
 , Јљ≥…1, ≥¬…∆∆љ1, —÷Ћђ2
, Јљ≥…1, ≥¬…∆∆љ1, —÷Ћђ2 1. ґЂ±±іу—І«Ўї µЇЈ÷–£ њЎ÷∆є§≥ћ—І‘Ї£ђЇ”±± «Ўї µЇ 066004;
2. Њ©ƒ№«Ўї µЇ»»µз”–ѕёєЂЋЊ£ђЇ”±± «Ўї µЇ 066004
’Єе»’∆Џ£Ї2021-09-06
їщљрѕоƒњ£ЇєъЉ“„‘»їњ∆—Іїщљр„ ÷ъѕоƒњ(61973262£ђ51405068)£їЇ”±± °„‘»їњ∆—Іїщљр„ ÷ъѕоƒњ(E2019203146£ђE2020501013)£ї÷–—лЄя–£їщ±Њњ∆—–“µќсЈ—„®ѕо„ љр„ ÷ъѕоƒњ(N2023023)°£
„ч’яЉтљй£ЇЇоґЂѕю(1982-)£ђƒ–£ђ…љќч∆љ“£»Ћ£ђґЂ±±іу—ІЄ±љћ Џ°£
’™“™£ЇњЉ¬«∞еіш‘юїъіє÷±’сґѓґ‘“Ї—є—єѕ¬ѕµЌ≥÷–ЋƒЌ®Ћ≈Јюµзі≈ЈІЈ«ѕя–‘ЅчЅњµƒ”∞ѕм£ђЌ∆µЉ≥цЈ«ѕя–‘ЅчЅњ±дїѓѕ¬µƒ“Ї—єЄ„µƒЈ«ґ‘≥∆Ј÷ґќµѓї…Ѕ¶£ђ≤Ґљ®ЅҐЅЋ∞еіш‘юїъ“Ї—є—єѕ¬-іє÷±’сґѓґѓЅ¶—ІЈљ≥ћ.‘Ћ”√∆љЊщЈ®«уљв≥цЄ√‘юїъ’сґѓѕµЌ≥µƒЈщ∆µѕм”¶Јљ≥ћ£ђ≤Ґјы”√∆ж“м–‘јн¬џ«уљвЅЋ‘юїъ‘Џґѓћђ‘ю÷∆єэ≥ћµƒЈ÷≤нћЎ–‘£ђµ√µљ4„й≤їЌђµƒ„™«®ЉѓЉ∞∆дґ‘”¶µƒЈ÷≤нЌЉ£ђЈ÷ќцЅЋњ™’џ≤ќ эґ‘‘юїъЈ÷≤нћЎ–‘µƒ”∞ѕм.„оЇу“‘ µЉ ‘юїъ≤ќ эќ™јэ£ђЌ®єэЈ¬’жЈҐѕ÷ѕµЌ≥Јщ∆µ«ъѕя‘ЏЈ÷ґќі¶≥цѕ÷є’ЌдћЎ–‘£ђµч’ыЋ≈ЈюЈІѕм”¶ ±Љдњ…љµµЌѕµЌ≥’сЈщ≤їќ»ґ®∆µ¬ «ш”т£ђЌ®єэµч’ыЌвЉ§јшЈщ÷µ”л„иƒб±»µ»≤ќ эњ…”––ІЄƒ…∆ѕµЌ≥є≤’с«йњц£ђќ™љш“ї≤љ“÷÷∆‘юїъєхѕµ’сґѓћбє©јн¬џ≤ќњЉ.
єЎЉьі £Ї“Ї—є—єѕ¬-іє÷±’сґѓ∞еіш‘юїъЈ«ѕя–‘ЅчЅњЈ«ґ‘≥∆Ј÷ґќµѓї…Ѕ¶Ј÷≤н
Research on Hydraulic Screw down-Vertical Vibration Characteristics of Strip Rolling Mill
HOU Dong-xiao1
, FANG Cheng1, CHEN Shan-ping1, YAN Shuang2 1. School of Control Engineering, Northeastern University at Qinhuangdao, Qinhuangdao 066004, China;
2. Jingneng Qinhuangdao Thermal Power Co., Ltd., Qinhuangdao 066004, China
Corresponding author: HOU Dong-xiao, E-mail:houdongxiao1982@163.com.
