Factors analysis for affecting the formation and emission of ammonium sulfate particles in ammonia desulfurization process
XIAO Yujun1,, ZOU Yihui1,,, LI Caiting2 1.Central China Electric Power Test and Research Institute Co. Ltd., China Energy Engineering Group, Changsha 410005, China 2.College of Environmental Science and Engineering, Hunan University, Changsha 410082, China
Abstract:Aiming at the phenomenon of high concentration of ammonium sulfate particles in the outlet of the process of ammonia desulphurization, the ammonium sulfate concentration of the clean flue gas from the ammonia desulfurizing tower before and after its structure optimization was tested under different operating conditions. The influences of the flue gas treatment capacity, the solid content of seriflux, the flue gas temperature and the elution of fresh water on the variations of the ammonium sulfate concentration were analyzed, and a new idea for the ammonia desulphurization technological transformation was proposed. The results showed that ammonium sulfate could penetrate the sampled filter membrane and filter cartridge. Before and after the structure optimization, the ammonium sulfate concentration in the outlet increased with the increase of boiler loading, and its increase accelerated with the increase of the solid content of seriflux (5% to 45%), then decelerated as the solid content of seriflux increased from 45% to 55%. It decreased with the increase of the elution of fresh water. The solid content of seriflux and the temperature of flue gas were the key factors affecting the crystal precipitation of ammonium sulfate and the escape of ammonium sulfate in the outlet. Therefore, the new ideas for the technological transformation were as follows: reducing the flue gas temperature and the running time at the high solid content of seriflux. Key words:ammonia desulphurization/ structural modification/ ammonium sulfate escape/ solid content of seriflux.
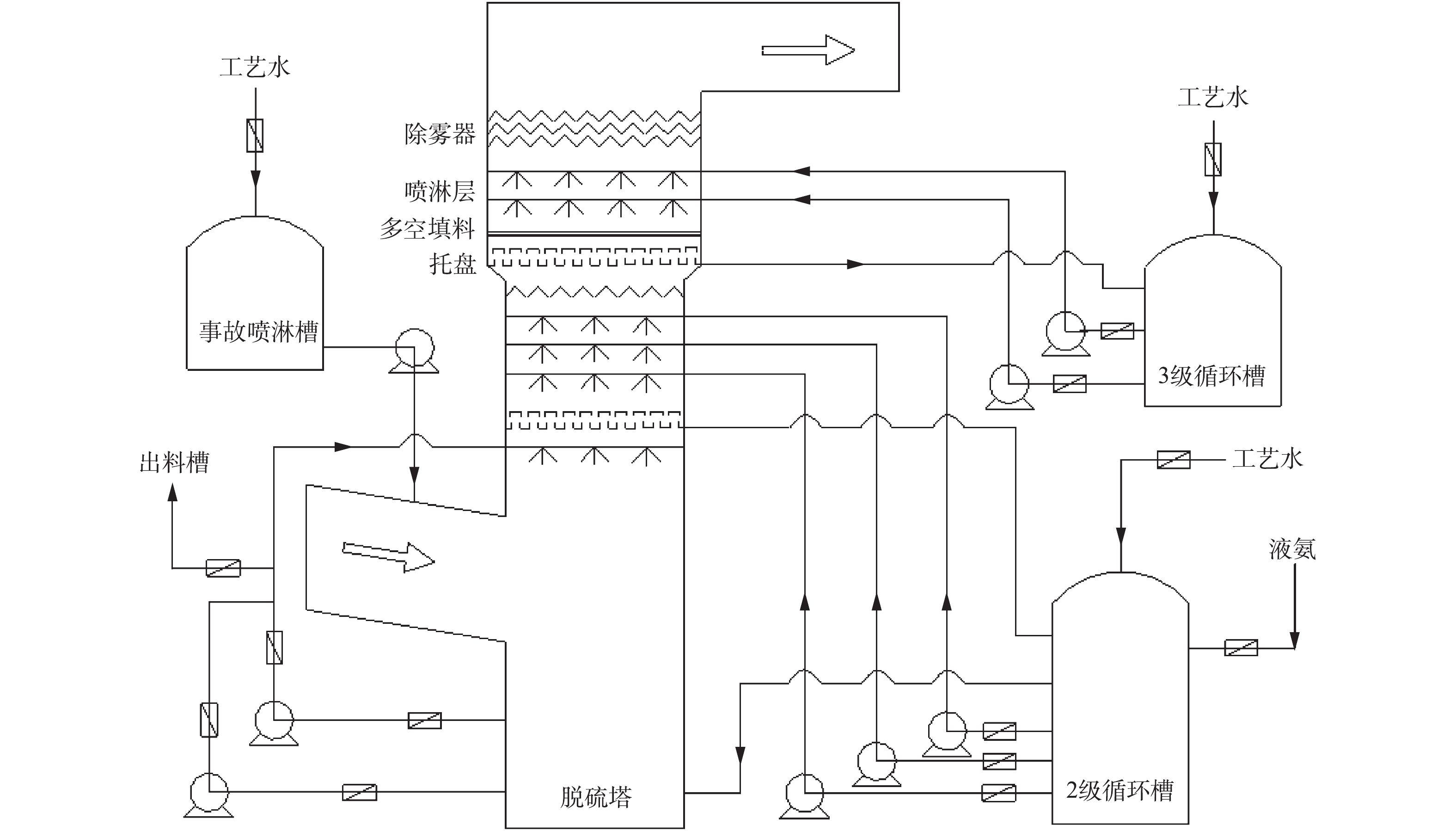
图1氨法脱硫塔系统示意图 Figure1.Schematic diagram of the ammonia desulfurizing tower
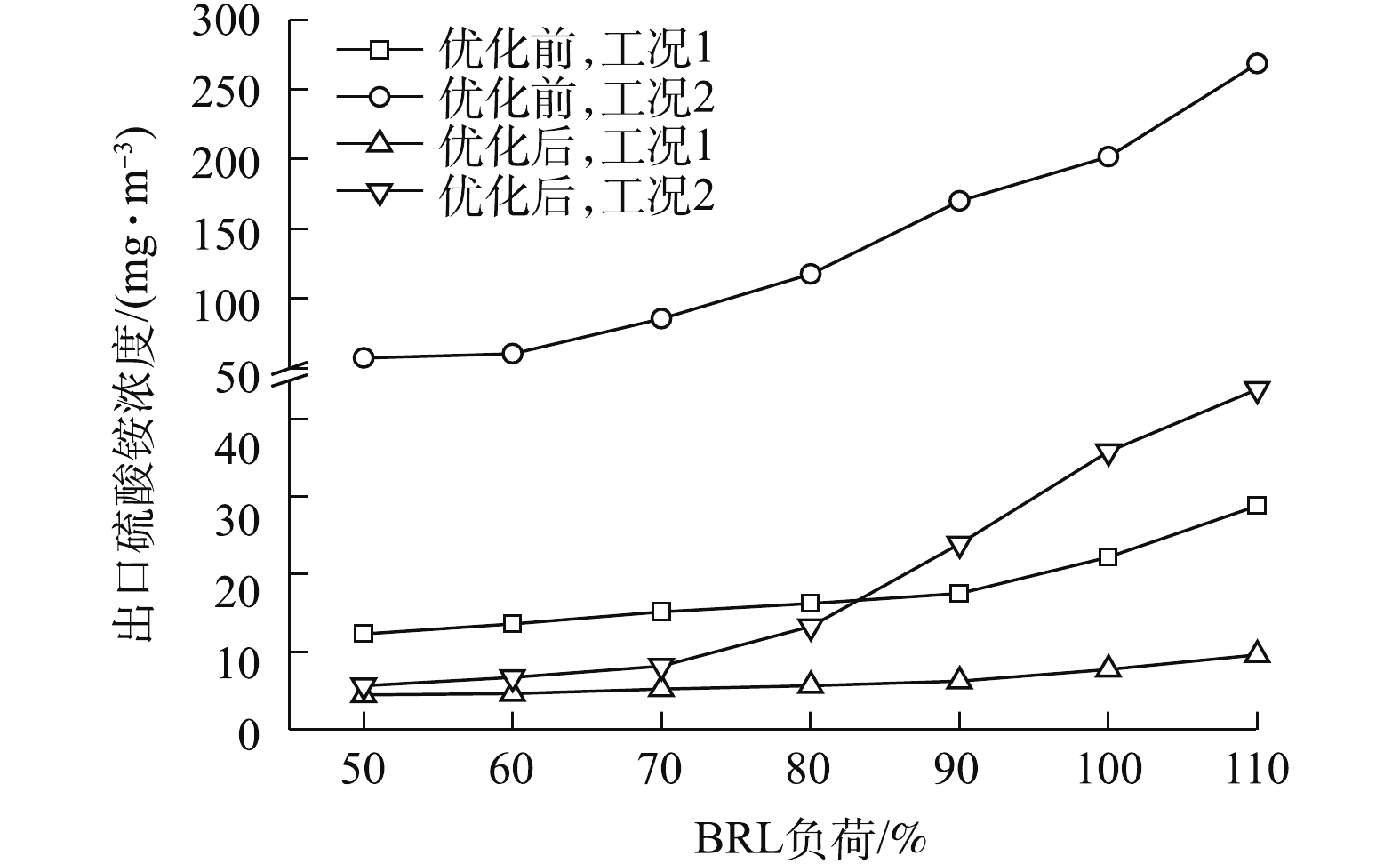
图2结构优化前、后出口硫酸铵浓度与负荷的关系 Figure2.Relationship between the ammonium sulfate concentration of outlet and the boiler loading before and after structure optimization
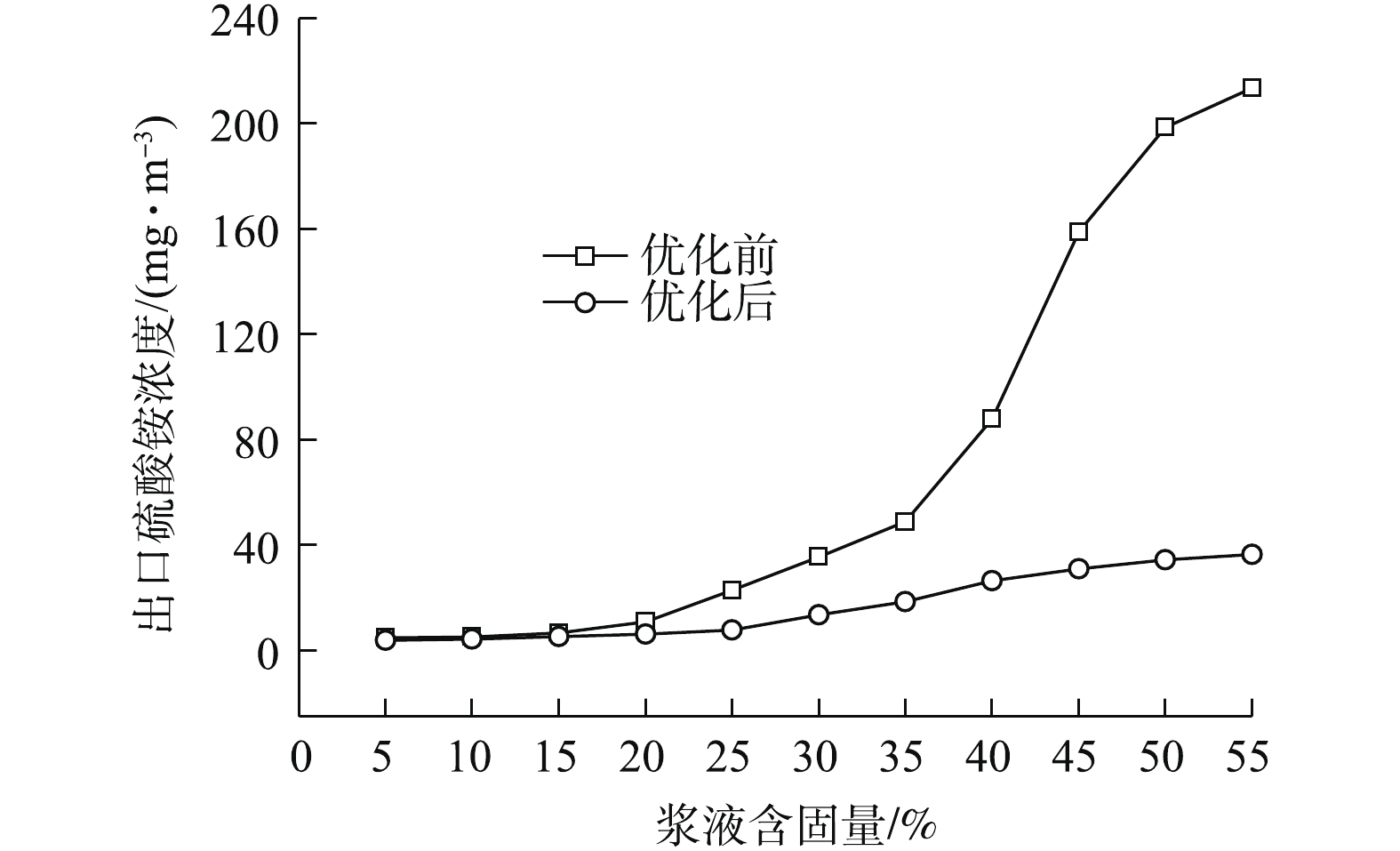
图3结构优化前、后出口硫酸铵浓度与浆液含固量的关系 Figure3.Relationship between the ammonium sulfate concentration of outlet and the solid content of seriflux before and after structure optimization
CORIO L A, SHERWELL J. In-stack condensable particulate matter measurements and issues[J]. Journal of the Air & Waste Management Association, 2000, 50(2): 207-218.
1.Central China Electric Power Test and Research Institute Co. Ltd., China Energy Engineering Group, Changsha 410005, China 2.College of Environmental Science and Engineering, Hunan University, Changsha 410082, China Received Date: 2019-07-24 Accepted Date: 2019-09-27 Available Online: 2020-06-10 Keywords:ammonia desulphurization/ structural modification/ ammonium sulfate escape/ solid content of seriflux Abstract:Aiming at the phenomenon of high concentration of ammonium sulfate particles in the outlet of the process of ammonia desulphurization, the ammonium sulfate concentration of the clean flue gas from the ammonia desulfurizing tower before and after its structure optimization was tested under different operating conditions. The influences of the flue gas treatment capacity, the solid content of seriflux, the flue gas temperature and the elution of fresh water on the variations of the ammonium sulfate concentration were analyzed, and a new idea for the ammonia desulphurization technological transformation was proposed. The results showed that ammonium sulfate could penetrate the sampled filter membrane and filter cartridge. Before and after the structure optimization, the ammonium sulfate concentration in the outlet increased with the increase of boiler loading, and its increase accelerated with the increase of the solid content of seriflux (5% to 45%), then decelerated as the solid content of seriflux increased from 45% to 55%. It decreased with the increase of the elution of fresh water. The solid content of seriflux and the temperature of flue gas were the key factors affecting the crystal precipitation of ammonium sulfate and the escape of ammonium sulfate in the outlet. Therefore, the new ideas for the technological transformation were as follows: reducing the flue gas temperature and the running time at the high solid content of seriflux.

 下载:
下载:  点击查看大图
点击查看大图