 ,2), ��Ԫ��, ����, ������, ��ɽɽ, ��ϣ�鱱����ҵ��ѧ�Ƚ����켼���������ص�ʵ����,���� 100124
,2), ��Ԫ��, ����, ������, ��ɽɽ, ��ϣ�鱱����ҵ��ѧ�Ƚ����켼���������ص�ʵ����,���� 100124STUDY OF PROCESS CONTROL ON PIEZOELECTRIC DROP-ON-DEMAND EJECTION 1)
Liu Zhaomiao,2), Xu Yuandi, Pang Yan, Ren Yanlin, Gao Shanshan, Zhong XixiangBeijing Key Laboratory of Advanced Manufacturing Technology,Beijing University of Technology,Beijing 100124, ChinaͨѶ����: 2) ������,����,��Ҫ�о������߶�������ѧ��Ѫ������ѧ������������ۼ�����Ӧ��.E-mail:lzm@bjut.edu.cn
�ո�����:2019-01-29��������:2019-04-13�����������:2019-07-18
| ��������: |
Received:2019-01-29Accepted:2019-04-13Online:2019-07-18
����� About authors

ժҪ
�������������켼���г����εĴ�С���������Ӱ����ͼ������Ĺؼ�����.���������һ���������ɾ����ε�ѹ������ʽ������װ��,ͨ��ѹ����ϴ�������ĤƬ��,��Һ������������������,������ֵģ���ʵ�����ϵķ���,�о��˲�ͬ���Ʋ�����ĤƬ�������������γߴ�;����Ե�Ӱ��.�о����������ĤƬ�����С�ܵ�������ѹ��ѹ��Ƶ�ʵĹ�ͬӰ��,ѹ��Ƶ���ǵ���ĤƬ���ĵ����ʵ�����ֵС�����ۼ���ֵ����Ҫԭ��,ĤƬ�ᵼ�������ڲ�ѹ�������仯�Ӷ�Ӱ�������ɳߴ�.����ͬ������ѹ������,ѹ��Ƶ��Ϊ10 Hzʱ����ѹ��ĤƬ������ֵ.����ĤƬ���������,��״�Һ���ٶȺ�Һ�����������ٽ�ֵʱ����������,����״���Һ�����ȳ����ٽ�ֵʱ,���γ�����Һ��. ��ĤƬ���������30 $\mu$m$\sim $42 $\mu $m�����ȶ�������,������С�γߴ�Ϊ339.8$\mu$m,ֱ�����仯��Ϊ0.29%,�������μ�����仯��Ϊ2.67%,�����εijߴ缰�����ԽϺ�.�о�������������ѹ��ʽ������װ�õ�Һ����������.
�ؼ��ʣ�
Abstract
The size and uniformity of micro-droplets are key factors influencing the quality of the molded part by micro-droplet ejecting additive manufacturing technology. In this paper, a piezo-actuated micro-droplet ejection device for generating uniform micro-droplets is studied. The piezoelectric material drives the flexible diaphragm to vibrate and pushes the liquid out of the nozzle and produces micro-droplets. The amplitude of the diaphragm under different control parameters and its influence on the size and uniformity of the generated micro-droplets are investigated by numerical simulation and experiment. The results indicate that the amplitude of the diaphragm is affected by the driving voltage and the piezoelectric frequency and the experimental value of the diaphragm's center point amplitude is less than that of the theoretical calculation value which is mainly influenced by the piezoelectric frequency. The amplitude of the diaphragm will change the pressure inside the nozzle, which leads to the varied sizes of the micro-droplet. When the driving voltage is constant, the diaphragm has the maximum amplitude for the piezoelectric frequency at 10 Hz. As the amplitude of the diaphragm increases, droplets can be generated when the liquid velocity at the orifice and the length of the liquid column increase to a critical value. As the amplitude of the diaphragm continues to increase and the length of the liquid column at the orifice is beyond to a critical value, a satellite micro-droplet is formed. When the amplitude range of the membrane is between 30 $\mu $m and 42 $\mu $m, micro-droplets can be stably formed whose uniformity and size meet the demand well, and the minimum generating micro-droplets size is 339.8 $\mu $m. The maximum change rate of droplet diameter and adjacent two droplets are 0.29% and 2.67% respectively. Results are benefit to promote the uniformity of micro-droplets and will provide a reference for the development of piezoelectric droplet ejection devices.
Keywords��
PDF (12321KB)Ԫ������ά�����������������EndNote|Ris|Bibtex�ղر���
�������ø�ʽ
������, ��Ԫ��, ����, ������, ��ɽɽ, ��ϣ��. ѹ��ʽ�ΰ�������Ĺ��̿��ƺ��� 1). ��ѧѧ��[J], 2019, 51(4): 1031-1042 DOI:10.6052/0459-1879-19-035
Liu Zhaomiao, Xu Yuandi, Pang Yan, Ren Yanlin, Gao Shanshan, Zhong Xixiang.
�������������켼��(freeform fabrication with micro-dropletjetting)��һ�����ü�����������(computer aideddesign)�������������ϵͳ�ķǽӴ�ʽ�������켼��,ͨ���������ư������ɳߴ���ȵ�����,�����������״�ص�ֱ�Ӵ�ӡ������ʹ��Ҫ��Ĺ��������[1-4],���й������̼������ɱ��ͺͳ����ٶȿ������,����е���������졢������֯����3D��ӡ��������ģ�������������й����ķ�չǰ��[5-12].
Ŀǰ,�ΰ�����������װ����Ҫ����ѹ��ʽ����ѹʽ�ͻ�еʽ[13-18].ѹ������ʽ�ΰ�������װ����Ҫͨ��ѹ�羧Ƭ��������ĤƬ�����α�,��ѹ����ʵ�ֲ��ϵ�����.����ṹ���ҹ����ȶ��Ժ�,�õ��˽�Ϊ�㷺���о�.κ���ҵ�[19]������ǻ���ڲ������˶�״̬,������ǻ����������ı仯����ѹ��Ƭ�������.Sadeghian��[20]��ĤƬ������ǻ������ź�ѹ��ʱ���Һ��������̵�Ӱ��������о�,��Ϊѹ��ʱ�������ʱ���ֵ�����ӻᵼ�������γߴ�����.Fan��[21]�õ���ѹ��������ȵ�����ֵ������ֵ֮��Һ���ȶ�����������������Ʒ�Χ.���˵�ѹ��������Ӱ��������,ѹ���źŵIJ���ͬ�������������̲���Ӱ��,Wang��[22]�о������������εı仯��ı����Һ������.
����ʵ���о���,��ֵ����ͬ�����о���������̵���Ч�ֶ�.Wu��[23]������������ѹ���������ѹ��֮��Ĺ�ϵ,���Է���ϵͳʩ��ѹ��,�õ������ѹ������������̵�Ӱ�����.Luo��[24]�����˲�ͬ����ֱ���������γߴ��Ӱ��,������ֱ����С��100$\mu$mʱ,�����γߴ�������ֱ���ı���Ѹ������,ͨ��ʩ�Ӹ�Ƶ�Ŷ�������������,���Խ�һ�����������γߴ�. Zhong��[25]��������������������˹���ѹ������������̵�Ӱ��,�������Ź���ѹ��������,Һ�������ٶȺͼ���������,���Բ�����Һ��.�������[26]ʹ�ò���������Phan-Thien-Tanner(PTT)����������ѹ������������̵�Ӱ��,������ѹ���㶨ʱ,�������ϵļ����ʹ��������ȵ��������С;�Ⱥ㶨ʱ,�������ϵļ����ʹ������Ź���ѹ��������������.֣������[27]�����㼯��(FPM)����������̽��з���,��������Ƶ��Խ�������γߴ�ԽС,Һ����Խ�����ɵ��γߴ�ԽС,��������Һ�������������������.
�����о��༯����ѹ���źź�������ѹ����Һ��������̵�Ӱ��,������������ѹ��ѹ��Ƶ�ʵȿ��Ʋ����ĸı��ʹĤƬ��������仯������������������������ڲ�ѹ�������仯,��Ӱ�������εijߴ缰������.���,���о����Ʋ�������������̵�Ӱ��ʱ,��Ҫ����ĤƬ����ı仯�Լ���ͬ�������Ӧ����ǻ�ڲ�ѹ���仯.���IJ�����ֵģ����ʵ�����ϵķ����о�ѹ������ʽ�ΰ������������ĤƬ����������ڲ�ѹ���仯����������̵�Ӱ�����,������ͬ���Ʋ�����ĤƬ���������������γߴ硢Һ���쳤���Ⱥ�����Һ��������Ӱ��.�о�������������ѹ��ʽҺ������װ�õ�����������,Ϊ�ٽ��������������켼���ķ�չ�ṩ�����ο�.
1 ѹ��ʽ��ͷ�ṹģ�ͼ�ʵ��ϵͳ
1.1 ѹ��ʽ��ͷ�ṹģ��
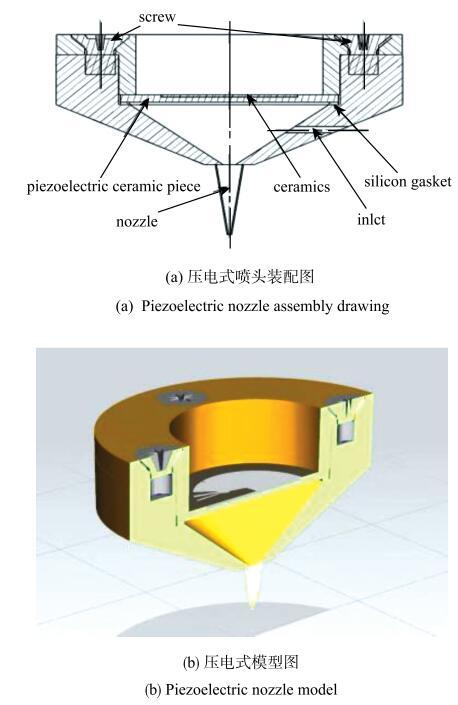
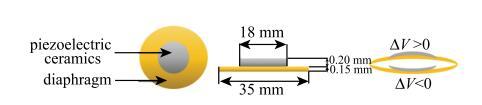
������Fan��[21]�о��Ļ����϶�ѹ��ʽ��ͷ�����˸Ľ�.�Ľ����ѹ��ʽ��ͷ��Ҫ�����������ɣ��϶˸�,ѹ��Ƭ,�ܷ��Ȧ,��ǻ,����,��ͼ1��ʾ.����ѹ��Ƭ����һ����0.20 mm��ֱ��18 mm��ѹ���մ��Լ�һ�����0.15mm��ֱ��35 mm�ı�ͭĤƬ����,��ͼ2��ʾ.ѹ��Ƭ�������϶˸�����ǻ֮��,ʹ����˨���Ӳ��ù轺��Ȧ�ܷ�.����ǻ�Ľ�Ϊ�νṹ,�����ڼ�С��ǻ����������ڲ�Һ���ڽ�������ǰ����������.����ͷ�Ľ�Ϊ�ھ�200 $\mu$m����Һǹ��ǹͷ,���Լ�СҺ�������ͻȻ��С�������ľֲ�������ʧ[28].ͼ1
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ1ѹ��ʽ��ͷ
Fig. 1Sketch of Piezoelectric nozzle
ͼ2
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ2ѹ��Ƭ�ṹʾ��ͼ
Fig. 2Sketch of piezoelectric structure
1.2 ʵ��ϵͳ
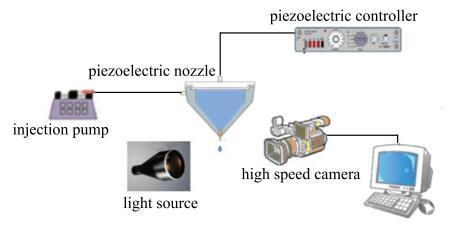
����ʹ��������˫����ѹ���մ�����������(RH34-DS)���������������ѹ��ѹ��Ƶ��,ʹ��������(Pump11 Elite, Harvard Apparatus)��5 mL����ע����(HarvardApparatus)�����������ϵͳΪѹ��ʽ��ͷ�ṩ�ȶ�����,��ͨ��CCD���������(HiSenseMKII, Dantec Dynamics)��¼���������. ʵ��ϵͳ��ͼ3��ʾ.ͼ3
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ3�ΰ�������ϵͳ
Fig. 3Droplet-on-demand ejection system
ʵ��ѡȡ��������ѹ��ΧΪ10~200 V,ѹ��Ƶ�ʷ�ΧΪ1~150Hz. ��������Ϊ1000 $\mu $L/min.��¼���������ʱCCD�������������ʱ��Ϊ1/3000 s,֡��Ϊ1000 ��ÿ��,�ֱ���Ϊ640$\times$480����.
1.3 ��ֵģ�ⷽ��
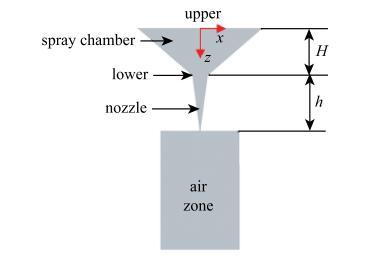
���������ʵ�ʳߴ罨���˶�ά��ģ��,Ϊ��ȷ���ܹ�ģ�������ε��������,�����·��Ŀ�������Ӧ���㹻��,ʹ���ɵ�Һ���ڱ����������������γ�Բ��״[29-30].����ģ����ͼ4��ʾ,ģ�ͳߴ��������1��ʾ.ͼ4
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ4�������ģ��
Fig. 4Nozzle simulation model
Table 1
��1
��1����ģ�ͳߴ�(mm)
Table 1
 |
�´��ڴ�|����CSV
���������Ŀ��Ʒ����������Է��̺�Navier-Stokes����
$$\begin{align*} &\label{eq1} \frac{{d}}{{d}t}\int_{V} {\rho } {{d}V + }\frac{{d}}{{d}t}\int_{S} \rho (v \cdot n)\mbox{d}S = 0(1) \\ &\label{eq2} \frac{{d}}{{d}t}\int_{V} \rho v{{d}V + }\frac{{d}}{{d}t}\int_S {\rho v} (v \cdot n)\mbox{d}S =\\ &\qquad \oint_S {(F \cdot n)} \mbox{d}S + \int_{V} \rho {b}_\phi \mbox{d}V(2) \end{align*}$$
ʽ��,${V}$Ϊ���嵥Ԫ�����,�ɴ��з���ָ�����ʸ��$n$�ķ������${S}$ȷ��; $v$Ϊ���������;$\rho $Ϊ�����ܶ�;${t}$Ϊʱ��;${F}$Ϊ������${S}$���ϵ����������;${b}_\phi $Ϊ��������$\phi $��Դ��.
�������������ٽϸ�����׳ߴ�С,�ɽ������е�����������Ϊϸ�ܵ��е�Hagen-Poiseuille��,��ʱ������������,���������еĶ�����Ϊ��,Navier-Stokes������$z$������˶����Լ� Ϊ[29] \begin{equation} \label{eq3} \frac{\mbox{d}\rho }{\mbox{d}z} = u\left[ {\frac{\mbox{1}}{r}\frac{\mbox{d}}{\mbox{d}r}\left( {r\frac{\mbox{d}w}{\mbox{d}r}} \right)} \right](3) \end{equation} ʽ��,$u$Ϊ�������,$r$Ϊ�������,$w$Ϊ$z$���� �ٶ�.
��������ܱڵı߽�����$v_r = \dfrac{{d}}{\mbox{2}} = 0$,���Եó����촦���������������� \begin{equation} \label{eq4} \mbox{q}_v = \int_0^{{d_1 }/{2}} {{2\pi }} wr\mbox{d}r = \frac{\pi d^4}{128\mu \Delta h}\Delta p(4) \end{equation} ʽ��,$\Delta h$Ϊ��������,$\Delta p = p-p_1 $, ����$p$Ϊ��ǻ��ѹ��,$p_1 $Ϊ�����ѹ��,ѹ��ֵ���ڴ���ѹ.
���ΰ�����������������¼���[30] (1)�������Ϊ����ѹ��ţ������; (2)���������ȶ�����ʱ��ı�; (3)���������ڱ���⻬,�Ӵ��Ǻ㶨����. ʹ�ð�����������Ķ�άģ�ͽ�����ֵģ��,��ͼ4��ʾ. ������ˮ�߽�����,�����������Һ��ĽӴ���Ϊ130$^\circ$,�����Ϊ���Ʊ���,����ٶ�Ϊ0.025 m/s,����ѹ��Ϊ0 Pa. Һ��ǻ�ڴ�����Һ��Ϊȥ����ˮ(�ܶ�1.0 g/cm$^{3}$����1.003 mPa$\cdot$s����������0.073 N/m). Һ��ǻ���ϱ��涨��Ϊ�ɶ��߽����Ա�ʾĤƬ����,ĤƬ���ĵ����$z$���ѹ$U$�ı仯Ϊ \begin{equation} \label{eq5} z = 0.309~3U(5) \end{equation}
����(5)��Ϊ����߽�����뺯��,ͨ���û��������(UDF)���ص�ģ�͵���ڱ߽���. Ϊ��������ɱ������״��λ��,�����ε����ɹ���,����ʹ��FLUENT ����(Ansys Inc. USA),���ö�������ģ�͵��������ģ�Ͷ��ΰ���������̽��з���.
Ϊ����֤��ֵģ���ȷ��,��ͬ����������������2��ʾ,�������������,��С����ߴ�ֱ�Ϊ50 $\mu $m$\times $50 $\mu $m,25 $\mu $m$\times $25 $\mu $m,20 $\mu $m$\times $20 $\mu $m. ��ֵģ��������˶�����ϵͳ������γߴ����Աȱ���,������$\dfrac{d_{{ n}}-d_{{e}} }{d_{{e}} }$��С��0.5%,֤�����IJ��õ���ֵ�����������Զ���������̽���ȷ�ı���. Ϊ�������Ч��,���õڶ��ַ���������ߴ�25 $\mu $m$\times $25 $\mu $m��������л���.
Table 2
��2
��2�����������֤
Table 2
 |
�´��ڴ�|����CSV
2 ĤƬ���������ʵ����֤
ͨ�����۹�ʽ��ĤƬ������м���,��ʹ�ú�����λ�Ʋɼ�ϵͳ�Լ�����������ʵ����֤,�õ��˲�ͬ���Ʋ�����ĤƬ����ı仯����.
2.1 ĤƬ����������Ƶ�
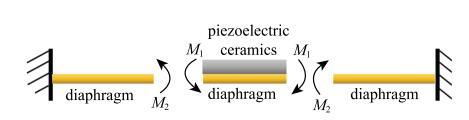
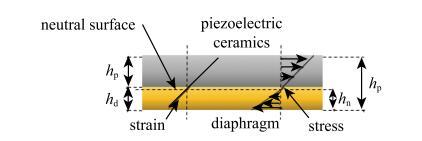
Ϊ�˻�ÿ��Ʋ�����ĤƬ���Ӱ��Ľ�����,��ѹ��Ƭ��Ϊѹ���մ���ͭĤƬ��ĤƬʣ�ಿ��,�����������Ӧ��Ӧ��ֲ������ͼ5��ͼ6��ʾ.ͼ5
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ5ѹ��ĤƬ����ͼ
Fig. 5Moment balance for piezoelectric diaphragm
ͼ6
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ6ѹ��ĤƬӦ��Ӧ��ֲ�ͼ
Fig. 6Distribution of strain and stress in piezoelectric diaphragm
��ĤƬ��ѹ���մɷ����α�ʱ,����һ����Ӧ�����С���ܵ�������$h_{ n}$ \begin{equation} \label{eq6} h_{n} =\frac{ \frac{E_{d} h_{d} ^2}{1-\gamma _{d} ^2} + \frac{E_{p} \left( {H_{p} ^2-h_{d} ^2} \right)}{1-\gamma _{p} ^2}}{2\left( \frac{E_{d} h_{d} }{1-\gamma _{d} ^2} + \frac{E_{ p} h_{p} }{1-\gamma _{p} ^2}\right)}(6) \end{equation} ʽ��,$h_{n}$ Ϊ��������,$h_{d}$ ΪĤƬ���,$h_{ p}$ Ϊѹ���մɺ��,$H_{p}$ Ϊѹ��Ƭ���,$E_{d}$ ΪĤƬ����ģ��,$E_{p}$ Ϊѹ���մ�����ģ��,$\gamma_{d}$ ΪĤƬ�IJ��ɱ�,$\gamma_{p}$ Ϊѹ���մɵIJ��ɱ�.
����$M_1$ ���Ը���ѹ���մɺ�ĤƬ��ƽ�ⷽ�����[31]
$$\begin{align*} &M_1 = \int_{-h_{n} }^{h_{d}-h_{n} } {\sigma _{ p} z{d}z} =\\ &\qquad \frac{E_{p} }{1-\gamma _{p} }Vd_{31} \frac{E_{d} }{1-\gamma _{d} }\left[ {h_{p} + 2\left( {h_{d}-h_{n} } \right)} \right]\big[ \left( {h_{d}-h_{n} } \right)^3 + \\ &\qquad h_{n} ^3 \big]\bigg/2\bigg\{ \frac{E_{d} }{1-\gamma _{d} }\left[ {h_{n} ^3 + \left( {h_{d}-h_{n} } \right)^3} \right] +\\ &\qquad \frac{E_{p} }{1-\gamma _{p} }\left[ {\left( {h_{d}-h_{n} + h_{p} } \right)^3-\left( {h_{d}-h_{n} } \right)^3} \right] \bigg\}(7) \end{align*}$$
ʽ��,$\sigma _{p} $��ĤƬ��Ӧ��,$V$��������ѹ,$d_{31} $��ѹ�糣��.
�������۹�ʽ[32],���õ�ĤƬ�Ӷ��Լ�ѹ���մɺ�ĤƬ�ĸ��ϰ��ӶȽ�ֱ�Ϊ
$$\begin{align*} & \label{eq8} W_1 \left( d \right) = \frac{ M_2 r^2\left( {-d^2 + 2R^2\lg \frac{r}{R} + R^2} \right)}{ \frac{E_{d} h_{n} ^3}{6\left( {1-\gamma _{d} ^2} \right)}\left[ {\left( {1-\gamma _{d} } \right)R^2 + \left( {1 + \gamma _{d} } \right)r^2} \right]},\;0 < d < r (8)\\ &\label{eq9} W_2 \left( d \right) =\\ &\qquad \frac{ M_2 r^2\left( {-d^2 + 2R^2\lg \frac{r}{R} + R^2} \right) + \frac{\dfrac{M_1 }{E'h_{n} ^3}}{6\left( {1-\gamma '^2} \right)}\left( {r^2-d^2} \right)}{ \frac{E_{d} h_{n} ^3}{6\left( {1-\gamma _{d} ^2} \right)}\left[ {\left( {1-\gamma _{d} } \right)R^2 + \left( {1 + \gamma _{d} } \right)r^2} \right]}\;,\\ &\qquad r \le d < R(9) \end{align*}$$
ʽ��,$r$Ϊѹ���մɰ뾶,$R$ΪĤƬ�뾶,$E'$Ϊ��Ч����ģ��,$\gamma '$Ϊ��Ч���ɱ�.
���ڲ��ϵ�������,��$d=r$ ʱ,ʽ(8)��ʽ(9)������ͬ��б��. \begin{equation} \label{eq10} \frac{{d}W_1 }{d_{d} }\bigg|_{d = r} = \frac{{d}W_2 }{d_{d} }\bigg| _{d = r} (10) \end{equation}�ɴ˿����������$M_2$
$$\begin{align*} &\label{eq11} M_2 =-{M_1 \frac{E_{d} h_{n} ^3}{6\left( {1-\gamma _{d} ^2} \right)}\left[ {\left( {1-\gamma _{ d} } \right)R^2 + \left( {1 + \gamma _{d} } \right)r^2} \right]}\bigg/\\ &\qquad{\left[\frac{E'h_{n} ^3}{6\left( {1-\gamma '^2} \right)}\left( {1 + \gamma '} \right)\left( {R^2-r^2} \right)\right]}(11) \end{align*}$$
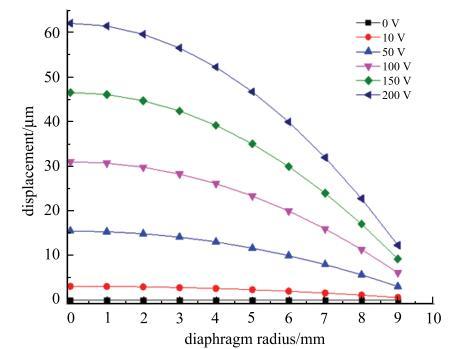
�õ���ͬ������ѹ��ĤƬ������ͼ7��ʾ. ��������ѹһ��ʱ,ĤƬ���ĵ��������,��������ĵ���������. ��������ѹΪ10~200 Vʱ,ĤƬ���ĵ��������Ϊ3.10 $\mu $m,15.50 $\mu $m,31.01 $\mu $m, 46.51 $\mu $m��62.02 $\mu $m.
ͼ7
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ7��ͬ������ѹ�µ�ĤƬ���
Fig. 7Amplitude of diaphragm in different voltages
2.2 ���Ʋ�����ĤƬ�����Ӱ��
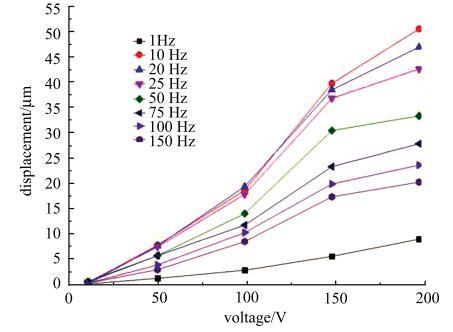
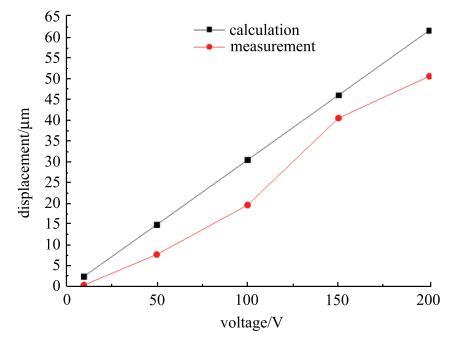
ѹ������ʽ�ΰ�������װ�û���ѹ���մɵ���ѹ��ЧӦ,�乤����ѹΪ�����ΰ���������̵���Ҫ���Ʋ���[33].ͨ��������λ�Ʋɼ�ϵͳ,�Բ�ͬ������ѹ��ĤƬ���ĵ����������˲���,������������ѹ��ĤƬ���֮��Ĺ�ϵ�������ۼ���ֵ���жԱ�,��ͼ8��ͼ9��ʾ.��ͼ8��֪,��������ѹΪ10 V,ѹ��Ƶ��Ϊ 1$\sim $150 Hzʱ,ĤƬ����仯����Ϊ0.48 $\mu $m,ĤƬ���ȱ仯������;����������ѹ������,��ѹ��Ƶ��Ϊ1~150 Hzʱ,ĤƬ����仯������ 50 V��Ӧ��6.63 $\mu $m����������200 V��Ӧ��41.55 $\mu $m. ��ͼ9��֪,ĤƬ���ĵ�������ۼ���ֵ��������ѹ�����Թ�ϵ,���������������ѹ�����������. ��ʵ�����ֵ��ʾĤƬ�������������ѹ�����������,ʵ��õ��������С�����ۼ���ֵ. ���ۼ���ģ����û�п��ǵ�ѹ��Ƶ�ʶ������Ӱ��,�ᵼ��ʵ�����ֵ�������ۼ���ֵ,����б�Ҫ����ѹ��Ƶ�ʶ�ĤƬ�����Ӱ��.