Abstract: Considering the effect of the vertical vibration of the strip mill on the non-linear flow rate of the four-way servo solenoid valve in the hydraulic system, the asymmetric segmented spring force of the hydraulic screw down cylinder under the non-linear flow rate change is derived. The dynamic equations of hydraulic screw down-vertical coupling vibration of the strip mill are established. The averaging method is used to solve the amplitude-frequency response equation of the coupled vibration system of the rolling mill, and the bifurcation characteristics of the rolling mill in the dynamic rolling process are solved using the singularity theory. Four different transition sets and their corresponding bifurcation diagrams are obtained. The effect of the unfolding parameters on the bifurcation characteristics of the rolling mill are analyzed. Finally, based on the actual rolling mill parameters, it is found through simulation that the amplitude-frequency curve of the system has turning characteristics at the section. Adjusting the response time of the servo valve can reduce the unstable frequency area of the coupling system. By adjusting the external excitation amplitude and damping ratio and other parameters, the resonance of the coupled system can be effectively improved. This can provide a theoretical reference for further suppressing the vibration of the roll system of the rolling mill.
Key words: hydraulic screw down-vertical vibrationstrip rolling millnon-linear flow rateasymmetrical segmented spring forcebifurcation
∞еіш‘юїъ÷–µƒєхѕµ’сґѓќ ћв“ї÷± «”∞ѕмЄ÷ћъ∆у“µ’э≥£‘ю÷∆…ъ≤ъµƒЉЉ хƒ—ћв£ђєхѕµ“м≥£’сґѓµƒЈҐ…ъ≤їљц”∞ѕм„≈‘ю÷∆≤ъ∆ЈµƒЊЂґ»”л±н√ж÷ Ѕњ£ђ—ѕ÷Ў ±їєњ…ƒ№“эЈҐЄ÷ішґѕЅ—≤ҐЋрїµ…и±Є[1-3].
’лґ‘‘юїъ’сґѓќ ћв£ђ****√«і”≤їЌђµƒљ«ґ»љш––ЅЋ—–Њњ[4-8].Yunµ»[9]ЇЌHuµ»[10-11]њЉ¬«‘ю÷∆љ«”л“І»лљ«ґ‘‘ю÷∆ќ»ґ®–‘µƒ”∞ѕм£ђљ®ЅҐЅЋЋЃ∆љ-іє÷±-≈§„™соЇѕƒ£–Ќ.Johnsonµ»[12]њЉ¬«ЅЋљ”і•Ј«ѕя–‘ґ‘є§„чєх-÷І≥–єхљз√жґѓћђћЎ–‘µƒ”∞ѕм£ђ÷Є≥цљ”і•Ј«ѕя–‘їб≤ъ…ъЄя∆µ–≥≤®’сґѓ.Swiatoniowskiµ»[13-14]њЉ¬«‘юЉю±д–ќµƒЈ«ѕя–‘µѓ–‘Ѕ¶ЇЌ≤ќЉ§’сґѓ£ђ—–ЊњЅЋ‘юїъєхѕµіє÷±’сґѓћЎ–‘.ЇоґЂѕюµ»[15]њЉ¬«—єѕ¬Є„ЇЌ∆љЇвЄ„ґаЄцЄ„ћеЉдљбєєµѓ–‘‘Љ ш”∞ѕм£ђљ®ЅҐЅЋЈ÷ґќЈ«ѕя–‘µѓ–‘‘Љ шѕ¬‘юїъ’сґѓƒ£–Ќ£ђ≤Ґ—–ЊњЅЋЄ√ƒ£–ЌµƒЈ÷≤нћЎ–‘.****√«‘ЏіЋїщі°…ѕљш“ї≤љњЉ¬«ґаЄц“Ї—єЄ„µƒµѓ–‘‘Љ ш”∞ѕм£ЇЅхЇ∆»їµ»[16]—–ЊњЅЋґаЈ«ѕя–‘µѓ–‘‘Љ шѕ¬µƒ‘юїъ’сґѓ£їЅхЈ…µ»[17]љш“ї≤љ—–ЊњЅЋ“Ї—єЄ„‘ЏЈ÷ґќµѓ–‘Ѕ¶”лЈ«ѕя–‘ƒ¶≤ЅЅ¶є≤Ќђ„ч”√ѕ¬µƒ‘юїъ’сґѓћЎ–‘£їЅх±тµ»[18]’лґ‘Їђ“Ї—єЄ„Ј«ѕя–‘µѓї…Ѕ¶µƒ‘юїъ’сґѓƒ£–Ќ£ђЌ®єэ…иЉ∆ѕа”¶µƒќь’с∆чњЎ÷∆‘юїъєхѕµ’сґѓ––ќ™.
