清华大学环境学院,北京 100084
School of Environment, Tsinghua University, Beijing 100084, China
离子交换技术具有交换容量高、能耗低、可再生效率高、操作过程简单、环境友好,并且能同时实现水质净化和资源原位回收等优势,在水处理领域应用十分广泛。在文献及工程调研的基础上,综述了3种典型离子交换剂:沸石、粉末树脂、磁性离子交换树脂的技术原理及其在污水处理中的应用现状;分析了三者在低浓度氨氮回收过程中存在的问题,并提出了相应的研究策略;评价了3种离子交换剂在工程化应用中的经济性,主要介绍了成熟的磁性离子交换树脂工艺;通过分析可知,将离子交换技术从污水治理领域应用到污水中低浓度氨氮原位富集回收领域,对污水全面资源化利用具有重要意义。
Ion exchange technology has a broad application prospects in the field of water treatment due to its advantages of high exchange capacity, low energy consumption, high regenerative efficiency, simple operation, environmental friendliness and simultaneous water purification and in situ resources recovery. Based on the analysis of literatures and engineering cases, the technical principles of three typical ion exchangers, such as zeolite, powder resin and magnetic ion exchange resin and their application in wastewater treatment were reviewed. The problems of the three ion exchangers for low concentration ammonia nitrogen recovery were analyzed and their corresponding solutions were proposed. Then their economics in engineering application were evaluated and the mature magnetic ion exchange resin process was mainly introduced. The author believes that the application of ion exchange technology from the field of sewage treatment to the in situ enrichment and recovery of low concentration ammonia nitrogen is of great significance to the comprehensive utilization of sewage resources.
.
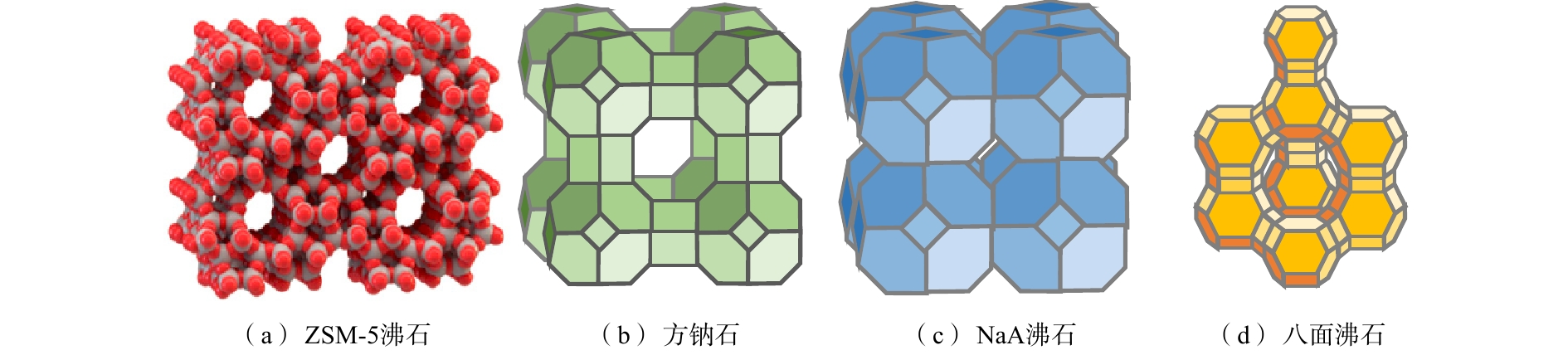
Microporous molecular structure of typical zeolite materials
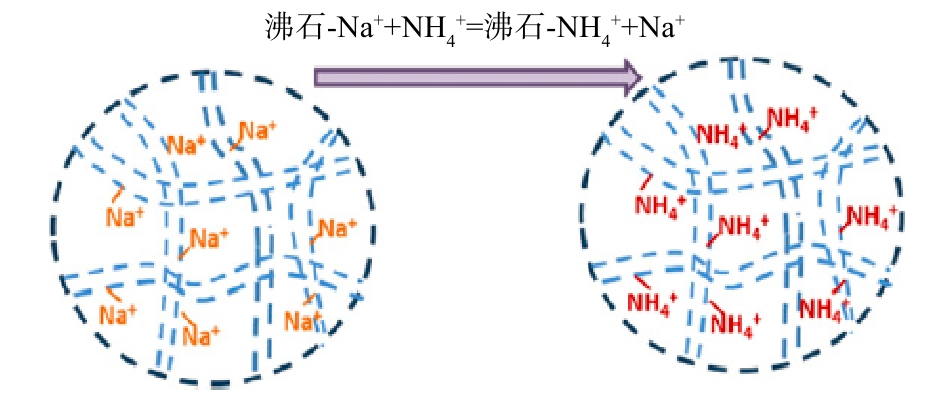
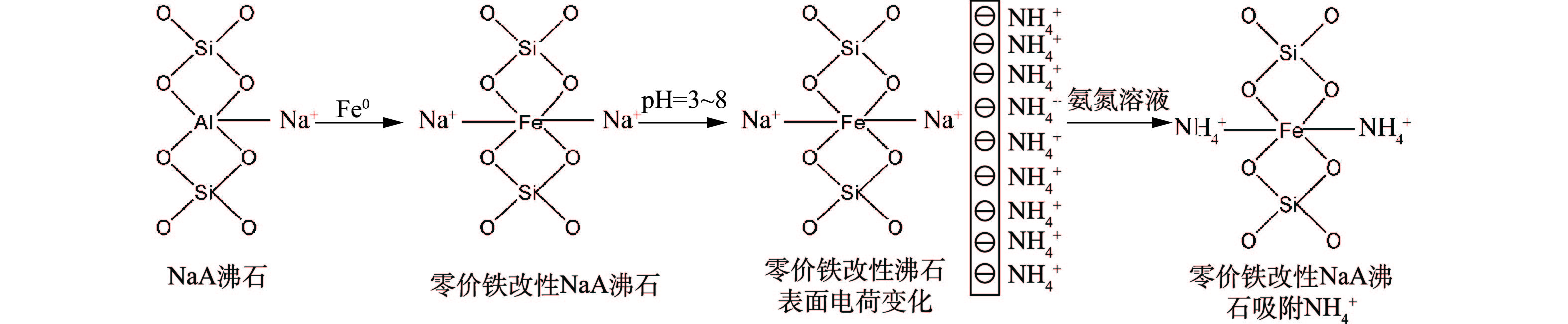
Modification of zeolite NaA by zero-valent iron and its electrostatic adsorption mechanism of
modified magnetic zeolite NaA
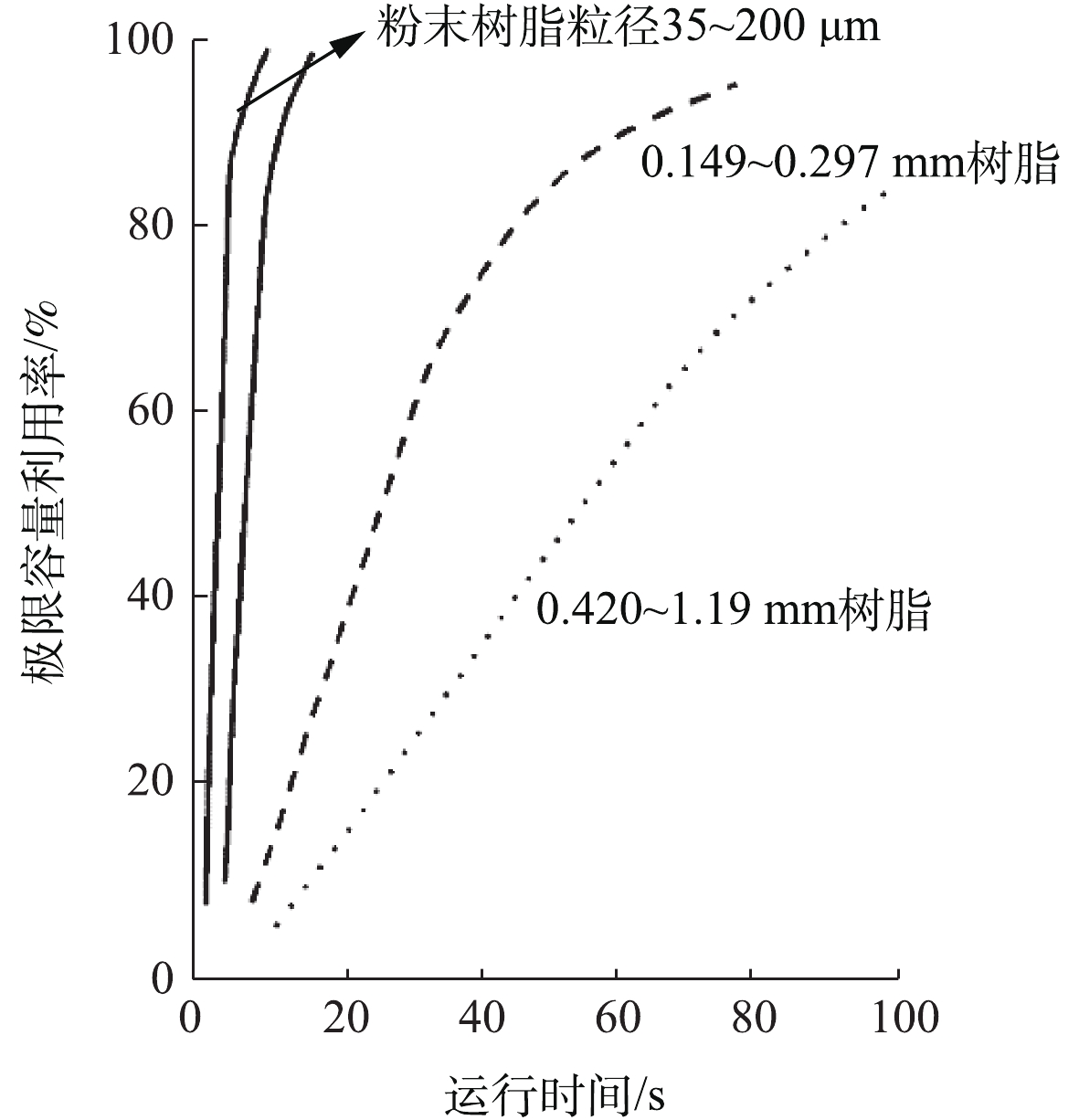
3种不同树脂的离子交换动力学与粒子大小函数关系
Relationship between ion exchange kinetics and particle size of three different resins
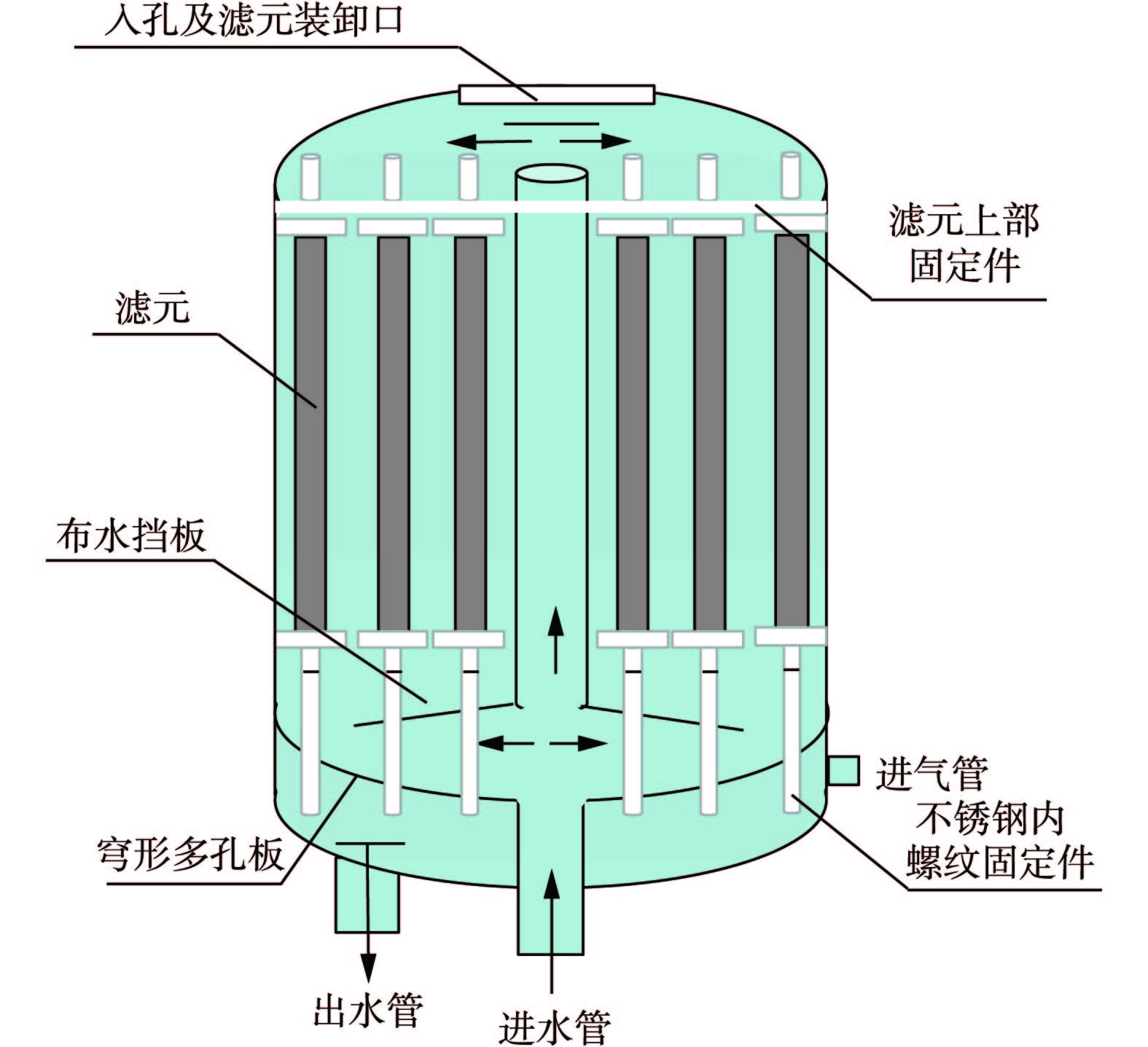
Structure diagram of powder resin coating filter
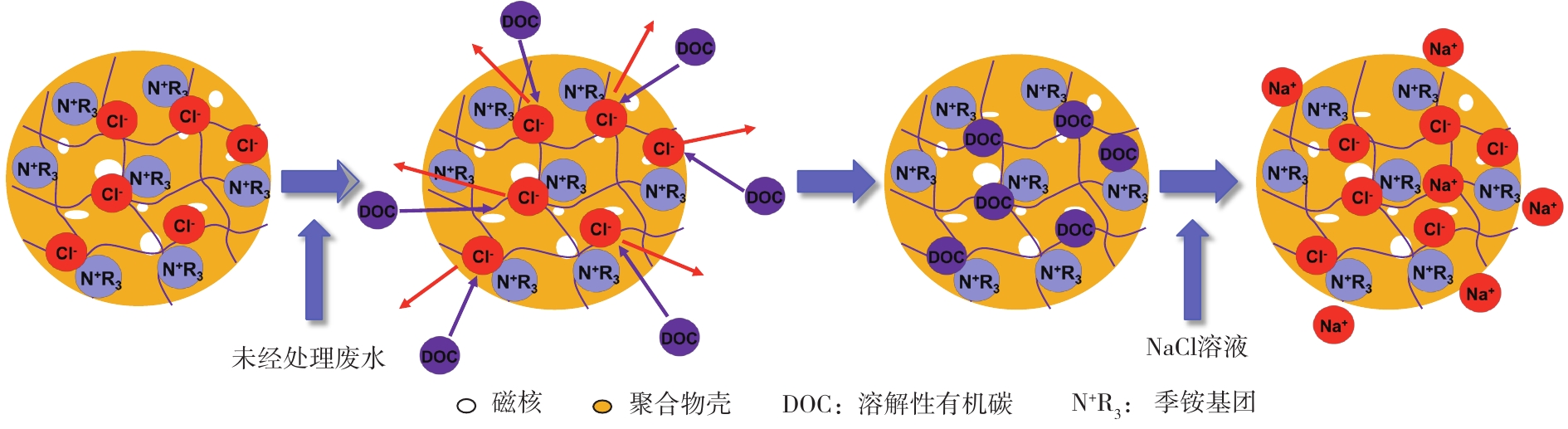
Adsorption and regeneration of magnetic anion exchange resin
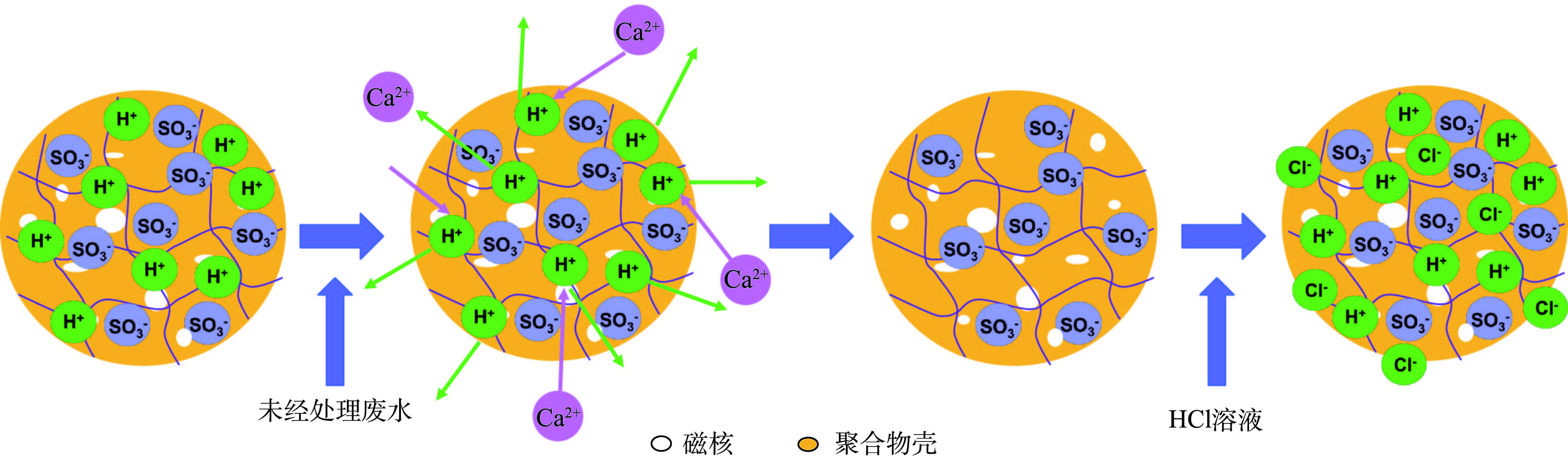
Adsorption and regeneration of magnetic cation exchange resin
Comparison of ammonium adsorption performance and regeneration process of natural zeolite, modified zeolite and synthetic zeolite
Comparison of adsorption performance of zeolite, powder resin and magnetic cation exchange resin for low concentration ammonia nitrogen
| [1] | QIN H J, KEKRE K A, TAO G H, et al. New option of MBR-RO process for production of NEWater from domestic sewage[J]. Journal of Membrane Science, 2006, 272(1/2): 70-77. |
| [2] | JIN Z, GONG H, TEMMINK H, et al. Efficient sewage pre-concentration with combined coagulation microfiltration for organic matter recovery[J]. Chemical Engineering Journal, 2016, 292: 130-138. doi: 10.1016/j.cej.2016.02.024 |
| [3] | CUSICK R D, LOGAN B E. Phosphate recovery as struvite within a single chamber microbial electrolysis cell[J]. Bioresource Technology, 2012, 107: 110-115. doi: 10.1016/j.biortech.2011.12.038 |
| [4] | 张冬娜, 张冬娜, 宋永会, 等. 利用丝光沸石吸附高浓度氨氮的研究[J]. 安全与环境学报, 2006, 6(5): 17-20. doi: 10.3969/j.issn.1009-6094.2006.05.006 |
| [5] | CHEN Y Q, TANG J J, LI W L, et al. Thermal decomposition of magnesium ammonium phosphate and adsorption properties of its pyrolysis products toward ammonia nitrogen[J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 497-503. doi: 10.1016/S1003-6326(15)63630-5 |
| [6] | 赵贤广, 李武, 王金龙, 等. 高浓度氨氮废水处理与氨资源化新技术[J]. 工业水处理, 2011, 31(12): 31-34. doi: 10.11894/1005-829x.2011.31(12).31 |
| [7] | 李丹, 沈存花, 刘佛财, 等. 低浓度氨氮废水处理技术研究进展[J]. 应用化工, 2018, 47(6): 1274-1280. doi: 10.3969/j.issn.1671-3206.2018.06.048 |
| [8] | 曾青云, 薛丽燕, 曾繁钢, 等. 氨氮废水处理技术的研究现状[J]. 有色金属科学与工程, 2018, 9(4): 83-87. |
| [9] | 胡雪飞, 黄万抚. 氨氮废水处理技术研究进展[J]. 金属矿山, 2017(7): 199-203. |
| [10] | 李婵君, 贺剑明. 折点加氯法处理深度处理低氨氮废水[J]. 广东化工, 2013, 40(20): 43-44. doi: 10.3969/j.issn.1007-1865.2013.20.023 |
| [11] | 王鹏, 刘伟藻, 方汉平. 电化学氧化与厌氧技术联用处理垃圾渗沥水[J]. 环境科学, 2001, 22(5): 70-72. doi: 10.3321/j.issn:0250-3301.2001.05.016 |
| [12] | FANG K, GONG H, HE W Y, et al. Recovering ammonia from municipal wastewater by flow-electrode capacitive deionization[J]. Chemical Engineering Journal, 2018, 348: 301-309. doi: 10.1016/j.cej.2018.04.128 |
| [13] | 孔庆瑞, 左建. 天然沸石在环境保护上的应用[J]. 铁道劳动安全卫生与环保, 1987(2): 21. |
| [14] | HUAN J, KANKANAMGE N R, CHOW C, et al. Removing ammonium from water and wastewater using cost-effective adsorbents: A review[J]. Journal of Environmental Sciences (China), 2018, 63: 174-197. doi: 10.1016/j.jes.2017.09.009 |
| [15] | MUMPTON F A. Natural zeolites: A new industrial mineral commodity[M]//SAND L B, MUMPTON F A. Natural Zeolites, Occurrence, Properties, Use. New York: Pergamon Press, 1976: 285-302. |
| [16] | HUANG H, YANG L, XUE Q, et al. Removal of ammonium from swine wastewater by zeolite combined with chlorination for regeneration[J]. Journal of Environmental Management, 2015, 160: 333-341. |
| [17] | LIU M M, XI B D, HOU L A, et al. Magnetic multi-functional nano-fly ash-derived zeolite composites for environmental applications[J]. Journal of Materials Chemistry A, 2013, 41(1): 12617-12626. |
| [18] | 安莹, 王志伟, 张一帆, 等. 天然沸石吸附氨氮的影响因素[J]. 环境工程学报, 2013, 7(10): 3927-3932. |
| [19] | 唐登勇, 郑正, 郭照冰. 改性沸石吸附低浓度氨氮废水及其脱附的研究[J]. 环境工程学报, 2011, 5(2): 293-296. |
| [20] | 左思敏, 荆肇乾, 陶梦妮, 等. 天然沸石和改性沸石在废水处理中的应用研究[J]. 应用化工, 2019, 48(5): 1136-1145. |
| [21] | LIU M M, AN D, HOU L A, et al. Zero valent iron particles impregnated zeolite X composites for adsorption of tetracycline in aquatic environment[J]. RSC Advances, 2015, 125(5): 103480-103487. |
| [22] | OLIVEIRA L C, PETKOWICZ D I, SMANIOTTO A, et al. Magnetic zeolites: A new adsorbent for removal of metallic contaminants from water[J]. Water Research, 2004, 38: 3699-3704. doi: 10.1016/j.watres.2004.06.008 |
| [23] | YUAN M, XIE T, YAN G, et al. Effective removal of Pb2+ from aqueous solutions by magnetically modified zeolite[J]. Powder Technology, 2018, 332: 234-241. doi: 10.1016/j.powtec.2018.03.043 |
| [24] | KARADAG D, KOC Y, TURAN M, et al. Removal of ammonium ion from aqueous solution using natural Turkish clinoptilolite[J]. Journal of Hazardous Materials, 2006, 136: 604-609. doi: 10.1016/j.jhazmat.2005.12.042 |
| [25] | DU Q, LIU S, CAO Z, et al. Ammonia removal from aqueous solution using natural Chinese clinoptilolite[J]. Separation and Purification Technology, 2005, 44: 229-234. doi: 10.1016/j.seppur.2004.04.011 |
| [26] | MARTINS T H, SOUZA T S O, FORESTI E. Ammonium removal from landfill leachate by clinoptilolite adsorption followed by bioregeneration[J]. Journal of Environmental Chemical Engineering, 2017, 5(1): 63-68. doi: 10.1016/j.jece.2016.11.024 |
| [27] | WANG S B, PENG Y L. Natural zeolites as effective adsorbents in water and wastewater treatment[J]. Chemical Engineering Journal, 2010, 156: 11-24. doi: 10.1016/j.cej.2009.10.029 |
| [28] | 王萌, 房春生, 颜昌宙, 等. 沸石的改性及其对氨氮吸附特征[J]. 环境科学研究, 2012, 25(9): 1025-1029. |
| [29] | 曲珍杰, 徐宁. 超声与改性沸石强化处理高浓度氨氮废水[J]. 净水技术, 2017, 36(7): 20-26. |
| [30] | 薛永强, 石太宏, 陈栩迪, 等. 沸石改性及其对水中氨氮去除实验研究[J]. 广东化工, 2015, 23(42): 146-148. |
| [31] | ZIELINSKI M, ZIELINSKA M, DEBOWSKI M. Ammonium removal on zeolite modified by ultrasound[J]. Desalination and Water Treatment, 2015, 57: 8748-8753. |
| [32] | 王曦, 张雪峰, 阙耀华, 等. 粉煤灰水热法合成沸石及其对氨氮吸附性能的研究[J]. 环境工程, 2012, 30(5): 13-16. doi: 10.3969/j.issn.1671-1556.2012.05.004 |
| [33] | 宋卫军, 谢妤. 稻壳沸石的合成及其对氨氮的吸附/脱附动力学[J]. 环境工程学报, 2016, 10(9): 4745-4752. doi: 10.12030/j.cjee.201601043 |
| [34] | SHABAN M, ABUKHADRA M R, NASIEF F M, et al. Removal of ammonia from aqueous solutions, ground water, and wastewater using mechanically activated clinoptilolite and synthetic zeolite-A: Kinetic and equilibrium studies[J]. Water, Air & Soil Pollution, 2017, 228: 450-466. |
| [35] | 王水利, 葛岭梅, 杨建利. 纳米沸石的合成及影响因素[J]. 纳米加工工艺, 2005(2): 182-188. |
| [36] | NAWOG M A, MUHID M N M, MALEK N A N N, et al. Eco-friendly synthesis of nanozeolite NaA from rice husk ash and its efficiency in removing ammonium ions[J]. Key Engineering Materials, 2013, 594-595: 168-172. doi: 10.4028/www.scientific.net/KEM.594-595 |
| [37] | 袁明亮, 谭美易, 闫冠杰. 磁性X沸石的合成及其性能[J]. 过程工程学报, 2009, 9(6): 1210-1215. doi: 10.3321/j.issn:1009-606X.2009.06.031 |
| [38] | LIU H, PENG S, SHU L, et al. Effect of Fe3O4 addition on removal of ammonium by zeolite NaA[J]. Journal of Colloid and Interface Science, 2013, 390: 204-210. doi: 10.1016/j.jcis.2012.09.010 |
| [39] | WIDIASTUTI N, WU H, ANG H M, et al. Removal of ammonium from greywater using natural zeolite[J]. Desalination, 2011, 277: 15-23. doi: 10.1016/j.desal.2011.03.030 |
| [40] | FU L, SHUAN C, LIU F, et al. Rapid removal of copper with magnetic poly-acrylic weak acid resin: Quantitative role of bead radius on ion exchange[J]. Journal of Hazardous Materials, 2014, 272: 102-111. doi: 10.1016/j.jhazmat.2014.02.047 |
| [41] | 查方林, 刘凯, 吴俊杰, 等. 粉末树脂覆盖过滤器在超临界直接空冷机组中的应用[J]. 湖南电力, 2015, 35(6): 48-52. doi: 10.3969/j.issn.1008-0198.2015.06.013 |
| [42] | BOYER T H, SINGER P C. A pilot-scale evaluation of magnetic ion exchange treatment for removal of natural organic material and inorganic anions[J]. Water Research, 2006, 40: 2865-2876. doi: 10.1016/j.watres.2006.05.022 |
| [43] | 周志丹. 粉末树脂过滤技术在直接空冷机组凝结水精处理中的应用[J]. 吉林电力, 2014, 42(5): 8-9. doi: 10.3969/j.issn.1009-5306.2014.05.003 |
| [44] | YARNELL P A. Powdered resins: Continuous ion exchange[M]//YARNELL P A. Encyclopedia of Separation Science. Elsevier, 2015: 3973-398. |
| [45] | LEVENDUSKY J A. Process for purifying liquid and particulate ion exchange material used therefor: 3250702A[P]. 1966-03-08. |
| [46] | 陈磊. 粉末树脂过滤器在凝结水精处理系统中的应用[J]. 设备管理与维修, 2009(6): 22-24. doi: 10.3969/j.issn.1001-0599.2009.06.010 |
| [47] | 李长海, 党小建, 裴胜, 等. 粉末树脂过滤器在凝结水精处理系统中的应用[J]. 给水排水, 2015, 41(5): 51-54. doi: 10.3969/j.issn.1002-8471.2015.05.012 |
| [48] | 史勉. 粉末树脂过滤器在直接空冷机组凝结水精处理系统中的应用[J]. 电力建设, 2009, 30(6): 69-71. doi: 10.3969/j.issn.1000-7229.2009.06.018 |
| [49] | 涂孝飞, 张建斌, 杨彦科. 粉末树脂过滤器+高速混床精处理系统在超临界空冷机组的应用[J]. 水处理技术, 2014, 40(6): 117-122. |
| [50] | 王应高, 刘金明, 靳丽霞, 等. 国产粉末离子交换树脂的工业应用[J]. 热力发电, 2009, 38(10): 64-67. doi: 10.3969/j.issn.1002-3364.2009.10.064 |
| [51] | TOMITA J, YAMAOTO M, NOZAKI T, et al. Determination of low-level radiostrontium, with emphasis on in situ pre-concentration of Sr from large volume of freshwater sample using Powdex resin[J]. Journal of Environmental Radioactivity, 2015, 146: 88-93. doi: 10.1016/j.jenvrad.2015.04.011 |
| [52] | 张红. 凝结水精处理覆盖过滤器漏粉末树脂的原因及处理措施[J]. 清洗世界, 2015, 31(5): 42-45. doi: 10.3969/j.issn.1671-8909.2015.05.011 |
| [53] | 王志杰, 宫徽, 王凯军. 离子交换富集回收生活污水超滤膜滤后出水的氨氮[J]. 环境工程学报, 2017, 11(5): 2633-2639. doi: 10.12030/j.cjee.201608036 |
| [54] | KITIS M, ?LKER HARMAN B, YIGIT N O, et al. The removal of natural organic matter from selected Turkish source waters using magnetic ion exchange resin (MIEX?)[J]. Reactive and Functional Polymers, 2007, 67: 1495-1504. doi: 10.1016/j.reactfunctpolym.2007.07.037 |
| [55] | FEARING D A, BANKS J, GUYETAND S, et al. Combination of ferric and MIEXs for the treatment of a humic rich water[J]. Water Research, 2004, 38: 2551-2558. doi: 10.1016/j.watres.2004.02.020 |
| [56] | BOYER T H, SINGER P C. Bench-scale testing of a magnetic ion exchange resin for removal of disinfection by-product precursors[J]. Water Research, 2005, 39: 1265-1276. doi: 10.1016/j.watres.2005.01.002 |
| [57] | 张全兴, 张政朴, 李爱民, 等. 我国离子交换与吸附树脂的发展历程回顾与展望[J]. 高分子学报, 2018(7): 814-828. doi: 10.11777/j.issn1000-3304.2018.17317 |
| [58] | JOHNSON C J, SINGER P C. Impact of a magnetic ion exchange resin on ozone demand and bromate formation during drinking water treatment[J]. Water Research, 2004, 38: 3738-3750. doi: 10.1016/j.watres.2004.06.021 |
| [59] | 王琼杰, 王津南, 李爱民, 等. MIEX?在饮用水净化中的应用研究进展[J]. 离子交换与吸附, 2012, 28(3): 282-288. |
| [60] | BOYER T H, SINGER P C, AIKEN G R. Removal of dissolved organic matter by anion exchange effect of dissolved organic matter properties[J]. Environmental Science & Technology, 2008, 42: 7431-7437. |
| [61] | HANS R, SENANAYAKE G, DHARMASIRI L C S, et al. A preliminary batch study of sorption kinetics of Cr(VI) ions from aqueous solutions by a magnetic ion exchange (MIEX?) resin and determination of film/pore diffusivity[J]. Hydrometallurgy, 2016, 164: 208-218. doi: 10.1016/j.hydromet.2016.06.007 |
| [62] | KITIS M, HARMAN B I, YIGIT N O, et al. The removal of natural organic matter from selected Turkish source waters using magnetic ion exchange resin (MIEX?)[J]. Reactive & Functional Polymers, 2007, 67: 1495-1504. |
| [63] | SHUANG C, LI P, LI A, et al. Quaternized magnetic microspheres for the efficient removal of reactive dyes[J]. Water Research, 2012, 46: 4417-4426. doi: 10.1016/j.watres.2012.05.052 |
| [64] | NGUVEN T V, ZHANG R, VIGNESWARAN S, et al. Removal of organic matter from effluents by magnetic ion exchange (MIEX?)[J]. Desalination, 2011, 276: 96-102. doi: 10.1016/j.desal.2011.03.028 |
| [65] | WANG T Y, PAN X, BEN W W, et al. Adsorptive removal of antibiotics from water using magnetic ion exchange resin[J]. Journal of Environmental Sciences, 2017, 52: 111-117. doi: 10.1016/j.jes.2016.03.017 |
| [66] | SLUNJSKI M, CADEE K, TATTERSALL J. MIEX? resin water treatment process[J]. Proceedings of Aquatech, 2000, 26: 29. |
| [67] | HU X W, CHEN K, LAI X K, et al. Treatment of pretreated coal gasification wastewater (CGW) by magnetic polyacrylic anion exchange resin[J]. Journal of Environmental Chemical Engineering, 2016, 4: 2040-2044. doi: 10.1016/j.jece.2016.02.018 |
| [68] | SHI P, MA R, ZHOU Q. Chemical and bioanalytical assessments on drinking water treatments by quaternized magnetic microspheres[J]. Journal of Hazardous Materials, 2015, 285: 53-60. doi: 10.1016/j.jhazmat.2014.09.047 |
| [69] | TANG Y L, LIANG S, GUO H C, et al. Adsorptive characteristics of perchlorate from aqueous solutions by MIEX resin[J]. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 2013, 417: 26-31. |
| [70] | HUMBERT H, GALLARD H, SUTY H, et al. Natural organic matter (NOM) and pesticides removal using a combination of ion exchange resin and powdered activated carbon (PAC)[J]. Water Research, 2008, 42: 1635-1643. doi: 10.1016/j.watres.2007.10.012 |
| [71] | DING L, LU X, DENG H P, et al. Adsorptive removal of 2, 4-dichlorophenoxyacetic acid (2, 4-D) from aqueous solutions using MIEX resin[J]. Industrial & Engineering Chemistry Research, 2012, 51: 11226-11235. |
| [72] | JHA A K, BOSE A, DOWNEY J P. Removal of As (V) and Cr (VI) ions from aqueous solution using a continuous, hybrid field-gradient magnetic separation device[J]. Separation Science and Technology, 2006, 41: 3297-3312. doi: 10.1080/01496390600915007 |
| [73] | SONG W, GAO B, XU X, et al. Adsorption-desorption behavior of magnetic amine/Fe3O4 functionalized biopolymer resin towards anionic dyes from wastewater[J]. Bioresource Technology, 2016, 210: 123-130. doi: 10.1016/j.biortech.2016.01.078 |
| [74] | BRAUN K, CRUAUX L, FABRIS R, et al. Comparison of coagulation and MIEX pre-treatment processes for bacterial and turbidity removal, utilizing real-time optical monitoring techniques[J]. Environmental Technology, 2014, 35: 1038-1045. doi: 10.1080/09593330.2013.859737 |
| [75] | ALLPIKE B P, HEITZ A, JOLL C A, et al. Size exclusion chromatography to characerise DOC removal in drinking water treatment[J]. Environmental Science & Technology, 2005, 39: 2334-2342. |
| [76] | ZHANG R, VIGNESWARAN S, NGO H, et al. Fluidized bed magnetic ion exchange (MIEX?) as pre-treatment process for a submerged membrane reactor in wastewater treatment and reuse[J]. Desalination, 2008, 227: 85-93. doi: 10.1016/j.desal.2007.05.037 |
| [77] | HUMBERT H, GALLARD H, JACQUEMET V, et al. Combination of coagulation and ion exchange for the reduction of UF fouling properties of a high DOC content surface water[J]. Water Research, 2007, 41: 3803-3811. doi: 10.1016/j.watres.2007.06.009 |
| [78] | CHO J, AMY G, PELLEGRINO J. Membrane filtration of natural organic matter factors and mechanisms affecting rejection and flux decline with charged ultrafiltration (UF) membrane[J]. Journal of Membrane Science, 2000, 164: 89-110. doi: 10.1016/S0376-7388(99)00176-3 |
| [79] | JUTAPORN P, SINGER P C, CORY R M, et al. Minimization of short-term low-pressure membrane fouling using a magnetic ion exchange (MIEX?) resin[J]. Water Research, 2016, 98: 225-234. doi: 10.1016/j.watres.2016.04.007 |
| [80] | FABRIS R, LEE E K, CHOW CW K, et al. Pre-treatments to reduce fouling of low pressure micro-filtration (MF) membranes[J]. Journal of Membrane Science, 2007, 289: 231-240. doi: 10.1016/j.memsci.2006.12.003 |
| [81] | HUANG H, CHO H H, JACANGELO J G, et al. Mechanisms of membrane fouling control by integrated magnetic ion exchange and coagulation[J]. Environmental Science & Technology, 2012, 46: 10711-10717. |
| [82] | PRAMANIK B K, RODDICK F A, FAN L. Combining coagulation/MIEX with biological activated carbon treatment to control organic fouling in the microfiltration of secondary effluent[J]. Membranes, 2016, 6: 39-53. doi: 10.3390/membranes6030039 |
| [83] | PLEWA M J, SIMMONS J E, RICHARDSON S D, et al. Mammalian cell cytotoxicity and genotoxicity of the haloacetic acids, a major class of drinking water disinfection by-products[J]. Environmental and Molecular Mutagenesis, 2010, 51: 871-878. doi: 10.1002/em.v51:8/9 |
| [84] | WERT E C, EDWARDS-BRANDT J C, SINGER P C, et al. Evaluating magnetic ion exchange resin MIEX pretreatment to increase ozone disinfection and reduce bromate formation[J]. Ozone: Science & Engineering, 2005, 27: 371-379. |
| [85] | BOYER T H, GRAF K C, COMSTOCK S E H, et al. Magnetic ion exchange treatment of stabilized landfill leachate[J]. Chemosphere, 2011, 83: 1220-1227. doi: 10.1016/j.chemosphere.2011.03.040 |
| [86] | LI Q M, WANG Z, LI Q, et al. Competition and enhancement effect in coremoval of atenolol and copper by an easily regenerative magnetic cation exchange resin[J]. Chemosphere, 2017, 179: 1-9. doi: 10.1016/j.chemosphere.2017.03.005 |
| [87] | ZHANG M C, LI A M, ZHOU Q, et al. Preparation and high reusability of a novel acid-resistant magnetic weak acid resin for Ni2+ removal[J]. Industrial & Engineering Chemistry Research, 2014, 53: 340-345. |
| [88] | LI Q, FU L, WANG Z, et al. Synthesis and characterization of a novel magnetic cation exchange resin and its application for efficient removal of Cu2+ and Ni2+ from aqueous solutions[J]. Journal of Cleaner Production, 2017, 165: 801-810. doi: 10.1016/j.jclepro.2017.06.150 |
| [89] | APELL J N, BOYER T H. Combined ion exchange treatment for removal of dissolved organic matter and hardness[J]. Water Research, 2010, 44: 2419-2430. doi: 10.1016/j.watres.2010.01.004 |
| [90] | INDARAWIS K, BOYER T H. Alkaline earth metal cation exchange: Effect of mobile counterion and dissolved organic matter[J]. Environmental Science & Technology, 2012, 46: 4591-4598. |
| [91] | FU L C, LIU F Q, MA Y, et al. High-efficient technique to simultaneous removal of Cu(II), Ni(II) and tannic acid with magnetic resins: Complex mechanism behind integrative application[J]. Chemical Engineering Journal, 2015, 263: 83-91. doi: 10.1016/j.cej.2014.11.041 |
| [92] | COMSTOCK S E H, BOYER T H. Combined magnetic ion exchange and cation exchange for removal of DOC and hardness[J]. Chemical Engineering Journal, 2014, 241: 366-375. doi: 10.1016/j.cej.2013.10.073 |
| [93] | ARIAS-PAIC M, CAWLEY K M, BYG S, et al. Enhanced DOC removal using anion and cation ion exchange resins[J]. Water Research, 2016, 88: 981-989. doi: 10.1016/j.watres.2015.11.019 |
| [94] | NEALE P A, MASTRUP M, BORGMANN T, et al. Sorption of micropollutant estrone to a water treatment ion exchange resin[J]. Journal of Environmental Monitoring, 2010, 12: 311-317. doi: 10.1039/B913338K |
| [95] | 彭佳乐. 新型铜基离子交换树脂处理氨氮废水的研究[D]. 长沙: 中南大学, 2009. |
| [96] | 周康根, 陈泉洲, 姜科, 等. 铜负载螯合树脂对氨氮的解吸及循环吸附性能[J]. 中南大学学报, 2015, 46(11): 3999-4003. doi: 10.11817/j.issn.1672-7207.2015.11.004 |
| [97] | 李曦, 靳艳巧, 张超灿. 磁性螯合树脂的悬浮缩聚合成及吸附性能研究[J]. 武汉理工大学学报, 2004, 26(11): 1-4. doi: 10.3321/j.issn:1671-4431.2004.11.001 |
| [98] | SARIOGLU M. Removal of ammonium from municipal wastewater using natural Turkish (Dogantepe) zeolite[J]. Separation and Purification Technology, 2005, 41: 1-11. doi: 10.1016/j.seppur.2004.03.008 |
| [99] | ZHANG W, ZHOU Z, AN Y, et al. Optimization for zeolite regeneration and nitrogen removal performance of a hypochlorite-chloride regenerant[J]. Chemosphere, 2017, 178: 565-572. doi: 10.1016/j.chemosphere.2017.03.091 |
| [100] | LEI X, LI M, ZHANG Z, et al. Electrochemical regeneration of zeolites and the removal of ammonia[J]. Journal of Hazardous Materials, 2009, 169: 746-750. doi: 10.1016/j.jhazmat.2009.04.012 |
| [101] | 徐丽花, 周琪. 沸石去除废水中氨氮及其再生[J]. 中国给水排水, 2003, 19(3): 24-26. doi: 10.3321/j.issn:1000-4602.2003.03.008 |
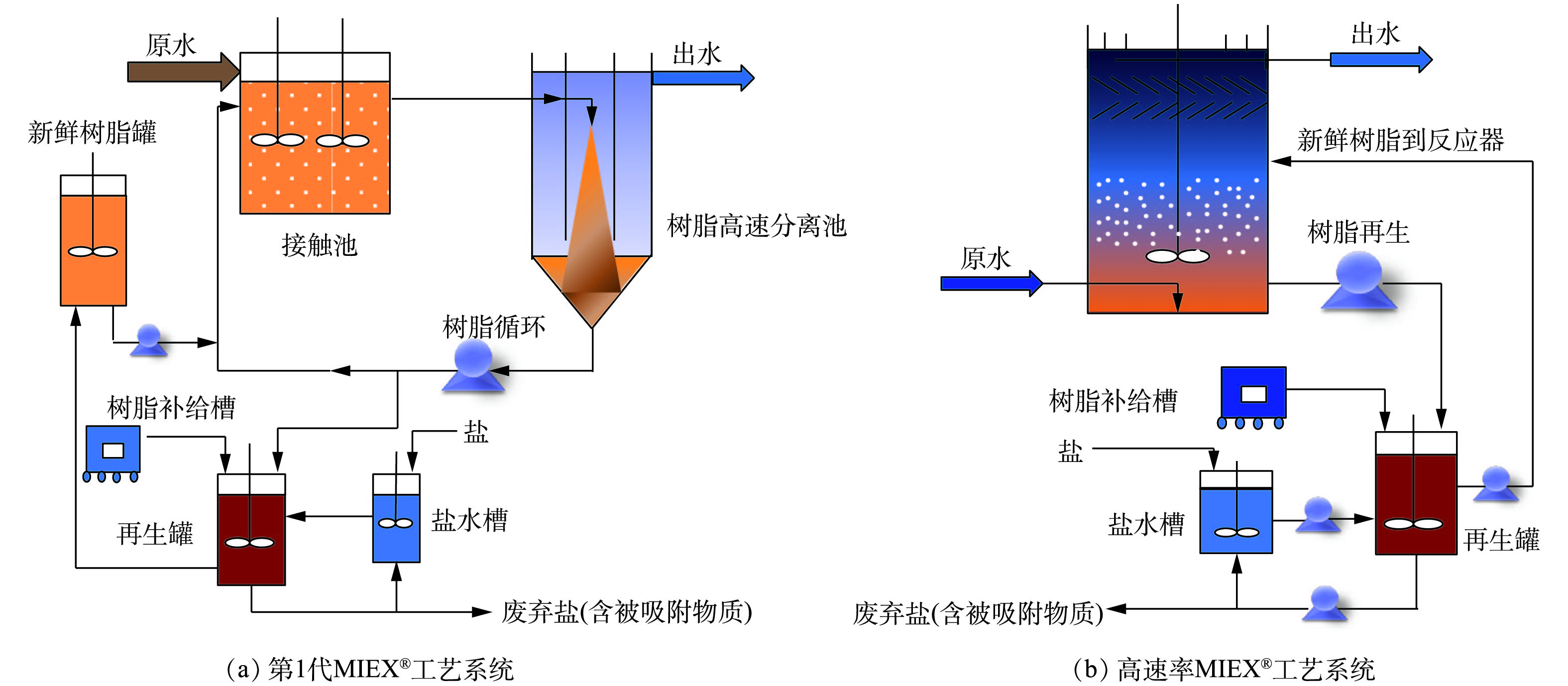
| [102] | 焦茹媛, 许志珍, 王东升. 磁性离子交换(MIEX)树脂的研究与应用现状[J]. 中国给水排水, 2015, 31(6): 1-6. |
| [103] | 卢宁, 张东, 潘为平, 等. 磁性离子交换树指MIEX去除黄浦江原水中有机物[J]. 净水技术, 2011, 30(1): 25-48. doi: 10.3969/j.issn.1009-0177.2011.01.007 |
| [104] | 潘若平, 邓慧萍. 磁性离子交换树脂在饮用水预处理中的应用[J]. 工业用水与废水, 2009, 40(2): 63-67. doi: 10.3969/j.issn.1009-2455.2009.02.018 |
| [105] | SHORROCK K, DRAGE B. A pilot plant evaluation of the magnetic ion exchanges process for the removal of dissolved organic carbon at Draycote water treatment works[J]. Water and Environment Journal, 2006, 20: 65-70. doi: 10.1111/wej.2006.20.issue-2 |

 下载:
下载:  点击查看大图
点击查看大图