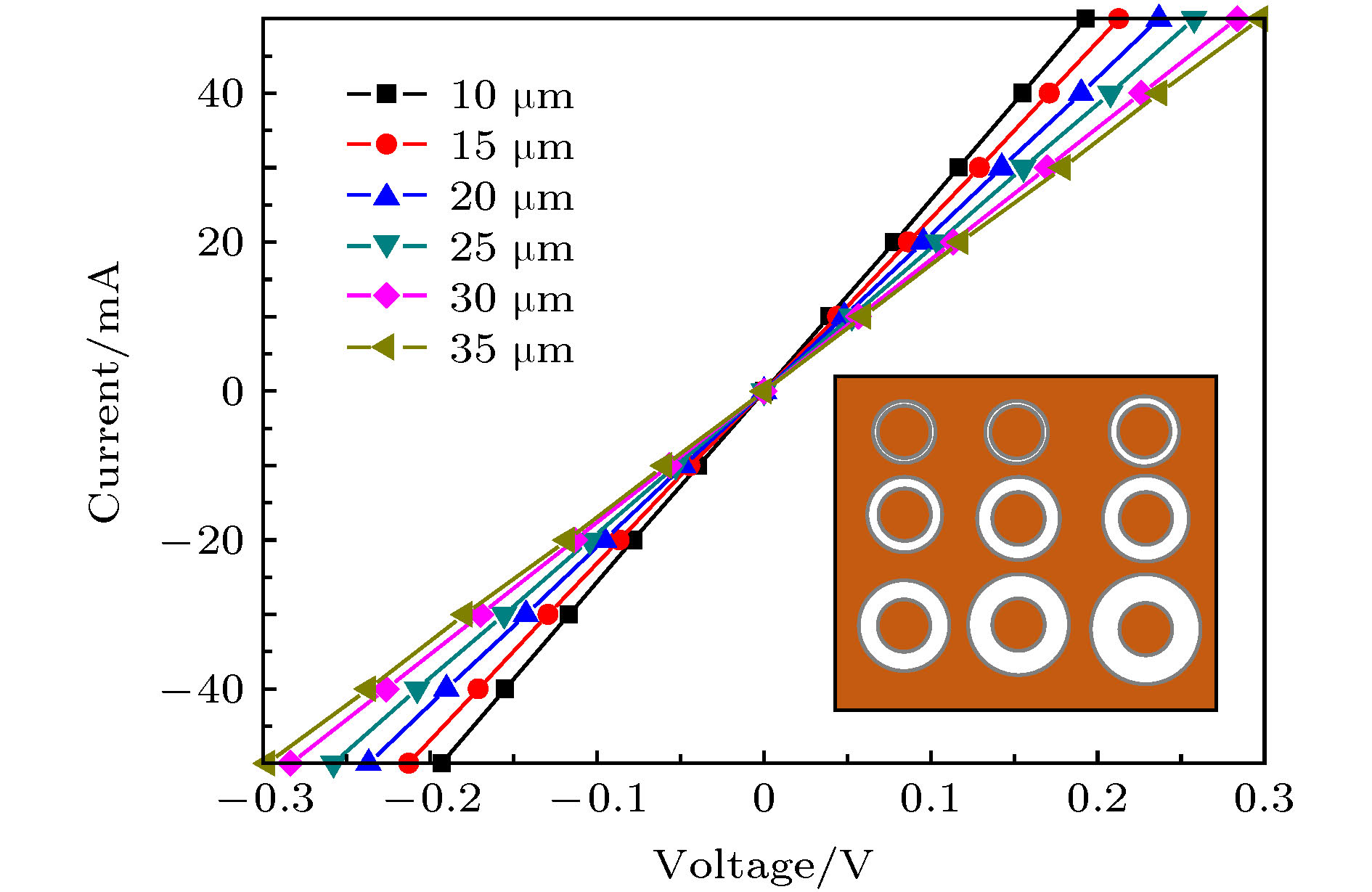 图 3 D5样品的I-V曲线, 圆环间距为10?35 μm
图 3 D5样品的I-V曲线, 圆环间距为10?35 μmFigure3. I-V behaviors of Sample D5, ring intervals are 10?35 μm
A1, A2, A3, B1, B2五个样品没有形成欧姆接触, 因此没有在表1中列出ρc值. 图4为385 ℃退火25 s时, 4种掺杂浓度样品的I-V特性. 其中插图为相邻电极测量接触特性示意图. 掺杂浓度为7 × 1017和1 × 1018 cm–3的样品退火后的I-V曲线为非直线, 而掺杂浓度为2 × 1018和3 × 1018 cm–3的样品退火后的I-V曲线为直线. 在此退火条件下, 当掺杂浓度达到2 × 1018 cm–3时, NiAuGeNiAu/n-(Al0.27Ga0.73)0.5In0.5P接触由肖特基接触转变为欧姆接触. 随着n-(Al0.27Ga0.73)0.5In0.5P掺杂浓度的提高, ρc值呈现降低趋势, 这与欧姆接触的理论相符合[17].
