Elimination of electrode passivation by reversing electrodes in the process of electroflocculation
HUANG Xueqi1,2,, JING Bo3,4, CHEN Wenjuan3,4, YIN Xianqing1,2,,, LI Geng1,2 1.State Key Laboratory of Petroleum Pollution Control, Yangtze University, Jingzhou 434023, China 2.College of Chemical and Environmental Engineering,Yangtze University, Jingzhou 434023, China 3.State Key Laboratory of Offshore Oil Exploitation, Beijing 100027, China 4.China National Offshore Oil Corporation Research Institute, Beijing 100027, China
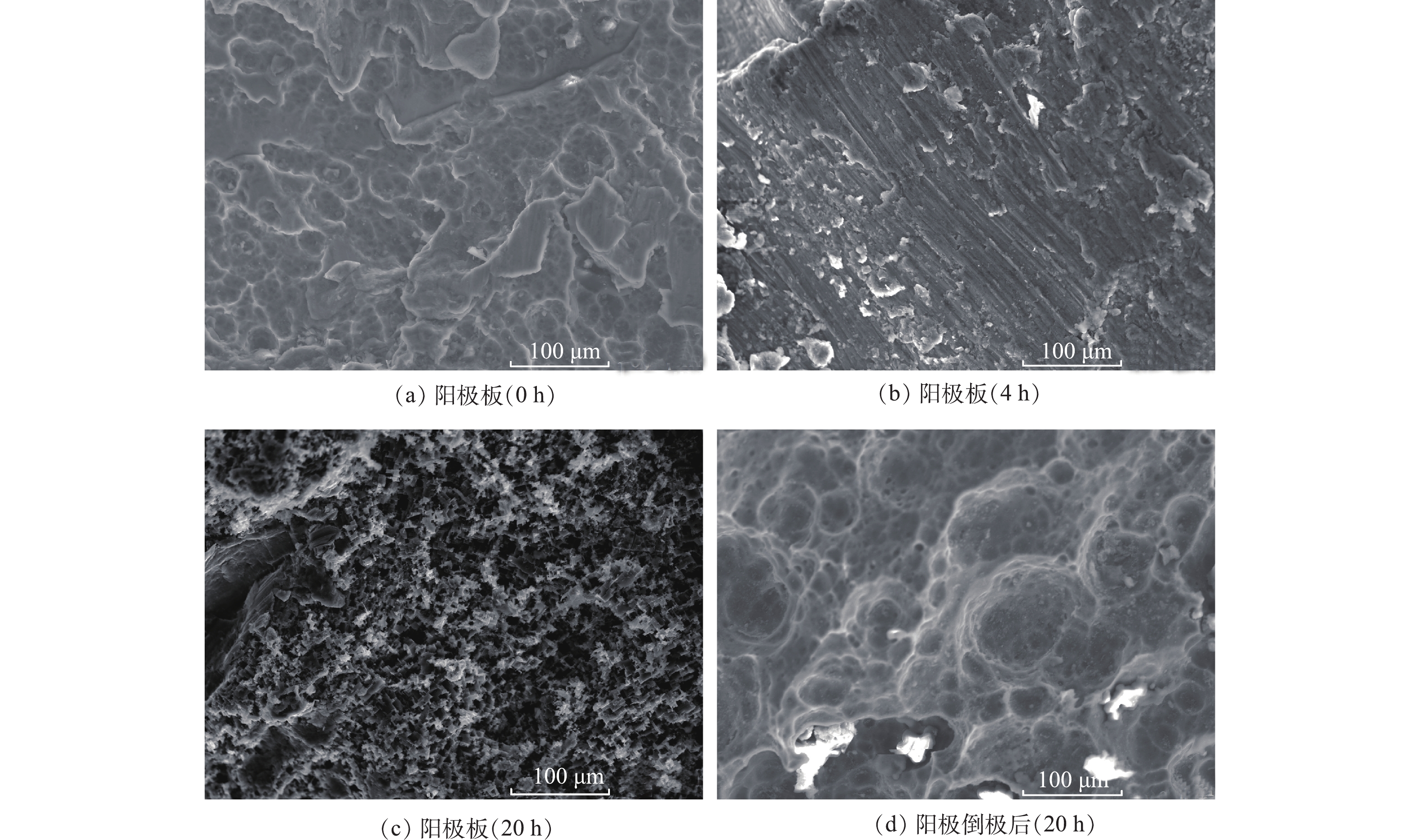
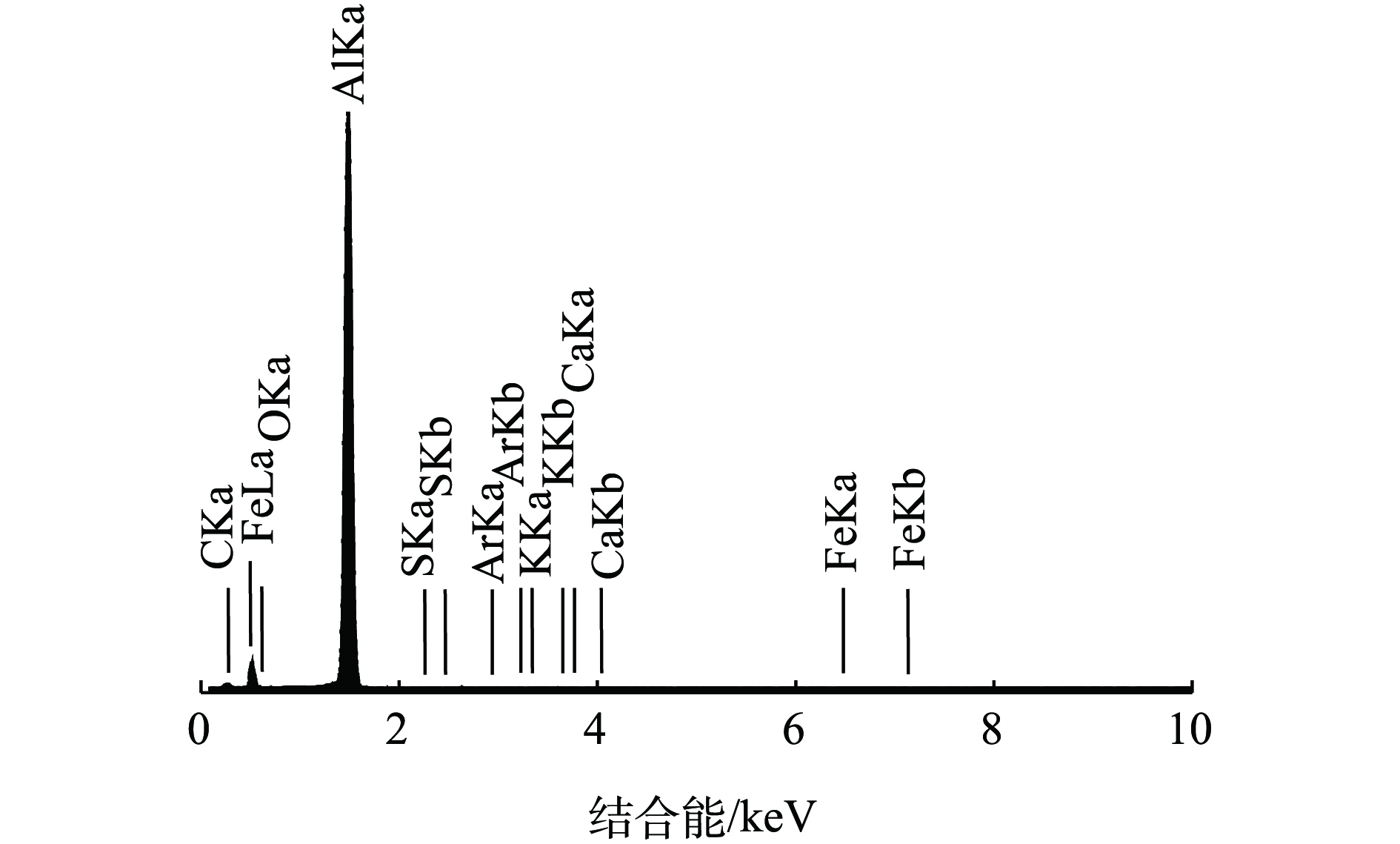
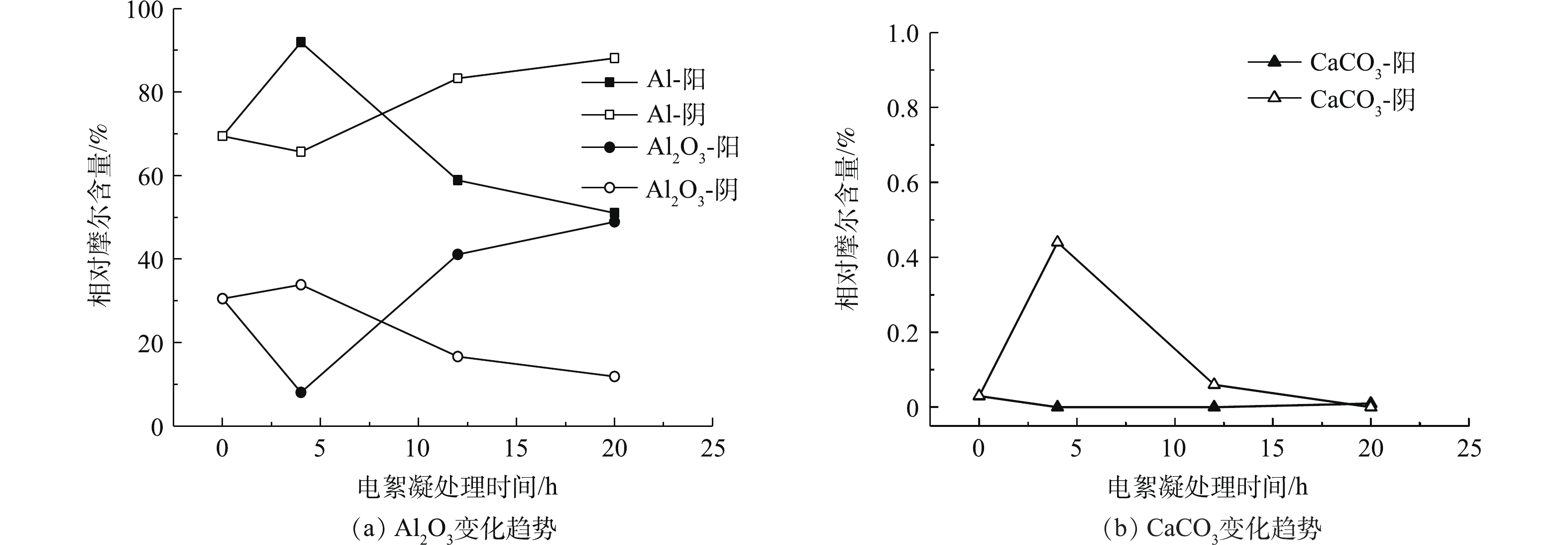
Abstract:To solve the problem that the electrode plate is frequently passivated which will affect the electroflocculation efficiency in the process of sewage treatment, reversing electrodes operation was used to eliminate electrode passivation. The variations of surface morphology and element contents of the electrodes at different reaction time intervals were qualitatively and quantitatively analyzed by SEM and EDS. The variation trends of composition and element content of surface passivation layer with processing time were investigated. The results show that, in the electroflocculation treatment of fracturing wastewater, the main components of passivation layers on the aluminum anode and cathode were Al2O3 and CaCO3, respectively. After 20 h reversing electrodes operation, the content of Al2O3 on the surface of the cathode electrode decreased from 48.94% to 18.73%, and it on the surface of anode electrode decreased from 11.87% to 9.28%. The results indicate that the reversing electrodes method can effectively eliminate the effect of the Al2O3 oxide film on electrode passivation. When electroflocculation method was used to treat fracturing wastewater with low content of Ca2+, the content of CaCO3 could be controlled within the range of 0.01%~0.34% on the surface of the electrode by reversing electrodes operation, which can effectively control the electrode passivation. Key words:water purification by electroflocculation/ oilfield fracturing wastewater treatment/ electrode passivation/ reversing electrodes.
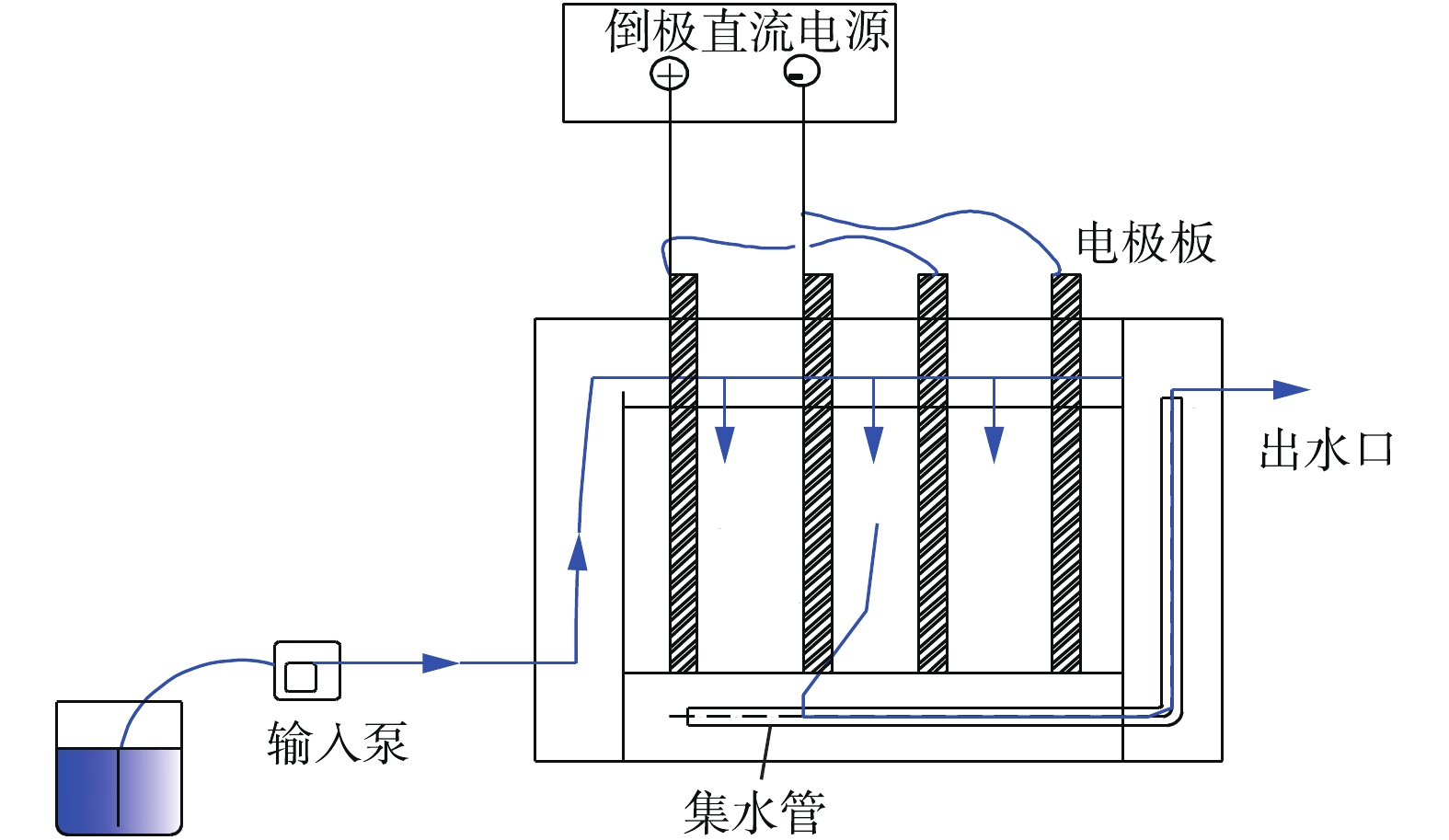
图1电絮凝反应装置流程结构示意图 Figure1.Structure diagram of the flow structure electroflocculation reactor
图4倒极前阴-阳极板表面钝化层成分随电絮凝时间的变化趋势 Figure4.Variation trends of composition of surface passivation layer in the cathode-anode electrodes withelectricflocculation time before reversing electrodes
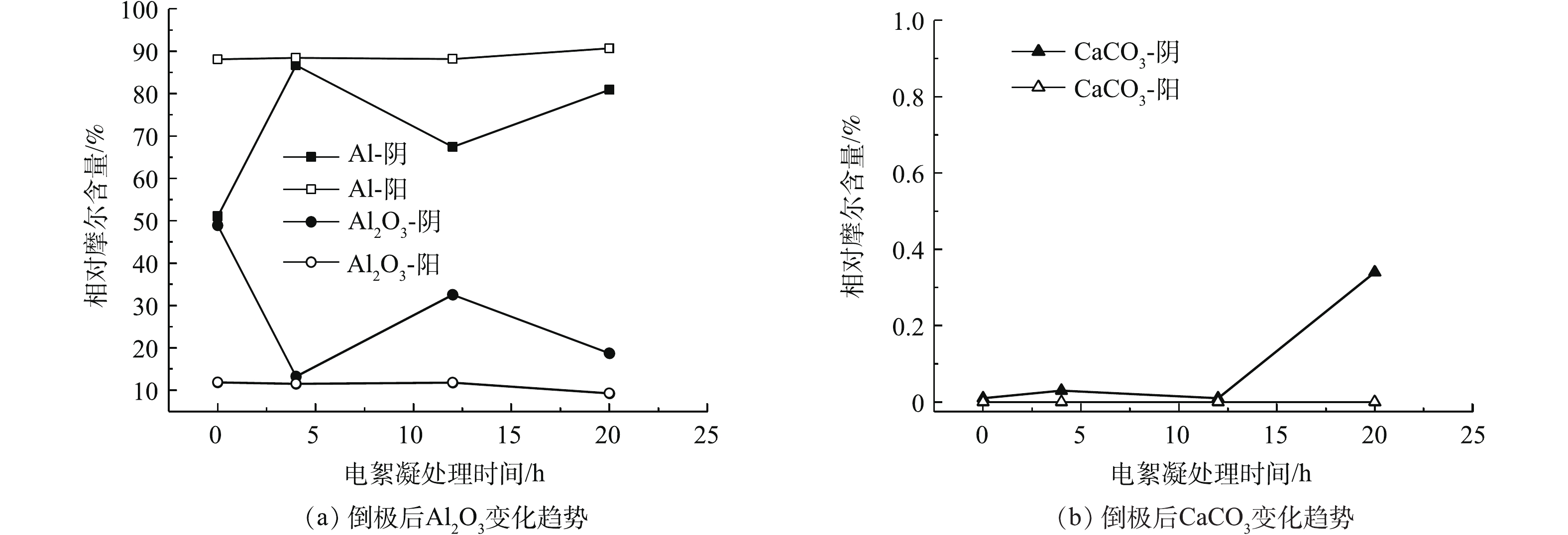
图5倒极后阴-阳极板表面钝化层成分随电絮凝时间的变化趋势 Figure5.Variation trends of composition of surface passivation layer in the cathode-anode electrodes withelectricflocculation time after reversing electrodes
AMMAR S H, AKBAR A S. Oilfield produced water treatment in internal-loop airlift reactor using lectrocoagulation/flotation technique[J]. Chinese Journal of Chemical Engineering, 2018, 26(4): 879-885. doi: 10.1016/j.cjche.2017.07.020
NESIC S. Key issues related to modelling of internal corrosion of oil and gas pipelines: A review[J]. Corrosion Science, 2007, 49(12): 4308-4338. doi: 10.1016/j.corsci.2007.06.006
1.State Key Laboratory of Petroleum Pollution Control, Yangtze University, Jingzhou 434023, China 2.College of Chemical and Environmental Engineering,Yangtze University, Jingzhou 434023, China 3.State Key Laboratory of Offshore Oil Exploitation, Beijing 100027, China 4.China National Offshore Oil Corporation Research Institute, Beijing 100027, China Received Date: 2019-01-04 Accepted Date: 2019-04-08 Available Online: 2020-11-11 Keywords:water purification by electroflocculation/ oilfield fracturing wastewater treatment/ electrode passivation/ reversing electrodes Abstract:To solve the problem that the electrode plate is frequently passivated which will affect the electroflocculation efficiency in the process of sewage treatment, reversing electrodes operation was used to eliminate electrode passivation. The variations of surface morphology and element contents of the electrodes at different reaction time intervals were qualitatively and quantitatively analyzed by SEM and EDS. The variation trends of composition and element content of surface passivation layer with processing time were investigated. The results show that, in the electroflocculation treatment of fracturing wastewater, the main components of passivation layers on the aluminum anode and cathode were Al2O3 and CaCO3, respectively. After 20 h reversing electrodes operation, the content of Al2O3 on the surface of the cathode electrode decreased from 48.94% to 18.73%, and it on the surface of anode electrode decreased from 11.87% to 9.28%. The results indicate that the reversing electrodes method can effectively eliminate the effect of the Al2O3 oxide film on electrode passivation. When electroflocculation method was used to treat fracturing wastewater with low content of Ca2+, the content of CaCO3 could be controlled within the range of 0.01%~0.34% on the surface of the electrode by reversing electrodes operation, which can effectively control the electrode passivation.

 下载:
下载:  点击查看大图
点击查看大图