ƒњ«∞‘юїъ“Ї—єѕµЌ≥Ј«ѕя–‘“тЋЎ÷ч“™њЉ¬«ЅЋ“Ї—єЄ„љбєє÷–Є„ћеµѓ–‘Є’ґ»µƒЈ«ѕя–‘£ђ“Ї—єЄ„‘Џ‘ю÷∆єэ≥ћµƒє§„ч„іћђ“≤љѕќ™Єі‘”£ђ≥эЅЋЄ„ћеїъ–µљбєєЈ«ѕя–‘“тЋЎ”∞ѕмЌв£ђЄ„ће÷–“Ї—є”ЌЅчЅњµƒЈ«ѕя–‘“≤њ…ƒ№ґ‘‘юїъ’сґѓ‘м≥…”∞ѕм£ђƒњ«∞ґ‘Є√ќ ћвїє…–ќі”–љѕќ™…о»лµƒ—–Њњ.
“тіЋ±ЊќƒњЉ¬«“Ї—є—єѕ¬Є„÷–“Ї—єЄ„Ћ≈Јюµзі≈ЈІЈ«ѕя–‘ЅчЅњ”∞ѕм£ђ „ѕ»љ®ЅҐЅЋЈ«ѕя–‘ЅчЅњ”∞ѕмѕ¬“Ї—єЄ„µƒЈ÷ґќЈ«ѕя–‘Є’ґ»£ђ»їЇуљ®ЅҐЅЋ∞еіш‘юїъ“Ї—є—єѕ¬-іє÷±’сґѓµƒЈ«ѕя–‘ґѓЅ¶—Іƒ£–Ќ.Ќ®єэ«уљвµ√µљЄ√Ј«ѕя–‘ѕµЌ≥µƒЈщ∆µЈљ≥ћ£ђ≤Ґ—–ЊњЅЋ‘юїъ’сґѓѕµЌ≥‘Џ≤їЌђњ™’џ≤ќ эѕ¬µƒЈ÷≤н––ќ™.„оЇу“‘ µЉ ‘юїъ≤ќ эќ™јэ£ђ—–ЊњЅЋ≤їЌђ≤ќ эґ‘‘юїъЈщ∆µћЎ–‘µƒ”∞ѕм£ђќ™љш“ї≤љ“÷÷∆‘юїъ’сґѓћбє©јн¬џ≤ќњЉ.
1 Ј«ѕя–‘ЅчЅњѕ¬Ј÷ґќЈ«ѕя–‘µѓ–‘Ѕ¶‘Џ‘ю÷∆єэ≥ћ÷–£ђ∞еіш‘юїъ“Ї—є—єѕ¬„∞÷√÷ч“™ЄЇ‘рµчљЏЇЌ±£≥÷єхЈміу–°£ђЉх–°≈Љ»ї≥еїчґ‘‘юЉю±н√ж÷ Ѕњµƒ”∞ѕм£ђ“Ї—є—єѕ¬ѕµЌ≥љбєє Њ“вЌЉ»зЌЉ 1Ћщ Њ.