 图 4 385 ℃退火25 s时, A1, B1, C1和D1样品I-V曲线
图 4 385 ℃退火25 s时, A1, B1, C1和D1样品I-V曲线Figure4. I-V behaviors of Sample A1, B1, C1 and D1 after annealing at 385 ℃ for 25 s.
图5为几组不同退火条件下ρc与掺杂浓度的关系. 随着退火温度与时间的增加, 低掺杂浓度样品的NiAuGeNiAu/n-(Al0.27Ga0.73)0.5In0.5P接触也转变为欧姆接触. 在形成欧姆接触的相同退火条件下, ρc随着掺杂浓度的提高逐渐减小. 掺杂浓度从7 × 1017 cm–3增大到1 × 1018 cm–3时, ρc值迅速降低, 继续提高掺杂浓度后, 其变化趋于平缓.
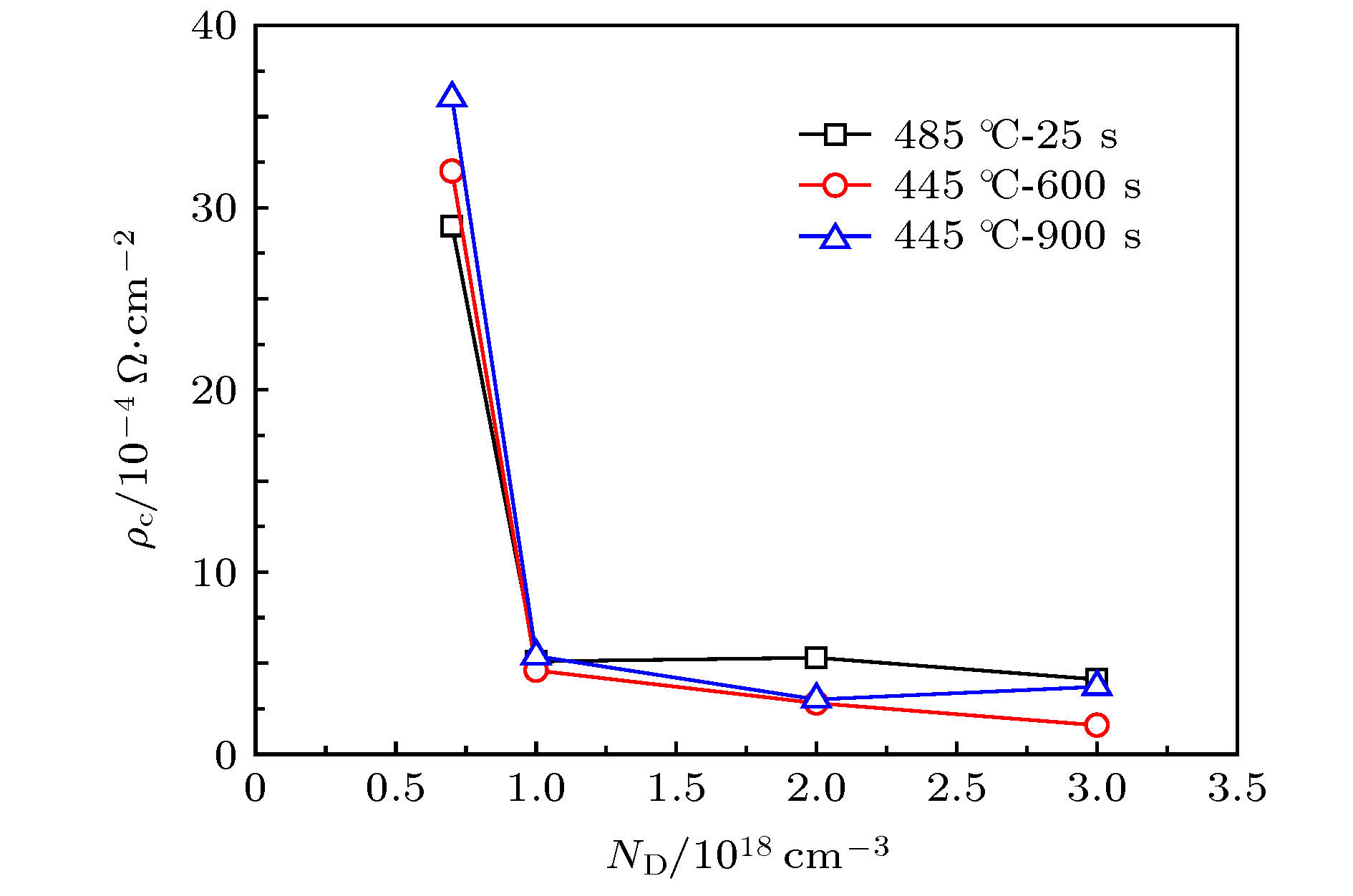 图 5 不同退火条件下, ρc与ND关系
图 5 不同退火条件下, ρc与ND关系Figure5. Contact resistivity as a function of doping concentration for different annealing conditions.
