Parameters optimization of thermal desorption process treating oil-based cuttings
LIU Yucheng1,,, WANG Maoren1, LI Yonggang2, ZHU Guo3 1.College of Chemistry and Chemical Engineering, Southwest Petroleum University, Chengdu 610500, China 2.Petro China Xinjiang Oilfield Branch Development Corporation, Karamay 834000, China 3.Southwest Oil and Gas Branch Mining No. 2 Factory, China Petrochemical Co. Ltd., Langzhong 637400, China
Abstract:In order to explore ways to reduce energy consumption in thermal desorption equipment, the process parameters optimization of the thermal desorption process treating oil-based cuttings in a well of Xinjiang Oilfield was studied. The result showed that under the standard of residual oil content less than 2%, when the heating temperature, residence time, and solid phase content of oil-based cuttings were in range of 350~550 °C, 35~55 min, and 60%~90%, respectively, the residual oil content after thermal desorption treating the oil-based cuttings could meet the requirements. Among the above ranges, energy consumption was taken as the evaluation index, the study with the response surface method indicated that the interaction terms of single factor variables had significant impacts on the energy consumption. When the heating temperature decreased from 550 °C to 430 °C, and the residence time decreased from 45 min to 40 minutes, the energy consumption could be saved by 17.47%, and the residual oil content reached less than 0.3%. This research shows that adjusting the process parameters of thermal desorption energy could achieve saving and consumption reduction on the premise of meeting the standard for the residual oil content after thermal desorption treating the oil-based cuttings, aiming at providing support for the reasonable setting of the operating parameters of the thermal desorption device treating oil-based cuttings. Key words:oil-based cuttings/ thermal desorption/ response surface methodology/ process parameters optimization/ energy.
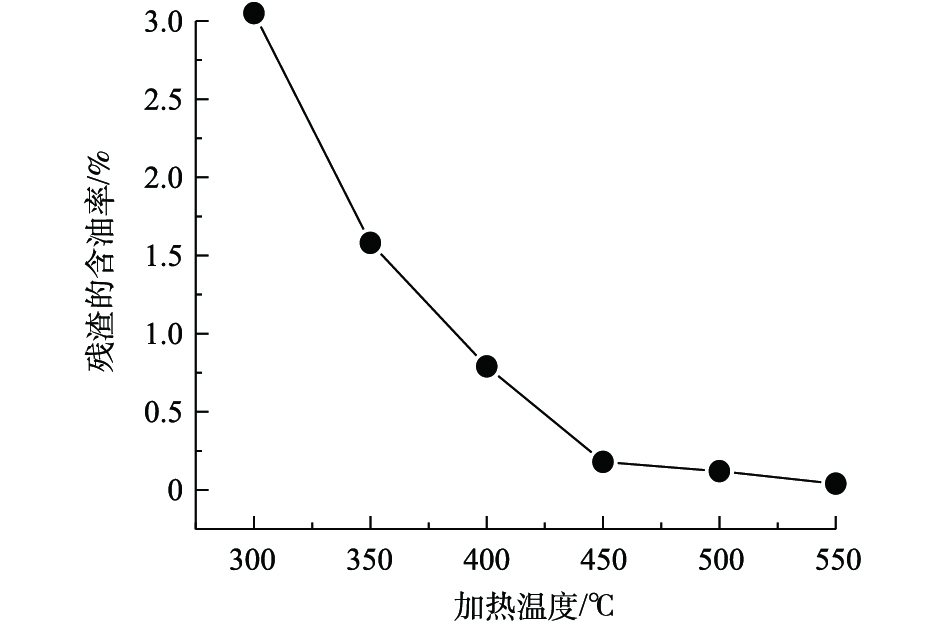
图1不同加热温度处理油基岩屑后残渣含油率的影响 Figure1.Effect of different heating temperatures on the residual oil content after heating oil-based cuttings
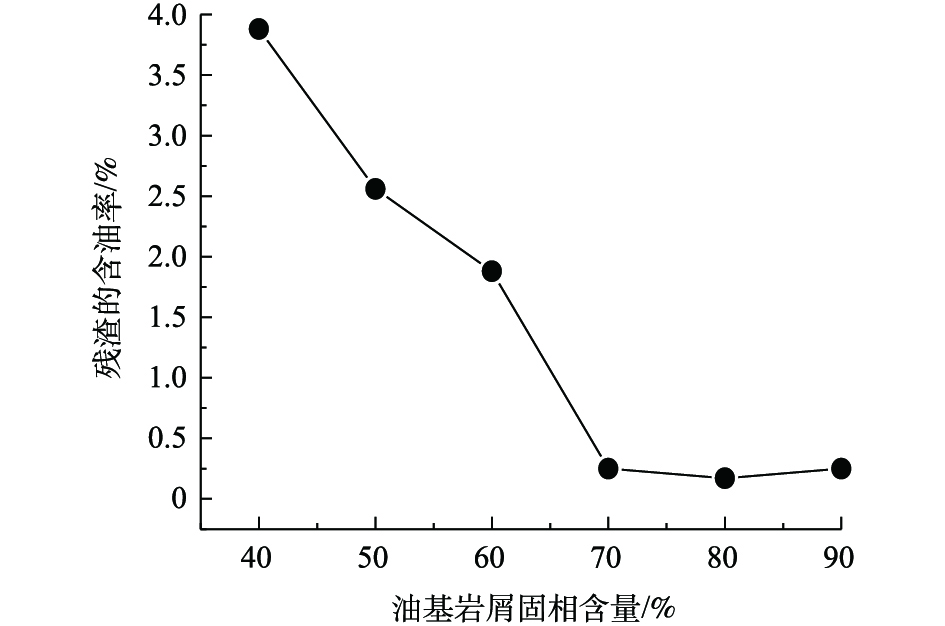
图3不同油基岩屑固相含量对油基岩屑加热后残渣的含油率的影响 Figure3.Effect of solid content of different oil-based cuttings on the residual oil content after heating oil-based cuttings
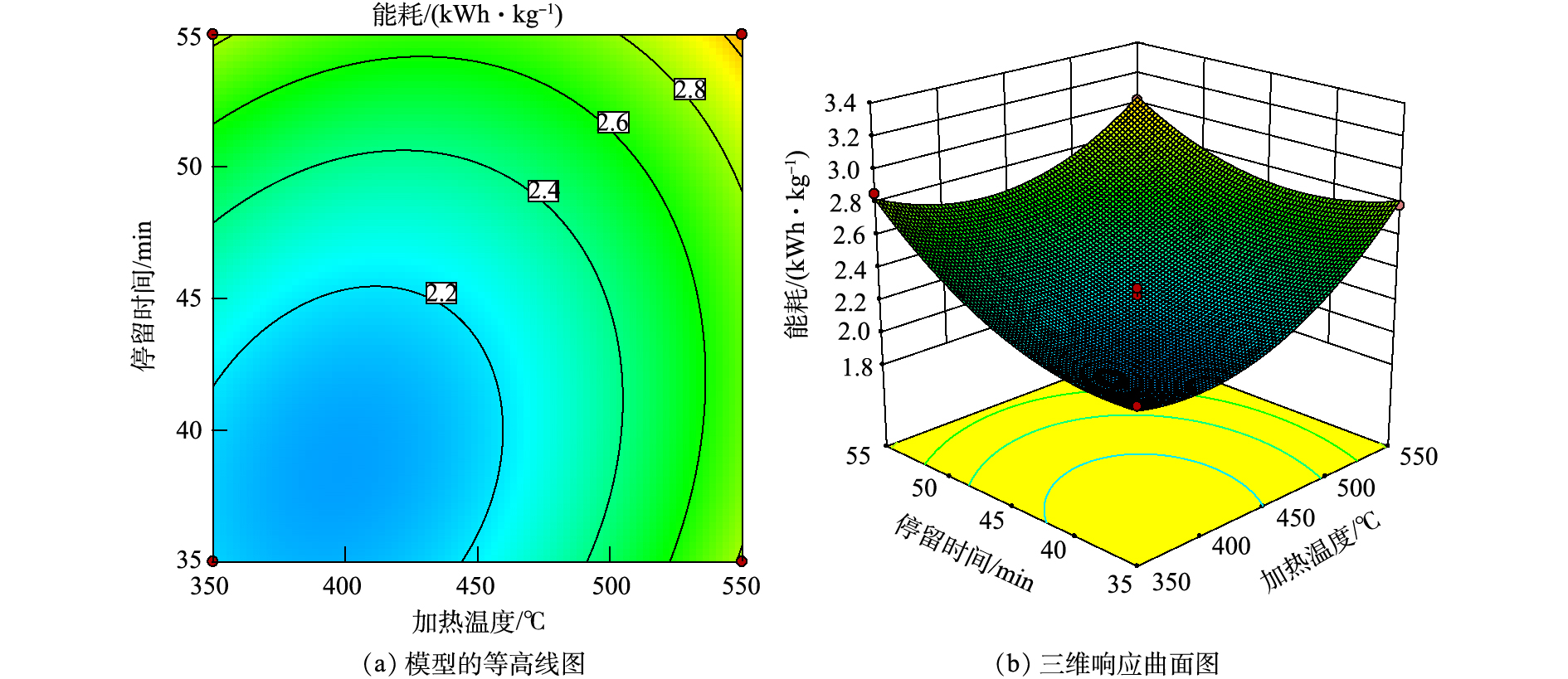
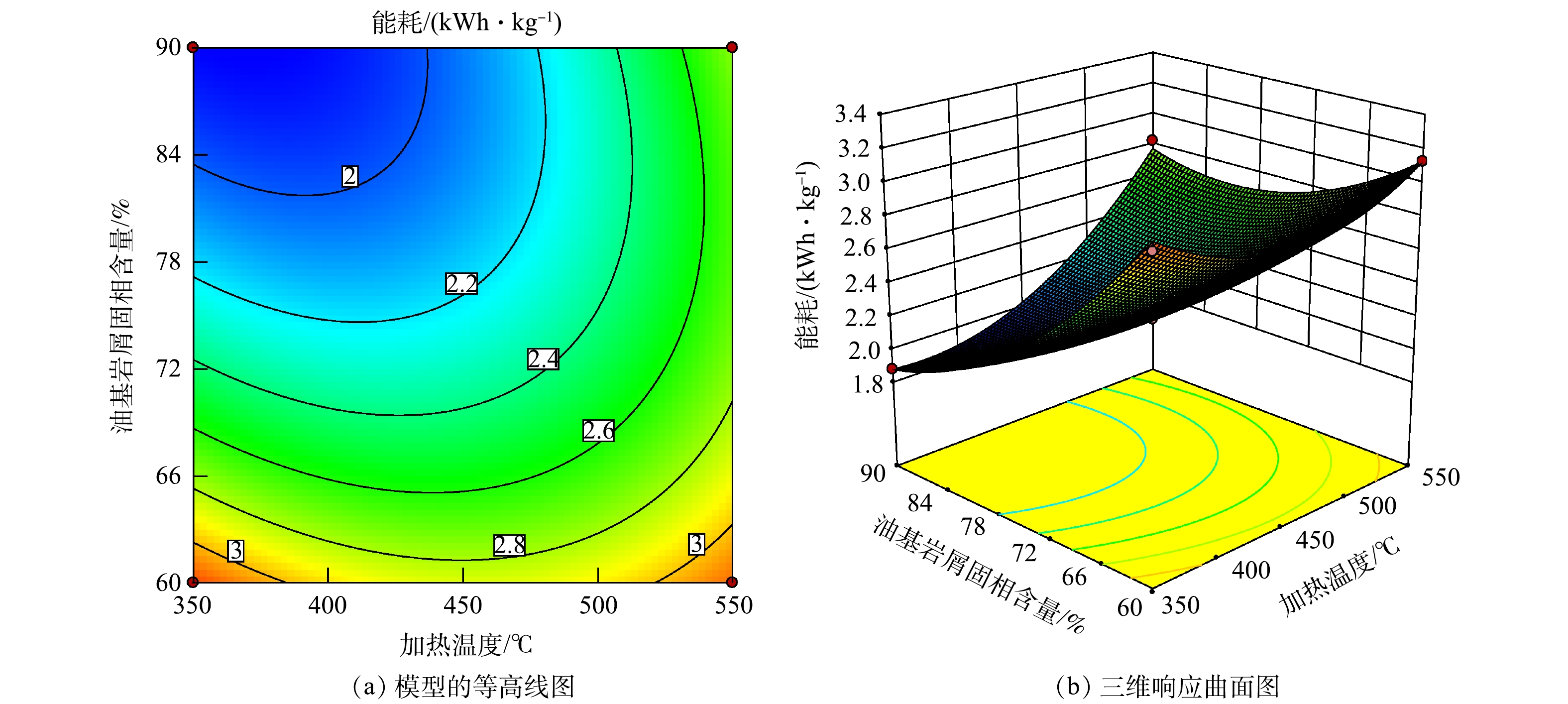
图5加热温度与油基岩屑固相含量对能耗影响的等高线与响应曲面图 Figure5.Response surface and contour plot for the effects of heating temperature and solid phase content on power consumption
HENRY L A, HARRIES D, KINGSTON P, et al. Historic scale and persistence of drill cuttings impacts on North Sea benthos[J]. Marine Environmental Research, 2017, 129: 219-228. doi: 10.1016/j.marenvres.2017.05.008
[9]
XU T T, WANG L A, WANG X, et al. Heavy metal pollution of oil-based drill cuttings at a shale gas drilling field in Chongqing, China: A human health risk assessment for the workers[J]. Ecotoxicology and Environmental Safety, 2018, 165: 160-163. doi: 10.1016/j.ecoenv.2018.08.104
[10]
DENOYELLE M, JORISSEN F J, MARTIN D, et al. Comparison of benthic foraminifera and macrofaunal indicators of the impact of oil-based drill mud disposal[J]. Marine Pollution Bulletin, 2010, 60(11): 2007-2021. doi: 10.1016/j.marpolbul.2010.07.024
VIDONISH J E, ZYGOURAKIS K, MASIELLO C A, et al. Thermal treatment of hydrocarbon-Impacted soils: A review of technology innovation for sustainable remediation[J]. Engineering, 2016, 2(4): 426-437. doi: 10.1016/J.ENG.2016.04.005
[13]
CHENG Z, YAN D, YU P F, et al. Thermal desorption for remediation of contaminated soil: A review[J]. Chemosphere, 2019: 841-855.