ЌЉ 1(Fig. 1)
 | ЌЉ 1 ‘юїъ“Ї—єѕµЌ≥ Њ“вЌЉFig.1 Schematic diagram of the rolling mill hydraulic system |
ќ™ЅЋ±№√в‘юїъ‘Џє§„чєэ≥ћ÷–≤ъ…ъµƒ’сґѓ є“Ї—єЄ„ќёЄЋ«їƒЏ—єЅ¶”ЌїЎЅч£ђ“ї∞г‘ЏЋƒЌ®Ћ≈Јюµзі≈ЈІ«∞…и÷√µ•ѕтЈІјі„и÷єіЋѕ÷ѕуµƒЈҐ…ъ.µ±їо»ыЄЋѕтѕ¬“∆ґѓ ±µ•ѕтЈІітњ™£ђ”Ќ“Їљш»лќёЄЋ«ї£їїо»ыЄЋѕт…ѕ“∆ґѓ ±µ•ѕтЈІєЎ±’£ђЈј÷є”Ќ“ЇЅч≥ц.іЋ ±”Ќ“ЇЅчЅњљЂ±нѕ÷ќ™≤їЌђµƒ‘Ћґѓ„іћђ.“Ї—є—єѕ¬Є„µƒµ»–ІЄ’ґ»њ… ”„ч”…їо»ыЄЋЄ’ґ»”л“Ї—є”ЌЄ’ґ»іЃЅ™єє≥…£ђ‘Џ…ѕ цЈ«ѕя–‘ЅчЅњµƒ”∞ѕмѕ¬“Ї—є—єѕ¬Є„µƒµ»–ІЄ’ґ»њ…±н Њќ™
 | (1) |
‘Џ‘ю÷∆єэ≥ћ÷–£ђ“Ї—єЄ„÷–µƒ“Ї—є”Ќ Љ÷’ №Ѕ¶£ђ≤ъ…ъ–ќ±д.“Ї—є”Ќћеїэ±дїѓ«йњцњ…“‘Ќ®єэћеїэƒ£Ѕњ±н Њ£ђ“Ї—є”Ќ №µљµƒ—єЅ¶”лћеїэ±дїѓєЎѕµњ…“‘±н Њќ™
 | (2) |
µ±їо»ыЄЋ≤ъ…ъѕтѕ¬ќї“∆x ±£ђќёЄЋ«їƒЏµƒ—єЅ¶±дїѓ”–
 | (3) |
≤…”√»зѕ¬µƒЋƒЌ®ЈІЈ«ѕя–‘ЅчЅњЈљ≥ћ[19]£Ї
 | (4) |
—єѕ¬Є„‘Џє§„чєэ≥ћ÷–”…Є„ƒЏ—єЅ¶”Ќћбє©‘ю÷∆Ѕ¶£ђє ЈІ–Њќї“∆xv°Ё0.њЉ¬«µљє№¬Ј—єЅ¶Ћр Іґ‘“Ї—єЄ„Є’ґ»”∞ѕмљѕ–°[20]£ђњ…љЂ∆дЇц¬‘£ђ≤ҐњЉ¬«µзі≈ЈІѕм”¶Ћўґ»£ђњ…µ√‘Џѕм”¶ ±ЉдƒЏќёЄЋ«їƒЏЅч»лµƒ“Ї—є”Ќћеїэќ™
 | (5) |

µ±їо»ыЄЋ≤ъ…ъѕтѕ¬ќї“∆x ±£ђњ…µ√”…Ј«ѕя–‘ЅчЅњ≤ъ…ъµƒќї“∆±дїѓ¶§x”л—єЅ¶±дїѓ¶§Pn£Ї
 | (6) |
 | (7) |
 | (8) |
 | (9) |


іЋ ±њ…µ√Ј«ѕя–‘µѓ–‘Ѕ¶
 | (10) |
 | (11) |
 | (12) |
Ќђјн”–
 | (13) |
іЋ ±њ…µ√µљЈ«ѕя–‘ЅчЅњ”∞ѕмѕ¬“Ї—є—єѕ¬Є„µƒЈ÷ґќЈ«ѕя–‘µѓ–‘Ѕ¶ќ™
 | (14) |
ЌЉ 2(Fig. 2)
 | ЌЉ 2 ‘юїъєхѕµЈ÷ґќґѓЅ¶—Іƒ£–ЌFig.2 Piecewise dynamic model of the rolling mill roll system |
”…”Џ÷І≥–єх÷ Ѕњ‘ґіу”Џє§„чєх÷ Ѕњ£ђњ…љЂ∆дЉтїѓќ™µ»–І÷ Ѕњm[22]£ђk”лcЈ÷±р «‘юЉюµƒµ»–Іѕя–‘Є’ґ»”л„иƒб£ђk2(x)ќ™‘юїъ“Ї—є—єѕ¬Є„”–ЄЋ«їµƒµ»–ІЄ’ґ»£ђk(x)ќ™њЉ¬«Ј«ѕя–‘ЅчЅњ”∞ѕмѕ¬“Ї—є—єѕ¬Є„Ј÷ґќЈ«ѕя–‘Є’ґ»£ђe1ЇЌe2Ј÷±рќ™ќ»ћђ‘ю÷∆ ±“Ї—є—єѕ¬Є„ƒЏќёЄЋ«ї”л”–ЄЋ«їƒЏ“Їћеµƒ≥х Љµѓ–‘±д–ќ(e1>0£ђe2 < 0)£ђF(t)ќ™÷№∆Џ–‘Ќв»≈Ѕ¶.