为研究退火过程中Ni/Au/Ge/Ni/Au与n-(Al0.27Ga0.73)0.5In0.5P层之间的界面反应, 本文对n-(Al0.27Ga0.73)0.5In0.5P层掺杂浓度为3 × 1018 cm–3退火前后的样品进行SIMS测试表征, 结果如图6所示. 首先对未退火样品表面进行SIMS深度剖析, 叠层金属与粗化层之间区分明显, 在距离n电极表面深度约为600 nm处, 已经几乎检测不到n电极中的金属元素, 这与蒸镀n电极的厚度(590 nm)相符. 对比分析385 ℃退火25 s后样品表面SIMS测试结果, 与未退火时存在明显不同. 在n电极一侧, 除了Ni, Au, Ge三种元素外, 还检测到了Ga, In, Al元素. 这表明, 在退火过程中, n-(Al0.27Ga0.73)0.5In0.5P发生了分解, 部分Ga, In, Al元素向外扩散.
 图 6 SIMS深度剖析Ni/Au/Ge/Ni/Au与n-(Al0.27Ga0.73)0.5In0.5P接触性能
图 6 SIMS深度剖析Ni/Au/Ge/Ni/Au与n-(Al0.27Ga0.73)0.5In0.5P接触性能Figure6. SIMS depth profiles of Ni/Au/Ge/Ni/Au contact on n-(Al0.27Ga0.73)0.5In0.5P before annealing and after annealing.
研究表明[18], 在成熟的Au/Ge/Ni与n-GaAs欧姆接触体系中, 欧姆接触形成的机理, 是合金过程中的互扩散. GaAs材料会在300 ℃左右发生分解, 而由于合金层Au的存在会加速Ga的外扩散. 相变过程如下[14]:
参考前文所述的几种欧姆接触机理, 本文认为互扩散是NiAuGeNiAu/n-(Al0.27Ga0.73)0.5In0.5P形成欧姆接触的关键. AlGaInP材料中Al, Ga, In三种原子按照一定比例占据Ⅲ族位[20], 在退火过程中由于热分解Ga, In发生外扩散, 在材料中会留下Ga空位与In空位. Au不仅会加速Ga的外扩散, 高温下还能与In强烈反应形成Au-In化合物, 类似于AuGe/n-InP形成欧姆接触过程形成的Au10In3[21]. 同时Ge向界面内扩散占据Ga空位与In空位, 这才是较低掺杂浓度n-(Al0.27Ga0.73)0.5In0.5P也能形成欧姆接触的原因. 足够的Ge内扩散导致合金层下n-(Al0.27Ga0.73)0.5In0.5P转变为n+-(Al0.27Ga0.73)0.5In0.5P, 肖特基势垒消失, 形成欧姆接触[22]. 对比可以发现, In外扩散的含量最多, 而Al元素扩散较少, 这主要是因为Al易与O元素结合形成较难分解的氧化物. 在n-(Al0.27Ga0.73)0.5 In0.5P一侧, 有部分Ge向内扩散进入晶格中, 占据Ga, In外扩散留下的Ⅲ族空位, 成为施主杂质提高n型掺杂浓度. 此外, n-AlGaInP层中检测到大量的Ni元素, 本文认为Ni在合金化的过程中有助于改善金属与半导体的界面粗糙度, 提高金属电极与半导体材料的黏附性, 但过多的Ni内扩散作为深能级受主杂质可能是阻碍比接触电阻率降低的主要原因.