[14]
BRIEN P O, DESUTTR T M, FRANCIS X M, et al. Thermal remediation alters soil properties: A review[J]. Journal of Environmental Management, 2018, 206: 826-835. doi: 10.1016/j.jenvman.2017.11.052
[15]
HOU Y F, QI S D, YOU H P, et al. The study on pyrolysis of oil-based drilling cuttings by microwave and electric heating[J]. Journal of Environmental Management, 2018, 228(9): 312-318.
FALCIGLIA P P, GIUSTRA M G, VAGLIASINDI F G. Low-temperature thermal desorption of diesel polluted soil: Influence of temperature and soil texture on contaminant removal kinetics[J]. Journal of Hazardous Materials, 2011, 185: 392-400. doi: 10.1016/j.jhazmat.2010.09.046
[19]
HOU Y F, QI S D, YOU H P, et al. The study on pyrolysis of oil-based drilling cuttings by microwave and electric heating[J]. Journal of Environmental Management, 2018, 228: 312-318. doi: 10.1016/j.jenvman.2018.09.040
HU G J, LI J B, ZHANG X Y, et al. Investigation of waste biomass co-pyrolysis with petroleum sludge using a response surface methodology[J]. Journal of environmental management, 2017, 192: 234-242.
[26]
SAKTHIVEL R, RAMESH K, MARSHAL S J J, et al. Prediction of performance and emission characteristics of diesel engine fuelled with waste biomass pyrolysis oil using response surface methodology[J]. Renewable Energy, 2019, 136: 91-103. doi: 10.1016/j.renene.2018.12.109
1.College of Chemistry and Chemical Engineering, Southwest Petroleum University, Chengdu 610500, China 2.Petro China Xinjiang Oilfield Branch Development Corporation, Karamay 834000, China 3.Southwest Oil and Gas Branch Mining No. 2 Factory, China Petrochemical Co. Ltd., Langzhong 637400, China Received Date: 2019-09-08 Accepted Date: 2019-11-18 Available Online: 2020-06-10 Keywords:oil-based cuttings/ thermal desorption/ response surface methodology/ process parameters optimization/ energy Abstract:In order to explore ways to reduce energy consumption in thermal desorption equipment, the process parameters optimization of the thermal desorption process treating oil-based cuttings in a well of Xinjiang Oilfield was studied. The result showed that under the standard of residual oil content less than 2%, when the heating temperature, residence time, and solid phase content of oil-based cuttings were in range of 350~550 °C, 35~55 min, and 60%~90%, respectively, the residual oil content after thermal desorption treating the oil-based cuttings could meet the requirements. Among the above ranges, energy consumption was taken as the evaluation index, the study with the response surface method indicated that the interaction terms of single factor variables had significant impacts on the energy consumption. When the heating temperature decreased from 550 °C to 430 °C, and the residence time decreased from 45 min to 40 minutes, the energy consumption could be saved by 17.47%, and the residual oil content reached less than 0.3%. This research shows that adjusting the process parameters of thermal desorption energy could achieve saving and consumption reduction on the premise of meeting the standard for the residual oil content after thermal desorption treating the oil-based cuttings, aiming at providing support for the reasonable setting of the operating parameters of the thermal desorption device treating oil-based cuttings.

 下载:
下载: 








 点击查看大图
点击查看大图