іЋ ±њ…µ√‘юїъєхѕµЈ÷ґќЈ«ѕя–‘ґѓЅ¶—ІЈљ≥ћќ™
 | (15) |
 | (16) |


іЋ ±µƒЈ÷ґќЈ«ѕя–‘µѓї…Ѕ¶њ…–іќ™
 | (17) |
3 ‘юїъєхѕµµƒЈщ∆µћЎ–‘Јљ≥ћЉў…и‘юїъєхѕµ №µљ÷№∆Џ–‘Ќв≤њ»≈ґѓ£ђЄ√»≈ґѓќ™F(t)=Fsin¶Ўt.љЂѕµЌ≥÷–Ј«ѕя–‘”∞ѕм“тЋЎњЉ¬«ќ™»хЈ«ѕя–‘ѕо£ђ“э»л–°≤ќ э¶≈£ђЅо¶Ў2=(1+¶≈¶“)°§¶Ў02. љ(16)њ…–іќ™
 | (18) |
 | (19) |
≤…”√∆љЊщЈ®£ђ…и љ(18)”–»зѕ¬–ќ љµƒљв£Ї
 | (20) |
љЂ љ(20)іъ»л љ(18)÷–£ђњ…µ√≥ц
 | (21) |

 | (22) |
 | (23) |
 |
4 ‘юїъєхѕµЈ÷≤нћЎ–‘Ј÷ќц”…”Џ∞еіш‘юїъƒ£–Ќ≤ќ эїтґаїт…ўїбіж‘Џ“їґ®µƒќу≤о£ђƒ£–Ќ≤ќ эµƒ«бќҐ±дїѓ”–њ…ƒ№ єµ√‘юїъ±нѕ÷≥ц≤їЌђµƒЈ÷≤нћЎ–‘.ґшЈ÷≤нѕ÷ѕуЌщЌщ”л‘юїъ Іќ»„іћђ√№«–ѕаєЎ£ђ»зєы Іќ»„іћђ≤їЉ∞ ±Љ”“‘њЎ÷∆£ђљЂµЉ÷¬‘юїъєхѕµ≥цѕ÷≤їњ…‘§≤вµƒ’сґѓ£ђі”ґшµЉ÷¬≤ъ∆Ј÷ ЅњљµµЌ£ђ—ѕ÷Ў ±…х÷Ѕїб∆∆їµ‘юїъљбєєµƒќ»ґ®–‘.“тіЋњ…≤…”√∆ж“м–‘јн¬џ—–Њњ‘юїъ’сґѓѕµЌ≥≤ќ э±дїѓґ‘‘юїъєхѕµ’сґѓ„іћђµƒ”∞ѕм.
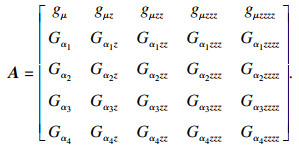
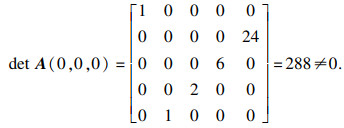
љЂ љ(23)‘Џa=a0і¶љш––ћ©ј’’єњ™£ђ≤Ґ¬‘»•ЄяіќѕоЇуњ…µ√
 | (24) |
 |
 |
 |
±ЊќƒЌ®єэљЂ”аќђќ™4µƒ4-≤ќ эЈ÷≤нЈљ≥ћµƒ≤ќ эЈ÷±рќ™Ѕг£ђµ√µљЅЋ4Єц»эќђ„™«®Љѓ£ђ≤Ґ‘Џ„™«®ЉѓЈ÷Єф≥…µƒњ’ЉдƒЏЈ÷±рћ÷¬џ∆дЈ÷≤нЌЉ.±№√вЅЋґаЄц≤ќ эЌђ ±ќ™Ѕг ±љбєы”л‘≠Ј÷≤нЈљ≥ћ≤о“мљѕіуµƒ«йњцЈҐ…ъ.