成功在n-(Al0.27Ga0.73)0.5In0.5P上制备欧姆接触后, 本文在此基础上进行了系列优化退火工艺的工作. 在相同掺杂浓度、相同退火时间下, 分析NiAuGeNiAu/n-AlGaInP接触的ρc与退火温度的关系, 结果如图7(a)所示. 从曲线中可以看出, 两种掺杂浓度下的ρc值都随退火温度的升高呈现先降低后升高的趋势, 当退火温度为445 ℃时, NiAuGeNiAu/n-AlGaInP接触具有最低的ρc值. 继续升高退火温度至485 ℃, 其接触性能都略有退化. 对此, 本文解释如下: 随着退火温度的升高, n-(Al0.27Ga0.73)0.5In0.5P与合金层之间的互扩散加剧, 有足够的Ge占据Ga, In空位, 合金层下方的载流子浓度逐渐趋于饱和, 更高温度下的接触性能退化可能与接触界面Au-Ge合金的“球聚”有关. 当Au-Ge与接触材料浸润性较差时, 容易在合金化过程中出现“球聚”的现象[23], 收缩成不同大小的孤立小岛. “球聚”会使接触界面粗糙, 提高接触电阻, 同时降低欧姆接触性能的稳定性.
 图 7 相同掺杂浓度时 (a)退火时间25 s, ρc与退火温度关系; (b) 退火温度445 ℃, ρc与退火时间关系
图 7 相同掺杂浓度时 (a)退火时间25 s, ρc与退火温度关系; (b) 退火温度445 ℃, ρc与退火时间关系Figure7. At the same ND (a) ρc as a function of annealing temperature when the annealing time is 25 s; (b) ρc as a function of annealing temperature when the annealing temperature is 445 ℃.
本文利用SIMS测试中的二次离子轰击, “剥离”n-(Al0.27Ga0.73)0.5In0.5P表面的叠层金属, 再通过SEM测试了不同退火温度下Au-Ge合金在接触界面的形貌, 结果如图8所示. 图8(a)与图8(b)对应的退火温度分别为445 ℃, 485 ℃, 退火时间都为25 s. 在退火温度达到445 ℃时, Au-Ge合金开始熔化形成较小尺寸的小岛, 随着退火温度的升高, “球聚”变得愈发严重, 接触界面不再保持光滑, 欧姆接触电阻也随之升高.
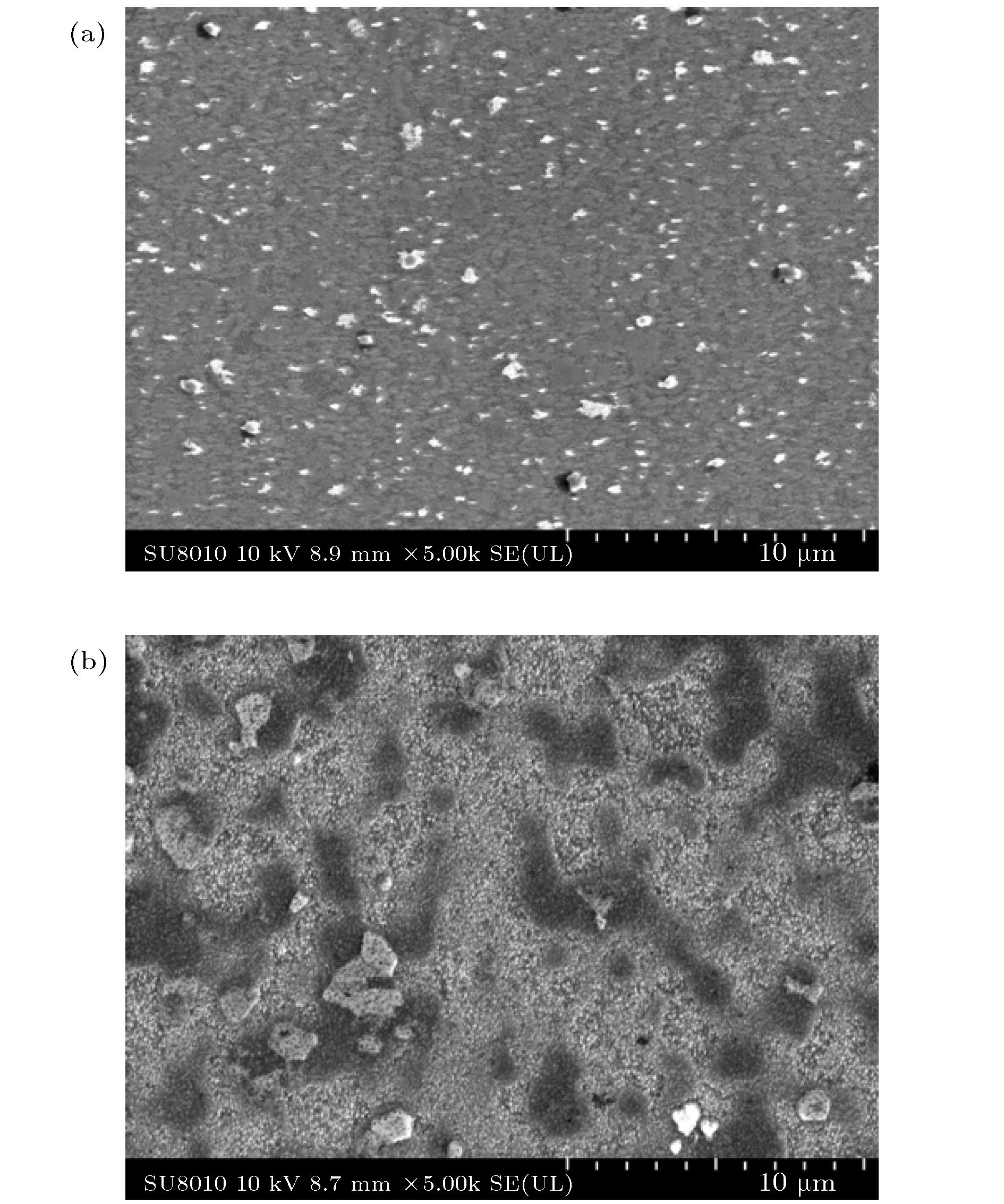 图 8 SEM测试不同退火温度下接触界面形貌 (a) 445 ℃退火25 s; (b) 485 ℃退火25 s
图 8 SEM测试不同退火温度下接触界面形貌 (a) 445 ℃退火25 s; (b) 485 ℃退火25 sFigure8. SEM micrographs showing the surface morphologies of ohmic contact (a) 445 ℃ for 25 s (b) 485 ℃ for 25 s.
图7(b)为不同掺杂浓度样品的比接触电阻率随退火时间的变化曲线. 从图中可以看出, 掺杂浓度大于1 × 1018 cm–3时, 其ρc值随退火时间增大无明显变化. 掺杂浓度较低时, 其接触性能随退火时间增大有明显改善. 结合图7与表1数据, 低掺杂浓度样品(≤ 1 × 1018 cm–3)对退火温度和时间都非常敏感, 而高掺杂浓度样品并未表现出相同性质. 掺杂浓度较低时, 肖特基势垒较高, 合金过程中的互扩散可显著提高n-(Al0.27Ga0.73)0.5In0.5P表面掺杂浓度, 降低肖特基势垒高度; 而高掺杂浓度样品其本身肖特基势垒较低, 互扩散带来的变化并不明显. 退火时间的增加与升高退火温度类似, 都是加剧互扩散的过程, 有利于更多的Ga, In外扩散和Ge的内扩散. 退火温度较低或时间较短时, 界面原子间的相变反应不完全, n-(Al0.27Ga0.73)0.5In0.5P表面的掺杂浓度较低, 势垒高度较高, 无法形成欧姆接触. 而经过高温退火或长时间退火后, 合金层下的载流子浓度迅速升高, 达到与高掺杂浓度样品(> 1 × 1018 cm–3)低温退火条件下相同的欧姆接触性能. 此外, 可能受材料表面态影响, n-(Al0.27Ga0.73)0.5In0.5P的掺杂浓度到达2 × 1018 cm–3后接触界面的费米能级钉扎效应(pinning effect)明显, 合金层下方的载流子浓度趋于饱和, 欧姆接触性能逐渐稳定.
目前, 本研究在n-(Al0.27Ga0.73)0.5In0.5P上制备的欧姆接触比接触电阻率ρc最低为1.4 × 10–4 Ω·cm2, 将其导入AlGaInP薄膜LED芯片工艺时, 27 mil规格芯片在350 mA电流下电压比常规工艺高0.3 V左右, 尚不能应用于批量化生产工艺. 后期需优化n-AlGaInP组份、厚度、掺杂、表面处理工艺和金属组合, 使比接触电阻率进一步降低.