ͼ8
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ8������ѹ��ĤƬ����Ĺ�ϵ
Fig. 8Relationship between voltage and diaphragm amplitude
ͼ9
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ9ĤƬ�������ֵ�����ֵ�Ա�ͼ
Fig. 9Comparison of theoretical and measured values of diaphragm amplitude
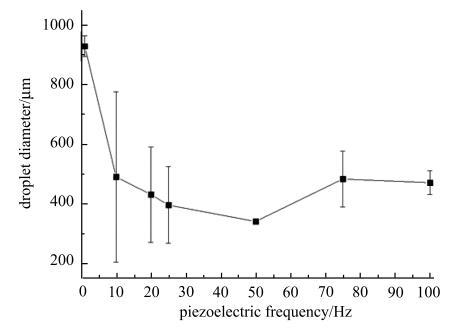
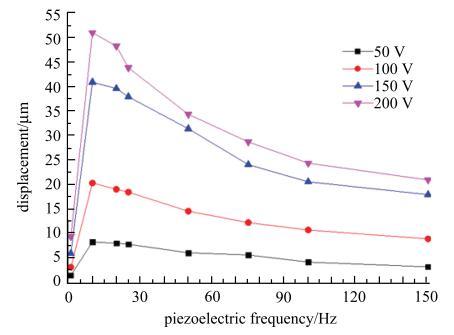
ѹ��Ƶ����ָ��λʱ����ѹ���մ�Ƭ������ѹ��ЧӦʵ�ֻ�е���뽻�����ת������,�������������ѹ��Ƶ��ͬ�����������Ч������һ��Ӱ��. ͨ��������λ�Ʋɼ�ϵͳ,�Բ�ͬѹ��Ƶ����ĤƬ����������˲���,��������ֱ����ѹ��Ƶ��֮��Ĺ�ϵ,��ͼ10��ʾ. �Լ�ѹ��Ƶ����ĤƬ���֮��Ĺ�ϵ,��ͼ11��ʾ.
��ͼ10��ʾ,����ѹ��Ƶ�ʵ�����,���ɵ���ֱ���ȼ�С������. ʵ����ѹ��Ƶ����1 Hz������10 Hzʱ��ֱ���½��ٶ����,��926 $\mu $m�½���489 $\mu $m,���������ξ����Խϲ�. ��ͼ11��֪����ѹ��Ƶ�ʵ�����,ĤƬ�����������С,��ѹ��Ƶ��Ϊ10 Hzʱ,ĤƬ����ﵽ��ֵ. ����������ѹ������,ѹ��Ƶ�ʶ�ĤƬ�����Ӱ��Ч����������,��ѹ��Ƶ��Ϊ1 Hzʱ,������ѹ��50 V����200 V,ĤƬ�����1.67 $\mu $m������9.55 $\mu $m,����仯����Ϊ7.88 $\mu $m,����4.7��;��ѹ��Ƶ��Ϊ10 Hzʱ,������ѹ��10 V����200 V,ĤƬ�����ֵ�ɶ�Ӧ��8.36 $\mu $m����51.05 $\mu $m, ����仯����42.69 $\mu $m,����5.1��;����ѹ��Ƶ�ʼ�������,��������ѹΪ10 V$\sim $200 Vʱ,ĤƬ����仯������25 Hz��Ӧ��35.91 $\mu $m,���μ�С��150 Hz��Ӧ��17.68 $\mu $m. �ɴ˿ɼ�,ĤƬ�����������ѹ��ѹ��Ƶ�ʵĹ�ͬ����.
ͼ10
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ10ѹ��Ƶ������ֱ���Ĺ�ϵ
Fig. 10Relationship between piezoelectric frequency and droplet diameter
ͼ11
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ11ѹ��Ƶ����ĤƬ����Ĺ�ϵ
Fig. 11Relationship between piezoelectric frequency and diaphragm amplitude
3 �������������
3.1 �����ɹ���
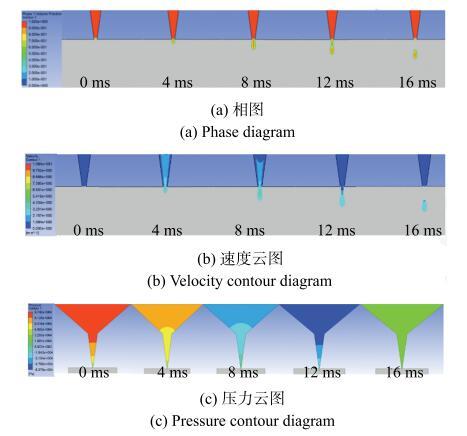
Ϊ�о�ѹ������ʽ�ΰ����������ε����ɹ���,��ȥ����ˮ(�ܶ�1.0 g/cm$^{3}$����1.003 cP����������73 dyn/cm)Ϊ�������,����ֱ��$d_{1}$= 0.2 mm,�Ӵ���Ϊ130$^\circ$. ����ʵ������,��Һ������ٶ�����Ϊ0.025 m/s,ȡ�����ɳ�ʼΪ$t_{0}$ʱ��(��$t_{0}$=0),�õ�ѹ��Ƭ���Ϊ35 $\mu $mʱ��������̵�Һ��ͼ���ٶ���ͼ��ѹ����ͼ,��ͼ12��ʾ.ͼ12
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ12�����ɹ��̷���
Fig. 12Simulation of micro-droplet generation process
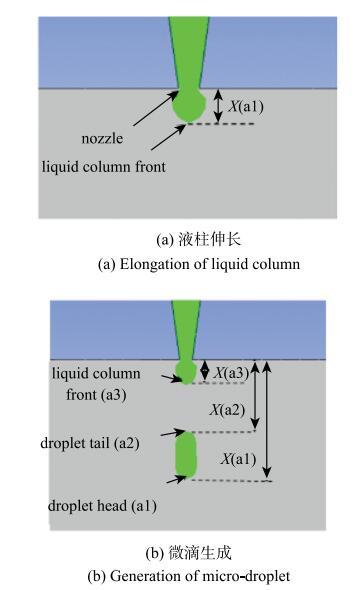
ģ��������,�ε����ɹ�����Ҫ����Һ���쳤�����������ѡ������估ʣ��Һ���������ĸ���. 0 ms$\sim $8 msΪҺ���쳤��,��ʱĤƬ�������˶���ѹ��ǻ,��ǻ�����С,�ڲ�ѹ��������92 674 Pa,ʹҺ���������γ�Һ�������쳤,����ڴ�Һ���˶��ٶȴ�0.8 m/sѸ��������3.05 m/s,֮��ĤƬ�����˶���ǻ�������,�ڲ�ѹ����С,Һ���ڹ����������¼����쳤. 8 ms$\sim $12 ms���뾱����,ĤƬ��λ�����������˶�,��ǻ�����������,�ڲ�ѹ����СΪ��ֵ,Һ��ͷ���ٶȴ�3.05 m/s������С��2.95 m/s,����ڴ�Һ�����ٶ�Ϊ0.6 m/s,Һ��ǰ�������ֳ����ٶȼ�Сֵ��. ����Һ�������������ٶȲ�����,ͬʱ�ڹ�����������ڴ����������������,12 msʱҺ�����ٶȳ��ӽ�������䷢������. 12 ms$\sim $16 msΪ�������估ʣ��Һ��������,��ʱ��ǻ�ڵĸ�ѹ��ʹ����ڴ�Һ�������ϵ��ٶ�,����ڴ�ʣ��Һ�������������ڲ�,ͬʱĤƬ����ߵ������˶���λ, ��ǻ�ڲ�ѹ��������Ϊ��ֵ,��������һ����������,�����ɵ���������һ���������ڱ����������������ȶ���ΪԲ��״.
ѡ������������еļ���������λ��,������ֵ����������̵�Ӱ��,��ͼ13��ʾ. ��a1~a3��ʾ��,������ڵ��������ֱ�Ϊ$x$(a1)~$x$(a3). ��a1��ʾҺ����ǰ��,������Ϊ��Һ�ε�ͷ��. ��a2��Һ������ʱ����,��ʾ��Һ�ε�β��. �������ɵ�����ʱa3����ʣ��Һ���� ���.
ͼ13
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ13�����ɹ����еĴ�����
Fig. 13Representative points in the process of micro-droplet generation
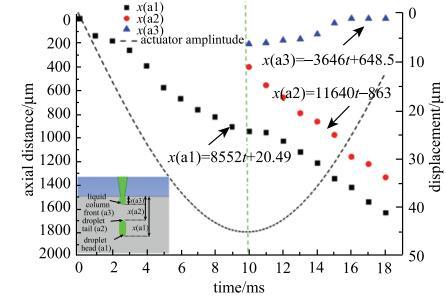
�������������仯��ͼ14��ʾ,����ĤƬ��,ĤƬ���ĵ�λ����������С(��ͼ14��������ʾ). �����ڲ�ѹ����֮����,��ǻ��Һ�屻���ټ��������. ���ű�����Һ�����������,������״��γ�һ��ǰ��ΪԲ�ε�Һ��,��ĤƬ����ﵽ���ֵʱҺ������,ʣ��Һ������ͣ�ٺ�����������, ��ͷ������β���ڼ���ʱ������,Ȼ��ﵽ������ͬ���ٶ�,��ʱ�α����ȶ����� ״̬[25].
ͼ14
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ14�������������仯
Fig. 14Curve of the generated micro-droplet versus axial distance
3.2 ĤƬ����������γߴ��Ӱ��
ͨ���������Ʋ����õ���ͬĤƬ��ֵ�������ɳߴ��Ӱ��,��ͼ15��ʾ.ͼ15
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ15ĤƬ��ֵ�������γߴ��Ӱ��
Fig. 15Effect of vibration amplitude on sizes of micro-droplets
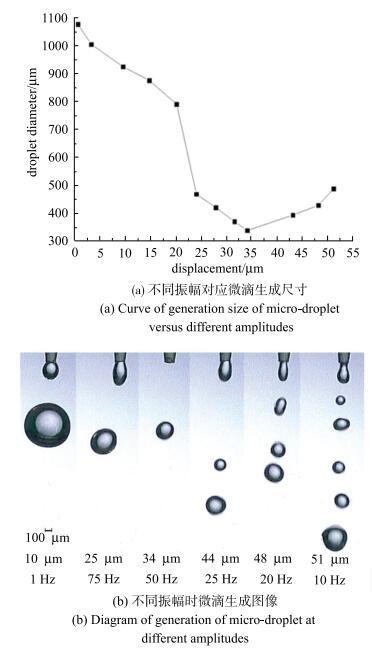
ͨ���о�ĤƬ����������γߴ��Ӱ�췢�֣���ĤƬ��ֵС��16 $\mu $mʱ,ʵ���п��Թ۲쵽������ʱ����������,�����������̫С������ʹҺ�β�������������,��ʱ����Ҫ��������ȥ�˷���������������������,���ɵ���ֱ������1 mm. ����ĤƬ���������16 $\mu $m$\sim $28 $\mu $m,ʵ���й۲쵽��������ڴ�����쳤���������������,��ʱĤƬ�����Ȳ�����һ�ν���ǻ�ڵ�Һ�強��,��������ڴ������쳤�������������ɲ��ȶ�,������ʱ�ᷢ��ƫб,��ʱ���ɵ���ֱ����480 $\mu $m $\sim $910 $\mu $m֮��. ��ĤƬ���������29 $\mu $m$\sim $42 $\mu $mʱ,�����γߴ��С�ҽ��ȶ�,��ֱ����339 $\mu $m $\sim $495 $\mu $m֮��. ��ĤƬ�������42 $\mu $mʱ,���ɵ��λ����һ�����������Һ��,��Һ��ֱ����400 $\mu $m $\sim $500 $\mu $m֮��,ͬʱ������������л�������Һ�μ���ں�����,��Һ�����ɸ��Ӳ��ȶ�. �������,�����ξ����ȶ����ɵ��������,ͨ������ĤƬ��ֵ����ʵ���γߴ�İ�������.
��һ���о�ĤƬ����������γߴ��Ӱ��,����ĤƬ���Ϊ$z$,��ֱ��ϵ��Ϊ$k_{ d} = d / d_0 $,����$d$Ϊ������ֱ��,$d_0 = 200~{\mu m}$Ϊ����ֱ��. ͨ����ͼ15(a)��������ݽ������,���Եõ��ξ��������������ֱ��ϵ��$k_{ d} $��ĤƬ���$z$�Ĺ� ϵʽ \begin{equation} \label{eq12} k_{d} = 0.006z^2-0.435z + 9.576,\quad {29 < z < 42} (12) \end{equation}
���Կ���,�����ȶ���������IJ���������,��ֱ��ϵ������ĤƬ����������ȼ�С������.
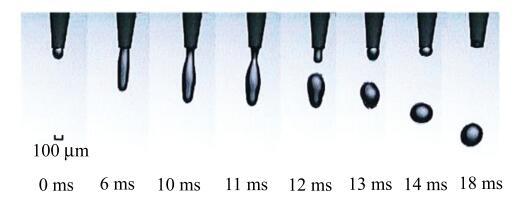
ȡ�����ɳ�ʼʱ��Ϊ$t_{0}$(��$t_{0}$=0),�õ���ĤƬ���Ϊ34 $\mu $mʱ���������,��ͼ16��ʾ.
ͼ16
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ16ĤƬ���Ϊ34 $\mu $mʱ�����ɹ���
Fig. 16Generation process of micro-droplet at the diaphragm amplitude of 34 $\mu $m
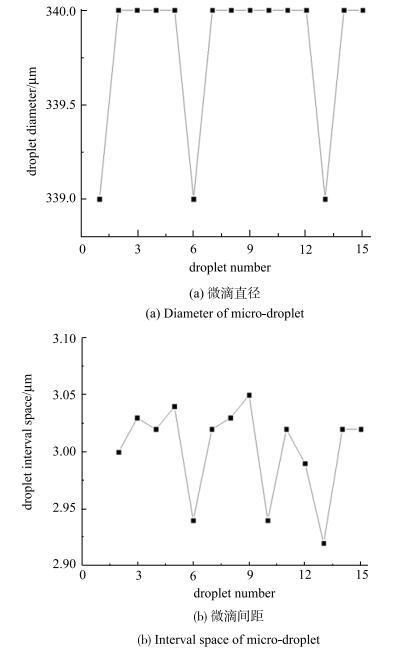
ͨ��ʵ�����õ��������ɹ�������ֵģ�����Ƚ��Ǻ�,��������Ҫ����Һ���쳤��Һ��������Һ�����ѡ������估ʣ��Һ��������4����. ����0$\sim $8 msΪҺ���쳤��,�˽�Һ����ƽ���쳤����Ϊ930 $\mu $m;8$\sim $11 msΪҺ��������;11$\sim $12 msΪҺ�����ѽ�;12$\sim $16 msΪ�����估ʣ��Һ��������. ��15��ʵ�����ɵ���ֱ�����μ����в���,�����ͼ17��ʾ,�����ֱ����340 $\mu $m,��Сֱ����339 $\mu $m,ƽ��ֵΪ339.8 $\mu $m,�������ε�ֱ�����仯��Ϊ0.29%,�������������Ϊ3.05 mm,��С���Ϊ2.92 mm,ƽ��ֵΪ3.00 mm,����õļ�����仯��Ϊ2.67%,��ʱ�����εijߴ缰������ �Ϻ�.
ͼ17
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ17�����γߴ��������
Fig. 17Size and uniformity of the generated micro-droplet
3.3 ĤƬ�����������ѹ����Ӱ��
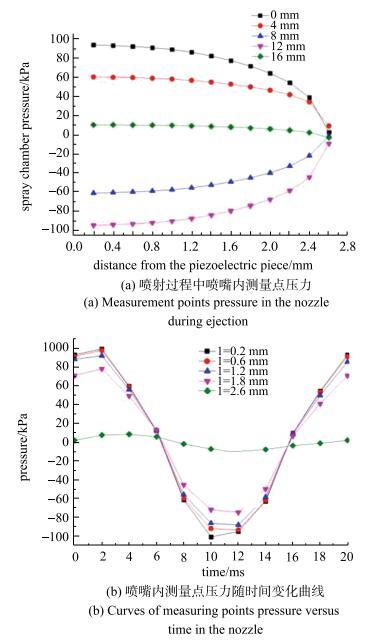
�������������ĤƬ�����α�,ĤƬ�ɳ�ʼ��ƽ��Բ�ξ��������°��ݡ���λ���������ٸ�λ�ĸ��仯����[18]. ��ʽ(4)��֪,�����ڲ�ѹ��$\Delta p$ ����ʹ�����ٶ�$q_v$ ����,Һ������״��������������γ���,�������������ĤƬ����ǻ�ļ�ѹ���õ�����ǻ��������仯,�����ڲ�ѹ�����������仯��Ӱ��������. ȡ������������13����(ȡ���ĤƬ0.2 mm������״�,���$L$=0.2 mm),�õ�����������в�ͬ�������ڲ�ѹ���仯,��ͼ18��ʾ.ͼ18
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ18ĤƬ���Ϊ34 $\mu $mʱ�����ڲ�ѹ���仯
Fig. 18Pressure change inside the nozzle at the diaphragm amplitude of 34 $\mu $m
��ͼ18�ɿ���,��Һ���쳤��(0 ms$\sim $8 ms)��ǻ�ڲ�ѹ����С��������С,ѹ�����ֵΪ98 310.2 Pa,�ﵽ��ֵ��ѹ�����½�Ϊ��ֵ. ��8 ms$\sim $12 ms��ǻ��ѹ��Ϊ����������Сֵ-100 196 Pa,�ڴ˽�Һ��������������12 msʱ��������,������������ǻ��ѹ���ɸ������仯,����һ������. �������������ǻ�ڲ�ѹ���������ұ仯,��ǻ��ѹ���仯���ϵ��±仯�������εݼ�,����ڴ�ѹ���仯������С.
��ĤƬ���Ϊ35 $\mu $m,45 $\mu $m,55 $\mu $mʱ,��ͬʱ��ĤƬ�������·�$L$ = 0.2 mmλ�ô������ڲ�ѹ����ʱ��仯����,��ͼ19��ʾ.
ͼ19
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ19��ͬ����״̬ʱ�����ڲ�ѹ���仯
Fig. 19Pressure change inside the nozzle under different ejection conditions
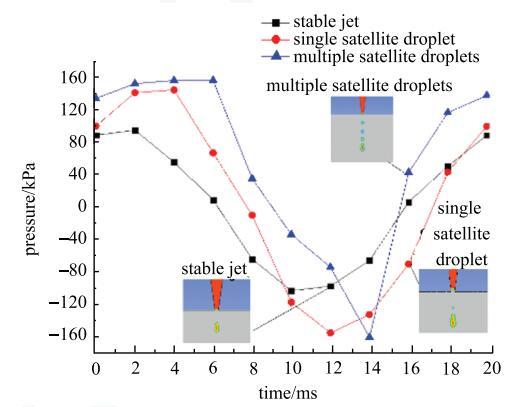
ĤƬ���Ϊ35 $\mu $mʱ,��2 msʱ��������ѹ���ﵽ���ֵ,ѹ��Ϊ99 915 Pa,��10 msʱ��������ѹ��������Сֵ,ѹ��Ϊ-100 196 Pa,��ʱ�ȶ�����һ����. ĤƬ���Ϊ45 $\mu $mʱ,��4 msʱ��������ѹ���ﵽ���ֵ,ѹ��Ϊ150 065 Pa,��12 msʱ��������ѹ��������Сֵ,ѹ��Ϊ-152 724 Pa,��ʱ���ɵ��ΰ���һ������Һ��. ĤƬ���Ϊ55 $\mu $mʱ,��6 msʱ��������ѹ���ﵽ���ֵ,ѹ��Ϊ 161 877.6 Pa,��14 msʱ��������ѹ��������Сֵ,ѹ��Ϊ-158 288 Pa,��ʱ���ɵ��ΰ���������Һ��. ����ĤƬ��������,�����ڷ�ֵѹ������,ѹ����ֵ����ʱ������ĤƬ���������� ����[34].
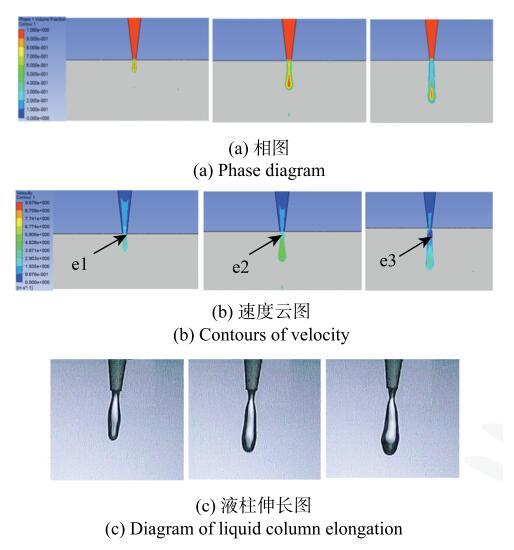
ͼ20��ʾ������ĤƬ������ε������������ٶ��Ŷ�. ��ĤƬ���Ϊ35 $\mu $m��45 $\mu $mʱ,Һ����e1��e2λ�÷�������,Һ���Ķ���λ�ú�ʣ��Һ��ͷ�������ٶȲ������ֵ. ��ĤƬ���Ϊ55 $\mu $mʱ,������ѹ����һ������,Һ�����ȼ�������,�ھ���Һ��ĩ�˽�Զ��e3λ�÷�����һ�ξ���. ����ĤƬ�������¶�Ӧ��Һ���쳤���ȷֱ�Ϊ940 $\mu $m,952 $\mu $m��1040 $\mu $m. �������,�����ڲ�ѹ���������ȵ����������,ͬʱҺ���쳤��������. ��ĤƬ���������55 $\mu $mʱ,���ɵ���ֱ����������.
ͼ20
 �´��ڴ�|����ԭͼZIP|����PPT
�´��ڴ�|����ԭͼZIP|����PPTͼ20Һ������ǰ�����������ٶ�
Fig. 20Liquid column profile and axial speed before necking
4 ����
(1)ĤƬ�����������ѹ��ѹ��Ƶ�ʵĹ�ͬ����,ѹ��Ƶ���ǵ���ĤƬ���ĵ��������ֵС�����ۼ���ֵ����Ҫԭ��.(2)ĤƬ���ĵ������29 $\mu $m$\sim $42 $\mu $m��������ȶ����ɵ�����,��������Сֱ��Ϊ339.8 $\mu $m,ֱ�����仯��Ϊ0.29%,�������μ�����仯��Ϊ2.67%,�����εijߴ缰�����ԽϺ�.
(3)�����ڷ�ֵѹ������ĤƬ��������������,ѹ����ֵ����ʱ������ĤƬ��������������. �����ɵ����ε��������,�����ڲ��ķ�ֵѹ��ԽС,�����ε��ȶ���Խ��.
�ο����� ԭ��˳��
������ȵ���
������������
�����ڿ�Ӱ������
DOIURL [��������: 1]
DOIURL
[��������: 1]
[��������: 1]
[��������: 1]
DOIURL
DOIURL
DOI
[��������: 1]
[��������: 1]
DOIURL [��������: 1]
DOIURL
DOIURL [��������: 2]
[��������: 1]
[��������: 1]
DOIURL [��������: 1]
DOIURL [��������: 2]
[��������: 1]
DOIURL [��������: 1]
DOIURL [��������: 1]
DOIURL [��������: 2]
[��������: 1]
[��������: 1]
DOIMagsci [��������: 1]

�����һ�ֵ�-Һ��������Ļ�еײ��ʽҺ���������ϵͳ���о��˸ó���ϵͳ�ĸ�����ɲ��ּ������ã�����������ģ�⼼��ģ���˻�еײ��ʽҺ�������ȫ���̣�ͨ��ʵ���о��˲������ղ�����Һ�������Ӱ����ɡ�ʵ��ѡ��ֱ��Ϊ0.25 mm���ٸ����죬ʵ���˸�������Ϊ12 Pa·s���Ⱦ۱�ϩ��PP���е�������͡���
DOIMagsci [��������: 1]
�����һ�ֵ�-Һ��������Ļ�еײ��ʽҺ���������ϵͳ���о��˸ó���ϵͳ�ĸ�����ɲ��ּ������ã�����������ģ�⼼��ģ���˻�еײ��ʽҺ�������ȫ���̣�ͨ��ʵ���о��˲������ղ�����Һ�������Ӱ����ɡ�ʵ��ѡ��ֱ��Ϊ0.25 mm���ٸ����죬ʵ���˸�������Ϊ12 Pa·s���Ⱦ۱�ϩ��PP���е�������͡���
[��������: 1]
[��������: 1]
[��������: 2]
[��������: 2]
Magsci [��������: 2]
<p>Ϊʹ��ѹ����ʽ������װ���ܲ������ȵ��κ��ȶ���������̣�ʹ��FLUENT�����˶�ά��ԳƼ���ģ�Ͳ�������̽�����ģ����档�о�����ѹ����ʽ�ΰ���������̼�ǻ����ѹ����ֵ�Ե����γ��ε�Ӱ����ɣ����ù���������ϵͳ��ˮ�����������飬���Բ����εľ����Խ������о����������˵����εij��ι��̲��õ���ǻ���ڽϵ�ѹ����ֵ������������ȶ��ԵĽ��ۡ�ʵ�����������������θ���ֱ�����仯��Ϊ1.82%�������ԽϺá�</p>
Magsci [��������: 2]
<p>Ϊʹ��ѹ����ʽ������װ���ܲ������ȵ��κ��ȶ���������̣�ʹ��FLUENT�����˶�ά��ԳƼ���ģ�Ͳ�������̽�����ģ����档�о�����ѹ����ʽ�ΰ���������̼�ǻ����ѹ����ֵ�Ե����γ��ε�Ӱ����ɣ����ù���������ϵͳ��ˮ�����������飬���Բ����εľ����Խ������о����������˵����εij��ι��̲��õ���ǻ���ڽϵ�ѹ����ֵ������������ȶ��ԵĽ��ۡ�ʵ�����������������θ���ֱ�����仯��Ϊ1.82%�������ԽϺá�</p>
[��������: 1]
[��������: 1]
DOIURL [��������: 1]
[��������: 1]
[��������: 1]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}