4.2 Ј÷≤нЈљ≥ћЉ∆ЋгЅо
 | (25) |
 | (26) |

 |
 | (27) |
 |
Ј÷≤нЉѓB£љ{¶Ѕ° Rk|£ђіж‘Џ(x£ђ¶ћ) єµ√‘Џ(x£ђ¶ћ£ђ¶Ѕ)і¶”–G=G¶Ѕ=G¶ћ=0}.
÷ЌЇуµгЉѓH={¶Ѕ° Rk|£ђіж‘Џ(x£ђ¶ћ) єµ√‘Џ(x£ђ¶ћ£ђ¶Ѕ)і¶”–G=Gx=Gxx=0}.
ЋЂЉЂѕёµгЉѓD£љ{¶Ѕ° Rk|£ђіж‘Џ(xi£ђ¶ћ)(i=1£ђ2)£ђx1°ўx2£ђ єµ√‘Џ(xi£ђ¶ћ£ђ¶Ѕ)і¶”–G=Gx=0}.
1) µ±¶Ѕ1=0 ±.
Ј÷≤нЉѓќ™
 |
÷ЌЇуµгЉѓќ™
 |
ЋЂЉЂѕёµгЉѓќ™
 |
 |
ЌЉ 3(Fig. 3)
 | ЌЉ 3 ¶Ѕ1=0 ±‘юїъ’сґѓѕµЌ≥µƒ„™«®ЉѓFig.3 Transition set of the rolling mill vibration system when ¶Ѕ1=0 |
ЌЉ 4(Fig. 4)
 | ЌЉ 4 ¶Ѕ1=0 ±ЌЉ 3÷–≤їЌђ«ш”тƒЏЈ÷≤нЌЉFig.4 Bifurcation diagram in Fig. 3 when ¶Ѕ1=0. (a)°™Ґс«ш£ї(b)°™Ґт«ш£ї(c)°™Ґу«ш£ї(d)°™Ґф«ш£ї(e)°™Ґх«ш£ї(f)°™Ґц«ш£ї(g)°™Ґч«ш. |
”…ЌЉ 3”лЌЉ 4њ…÷™£ђ„™«®ЉѓљЂ‘юєхѕµЌ≥µƒ’сґѓ«йњцЈ÷Єф≥…7Єцњ’Љд£ђ‘Џ≤їЌђµƒ«ш”тƒЏ‘юєх’сґѓµƒЈ÷≤нЌЉ«ъѕяЌЎ∆Ћ–‘÷ ≤їЌђ.“тќ™‘юєхµƒ’сЈщ„№ «“їЄціу”ЏЅгµƒ÷µ£ђЉіa°Ё0£ђ‘ЏЈ÷≤нЈљ≥ћ÷–µƒ‘Љ шћхЉюќ™z°Ё¶¬£ђ¶¬=h2/7.µ±‘юїъ’сґѓѕµЌ≥µƒ≤ќ э‘Џ„™«®ЉѓЋщЈ÷Єфµƒ«ш”тƒЏ ±£ђЈ÷≤нЌЉµƒЌЎ∆Ћ–‘÷ ≤їЈҐ…ъ±дїѓ.
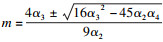
2) µ±¶Ѕ2=0 ±.
Ј÷≤нЉѓќ™
 |
 |

ЋЂЉЂѕёµгЉѓќ™
 |
ЌЉ 5(Fig. 5)
 | ЌЉ 5 ¶Ѕ2=0 ±‘юїъ’сґѓѕµЌ≥µƒ„™«®ЉѓFig.5 Transition set of the rolling mill vibration system when ¶Ѕ2=0 |
ЌЉ 6(Fig. 6)
 | ЌЉ 6 ¶Ѕ2=0 ±ЌЉ 5÷–≤їЌђ«ш”тƒЏЈ÷≤нЌЉFig.6 Bifurcation diagram in Fig. 5 when ¶Ѕ2=0 (a)°™Ґс«ш£ї(b)°™Ґт«ш£ї(c)°™Ґу«ш£ї(d)°™Ґф«ш£ї(e)°™Ґх«ш£ї(f)°™Ґц«ш. |
3) µ±¶Ѕ3=0 ±.
Ј÷≤нЉѓќ™
 |
 |

ЋЂЉЂѕёµгЉѓќ™
 |
ЌЉ 7(Fig. 7)
 | ЌЉ 7 ¶Ѕ3=0 ±‘юїъ’сґѓѕµЌ≥µƒ„™«®ЉѓFig.7 Transition set of the rolling mill vibration system when ¶Ѕ3=0 |
ЌЉ 8(Fig. 8)
 | ЌЉ 8 ¶Ѕ3=0 ±ЌЉ 7÷–≤їЌђ«ш”тƒЏЈ÷≤нЌЉFig.8 Bifurcation diagram in Fig. 7 when ¶Ѕ3=0 (a)°™Ґс«ш£ї(b)°™Ґт«ш£ї(c)°™Ґу«ш£ї(d)°™Ґф«ш£ї(e)°™Ґх«ш£ї(f)°™Ґц«ш. |
4) µ±¶Ѕ4=0 ±.
Ј÷≤нЉѓќ™
 |
 |
ЋЂЉЂѕёµгЉѓќ™
 |
ЌЉ 9(Fig. 9)
 | ЌЉ 9 ¶Ѕ4=0 ±‘юїъ’сґѓѕµЌ≥µƒ„™«®ЉѓFig.9 Transition set of the rolling mill vibration system when ¶Ѕ4=0 |
ЌЉ 10(Fig. 10)
 | ЌЉ 10 ¶Ѕ4=0 ±ЌЉ 9÷–≤їЌђ«ш”тƒЏЈ÷≤нЌЉFig.10 Bifurcation diagram in Fig. 9 set when ¶Ѕ4=0 (a)°™Ґс«ш£ї(b)°™Ґт«ш£ї(c)°™Ґу«ш£ї(d)°™Ґф«ш£ї(e)°™Ґх«ш£ї(f)°™Ґц«ш. |
Ќ®єэ…ѕ цЋƒ÷÷«йњцњ…“‘њі≥ц£ђ„™«®ЉѓљЂ‘юїъ’сґѓѕµЌ≥Ј÷≥…»фЄ…Єц„”њ’Љд£ђ‘ЏЌђ“ї„”њ’ЉдƒЏ»ќ“в—°‘сµг’сґѓѕµЌ≥µƒЈ÷≤нЌЉЊщ”–„≈ѕаЌђµƒЌЎ∆Ћ–‘÷ £ђ‘Џ≤їЌђµƒ„”њ’ЉдƒЏ»°µг‘юїъ’сґѓѕµЌ≥Ј÷≤нЌЉµƒЌЎ∆Ћ–‘÷ ≤їЌђ.µ±‘юїъ’сґѓѕµЌ≥≤їЌђ≤ќ эЈҐ…ъ±дїѓ ±їб≥цѕ÷≤їЌђµƒЈ÷≤н––ќ™£ђЌ®єэ—–ЊњЈ÷≤н––ќ™њ…“‘±№√в‘юїъ’сґѓѕµЌ≥љш»л≤їќ»ґ®µƒ≤ќ э«ш”т.Ќђ ±њ…“‘µ√≥ц£ђЄƒ±дЈ÷≤н≤ќ э¶ћњ… є‘юїъєхѕµі¶”Џ≤їЌђµƒ’сґѓ„іћђ£ђЌ®єэµч’ыЈ÷≤н≤ќ эњ…»√‘юєхµƒ’сґѓі¶”Џќ»ґ®„іћђ£ђ’вƒ№єїќ™љµµЌ‘юїъєхѕµµƒіє÷±’сґѓћбє©јн¬џ≤ќњЉ.
5 Ј¬’ж—–ЊњЄщЊЁƒ≥≥І1780»»Ѕђ‘юїъЌЉ÷љ эЊЁљш––Ј¬’ж£ђ»°‘юїъµƒ µЉ љбєє≤ќ э“‘Љ∞“Ї—є—єѕ¬ѕµЌ≥≤ќ э»з±н 1Ћщ Њ.
±н 1(Table 1)
| ±н 1 1780»»Ѕђ‘юїъ≤ќ э Table 1 Parameters of 1780 hot rolling mill |
”… љ(23)÷–µƒЈщ∆µЈљ≥ћњ…“‘µ√µљ»зЌЉ 11Ћщ Њµƒ∞еіш‘юїъ“Ї—є—єѕ¬-іє÷±’сґѓѕµЌ≥µƒЈщ∆µ«ъѕя£ђі”ЌЉ÷–њ…“‘њі≥ц£ђµ±Ќв»≈Ѕ¶∆µ¬ ