Treatment of cyanide tailings with slurry electrolysis technology
DONG Ping1,, SONG Yonghui1,2,,, ZHANG Hongju3, CHEN Yao1, LAN Xinzhe1,2 1.School of Metallurgical Engineering, Xi'an University of Architecture and Technology, Xi'an 710055, China 2.Shaanxi Gold and Resources Key Laboratory, Xi'an 710055, China 3.Shaanxi Zinc Industry Co. Ltd., Shangluo 726007, China
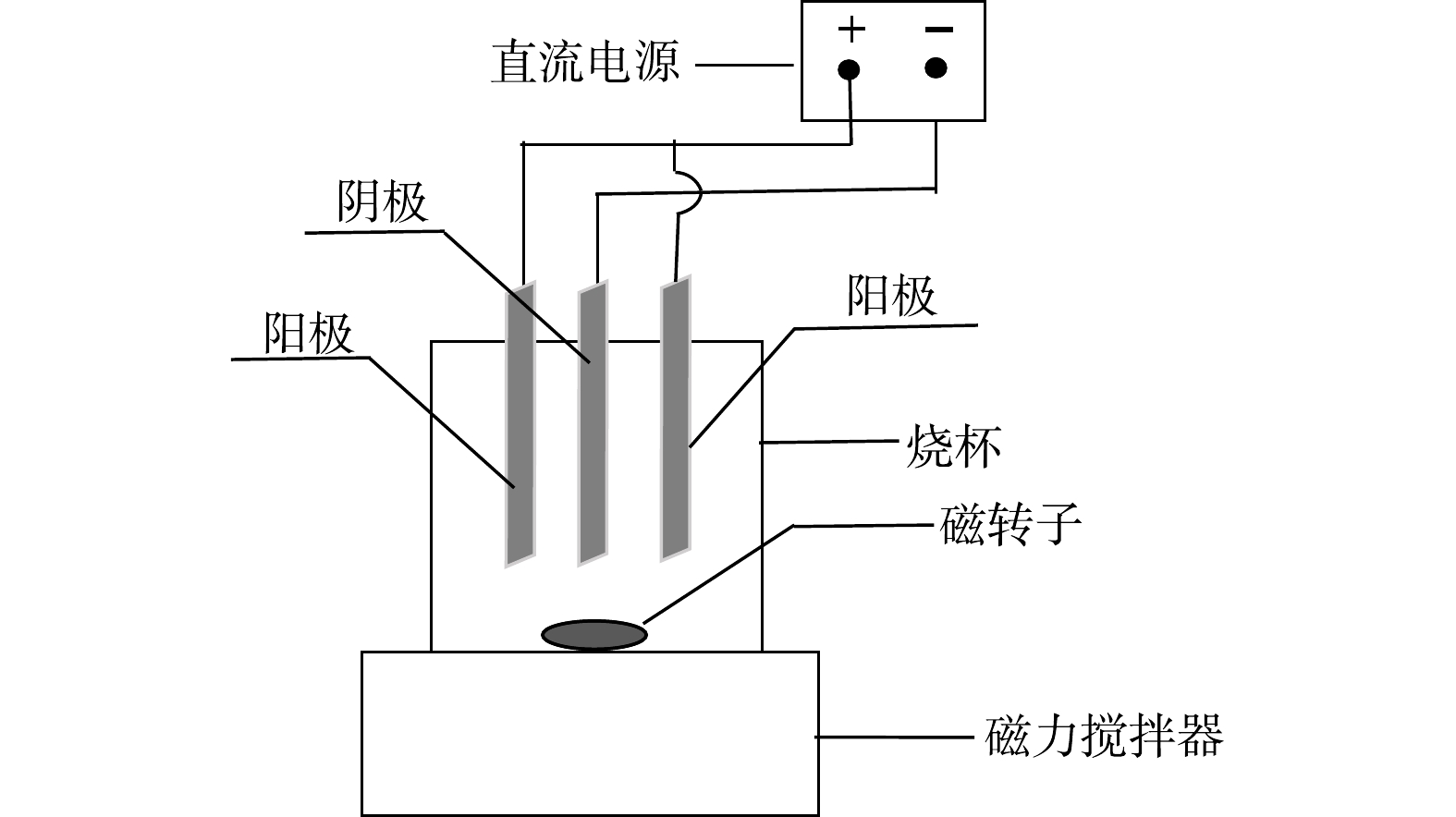
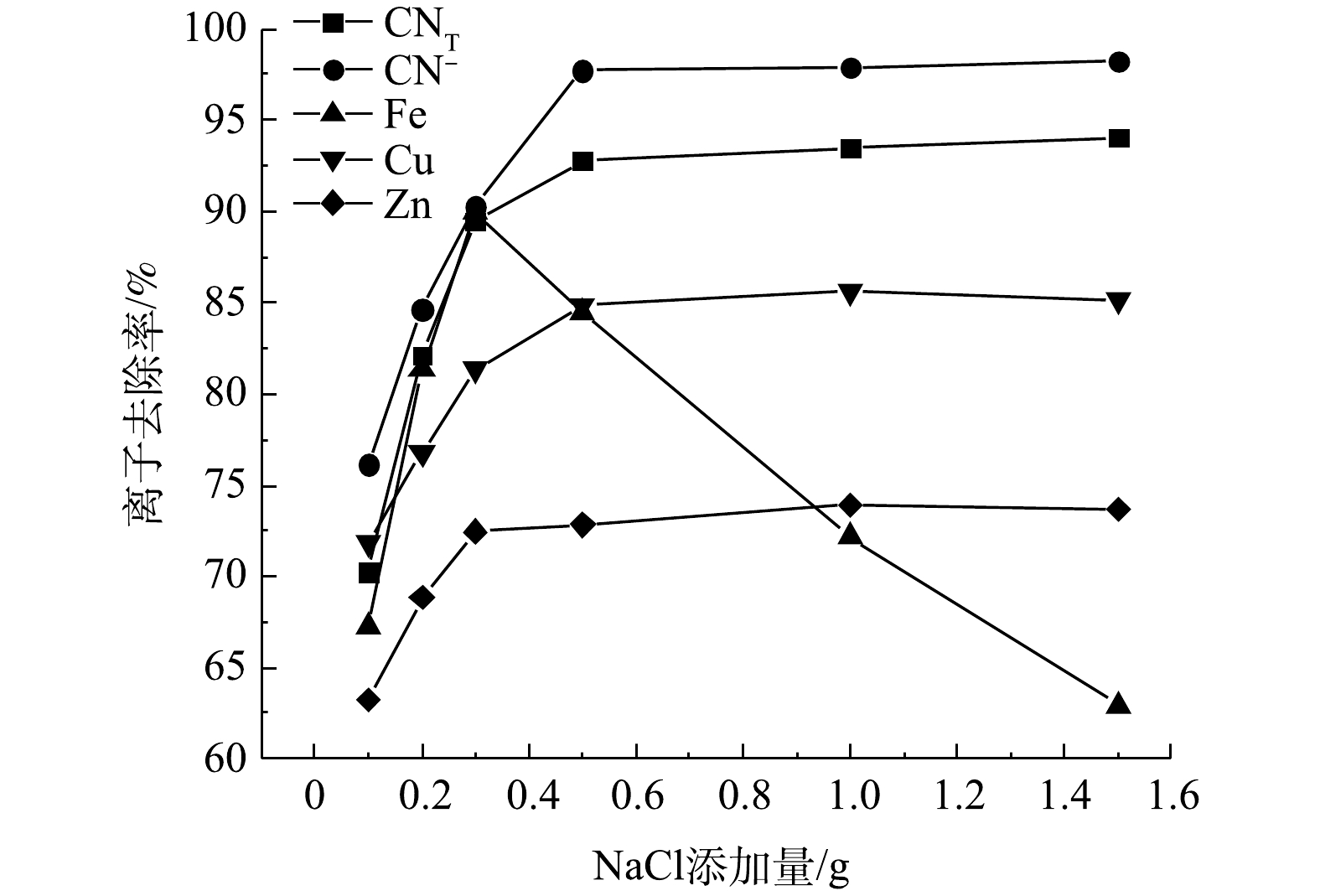
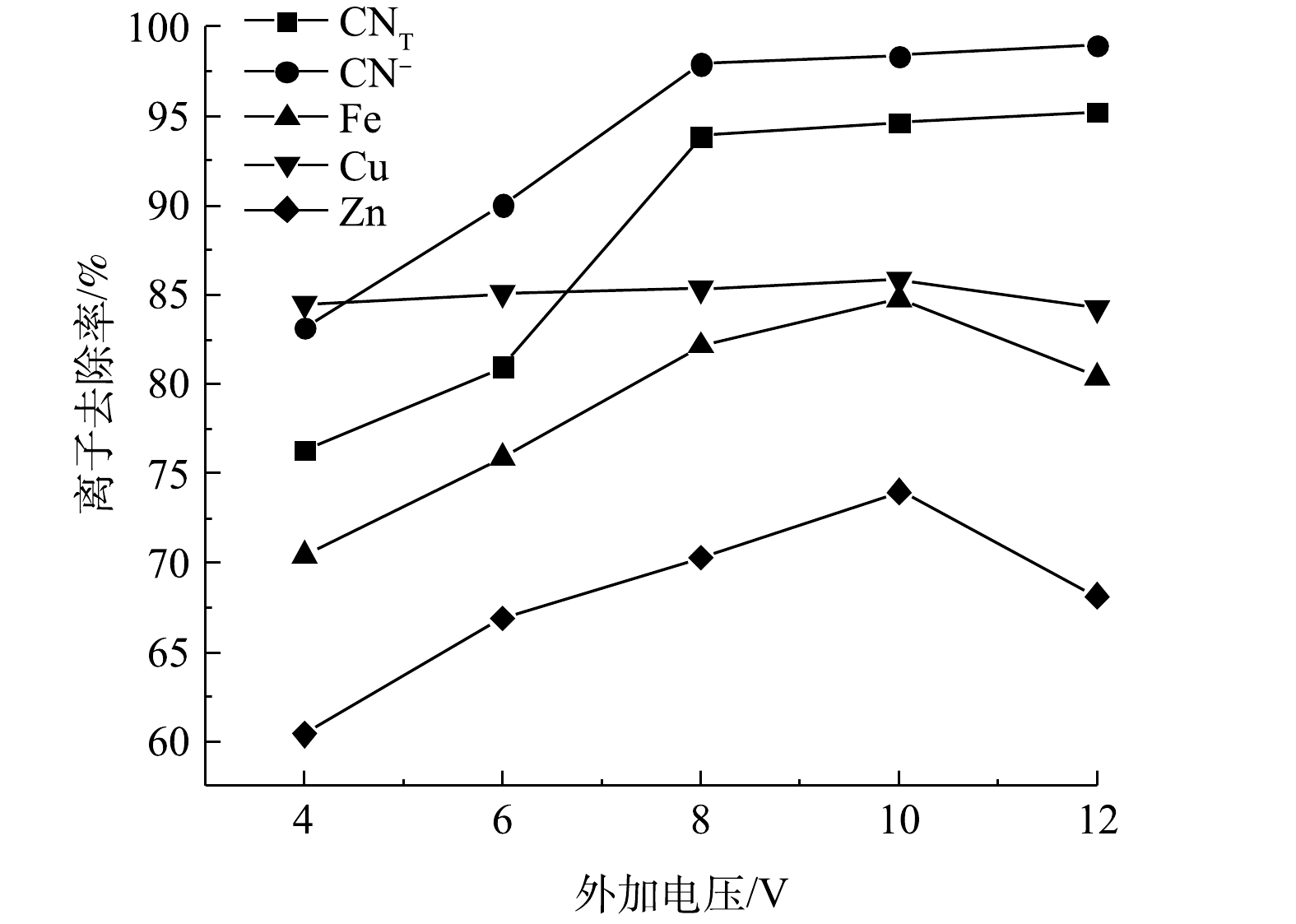
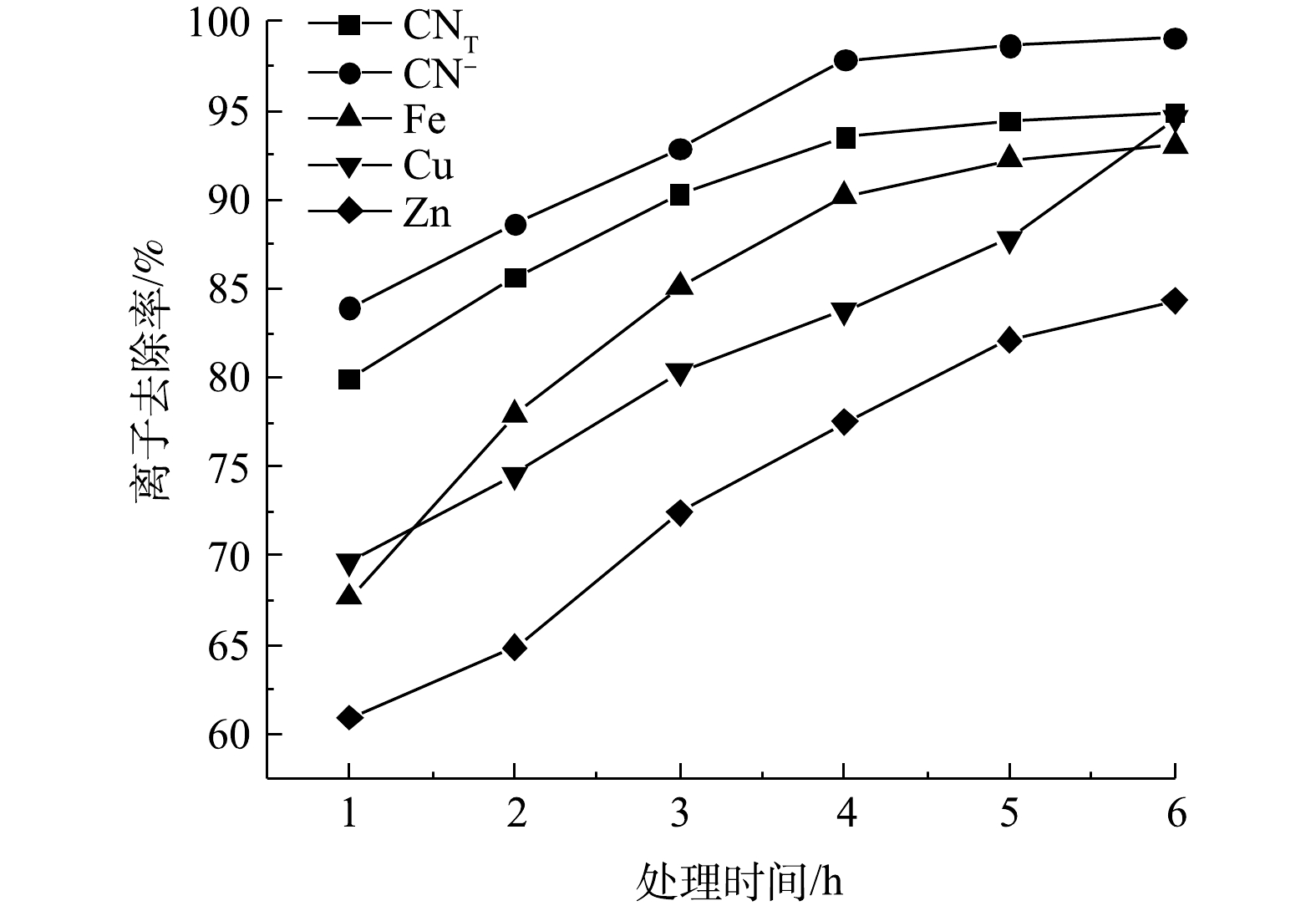
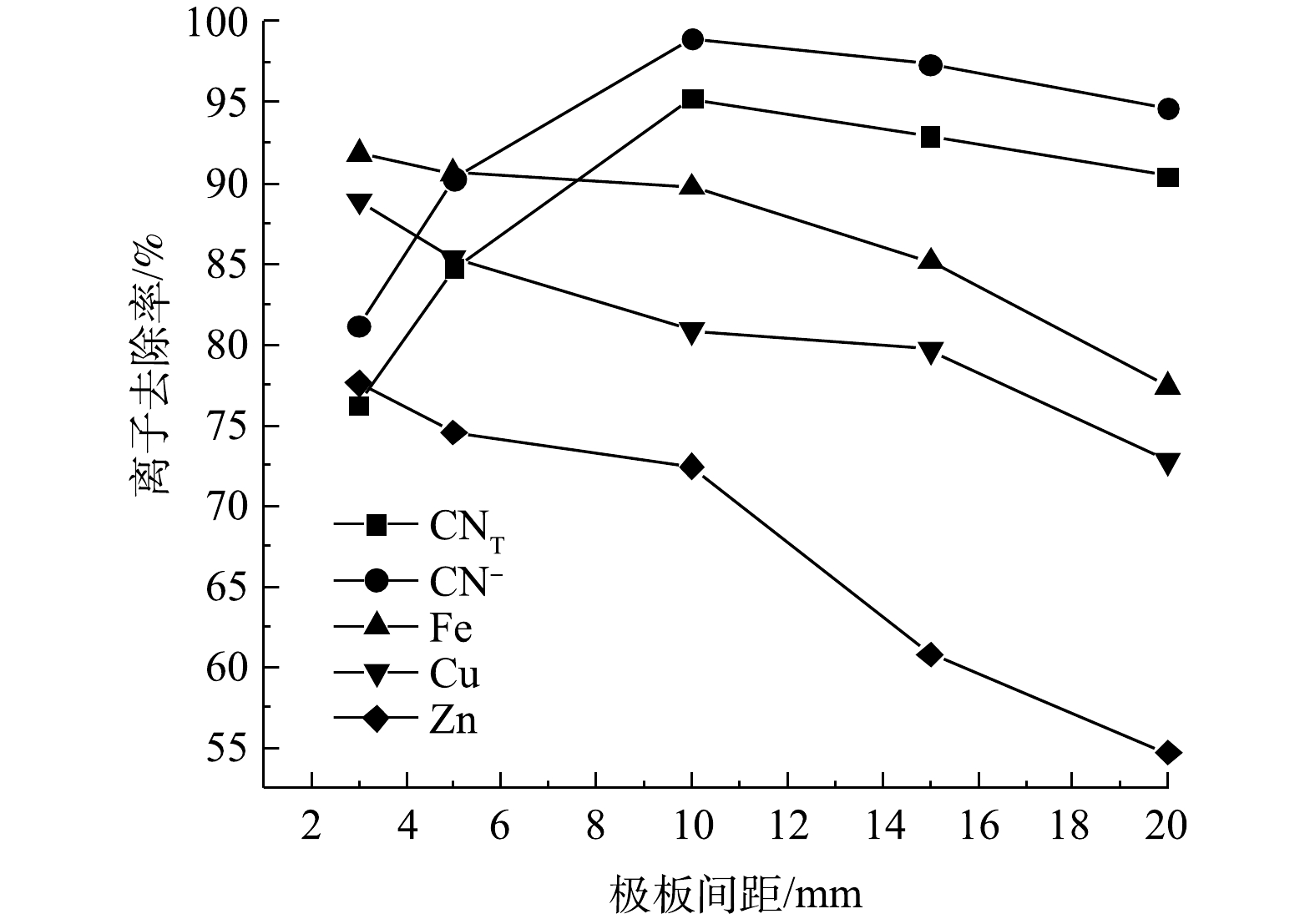
Abstract:In this paper, one-step pulp electrolysis technology is used to detoxify cyanide tailings from gold smelting. NaCl addition amount, applied voltage, electrode spacing and electrolysis time were studied on electrolytic oxidation during direct electrolytic chlorine oxidation. Mineral Liberation Analyzer was used to deeply analyze the oxidation reaction mechanism of cyanide and the main encapsulated minerals during the process. The results show that with NaCl dosage of 0.5 g, the applied voltage of 8.0 V, plate spacing of 10 mm and electrolysis time of 4 h, the removal rates of CNT, CN?, Cu, Fe and Zn in the slurry are 94.83%, 98.94%, 85.65%, 84.51% and 73.85%, respectively. After the treatment, the proportion of pyrite from chalcopyrite and sphalerite continuously reduced by 12.04% and 20.17%, respectively, and free surface percentage content of pyrite reduced by 9.4%. Under the action of an electric field, Cl- migrates to the anode and preferentially oxidizes to Cl2/ClO?, which undergoes a redox reaction with the free cyanide and metal cyanide complex ions that migrate to the vicinity of the anode, resulting in the oxidation of cyanide to N2 and CO2, and some metal ions were precipitated by the electrodeposition reaction at the cathode. This study can achieve the goal of rapid, efficient and harmless treatment of cyanide tailings. Key words:cyanidation residue/ pulp electrolysis/ oxychlorination/ anodic oxidation.
SAARELA K, KUOKKANEN T. Alternative disposal methods for wastewater containing cyanide: Analytical methods for new electrolysis technology developed for total treatment of wastewater containing gold or silver cyanide[C]//Proceedings of the Waste Minimization and Resource Use Optimization Conference. Finland, 2004: 107-121.
[3]
HOWELL C, CHRISTOPHERSEN D. Three-phase mining effluent treatment plant to meet stringent standards[J]. Engineering and Mining Journal, 2009, 210(3): 48-51.
[4]
MANORANJAN M, GAUTAM P, KUMAR J B. Cyanide detoxification process[J]. Patent Issued, 2003, 27(6): 32-34.
[5]
ADJEI M D, OHTA Y. Factors affecting the biodegradation of cyanide by Burkholderia cepacia strain C-3[J]. Journal of Bioscience and Bioengineering, 2000, 89(3): 274-277. doi: 10.1016/S1389-1723(00)88833-7
LI X Q, WU X M, JIA Y N, et al. Research on electrolysis parameters on the running effect of sodium hypochlorite reactor[J]. China Rural Water and Hydropower, 2014(11): 135-138.
[10]
BADRUZZAMAN M, OPPENHEIMER J, ADHAM S. Innovative beneficial reuse of reverse osmosis concentrate using bipolar membrane electrodialysis and electrochlorination processes[J]. Journal of Membrane Science, 2009, 326(2): 392-399. doi: 10.1016/j.memsci.2008.10.018
[11]
BERGMANN M E H, KOPARAL A S. Studies on electrochemical disinfectant production using anodes containing RuO2[J]. Journal of Applied Electrochemistry, 2005, 35(12): 1321-1329. doi: 10.1007/s10800-005-9064-0
[12]
LIU J H, WANG J J. Summary on tests of membrane polar distance of ion-exchange membrane electrolyzers with high current density[J]. Chlor-Alkali Industry, 2011, 47(2): 20-21.
1.School of Metallurgical Engineering, Xi'an University of Architecture and Technology, Xi'an 710055, China 2.Shaanxi Gold and Resources Key Laboratory, Xi'an 710055, China 3.Shaanxi Zinc Industry Co. Ltd., Shangluo 726007, China Received Date: 2020-12-01 Accepted Date: 2021-04-04 Available Online: 2021-05-23 Keywords:cyanidation residue/ pulp electrolysis/ oxychlorination/ anodic oxidation Abstract:In this paper, one-step pulp electrolysis technology is used to detoxify cyanide tailings from gold smelting. NaCl addition amount, applied voltage, electrode spacing and electrolysis time were studied on electrolytic oxidation during direct electrolytic chlorine oxidation. Mineral Liberation Analyzer was used to deeply analyze the oxidation reaction mechanism of cyanide and the main encapsulated minerals during the process. The results show that with NaCl dosage of 0.5 g, the applied voltage of 8.0 V, plate spacing of 10 mm and electrolysis time of 4 h, the removal rates of CNT, CN?, Cu, Fe and Zn in the slurry are 94.83%, 98.94%, 85.65%, 84.51% and 73.85%, respectively. After the treatment, the proportion of pyrite from chalcopyrite and sphalerite continuously reduced by 12.04% and 20.17%, respectively, and free surface percentage content of pyrite reduced by 9.4%. Under the action of an electric field, Cl- migrates to the anode and preferentially oxidizes to Cl2/ClO?, which undergoes a redox reaction with the free cyanide and metal cyanide complex ions that migrate to the vicinity of the anode, resulting in the oxidation of cyanide to N2 and CO2, and some metal ions were precipitated by the electrodeposition reaction at the cathode. This study can achieve the goal of rapid, efficient and harmless treatment of cyanide tailings.

 下载:
下载:  点击查看大图
点击查看大图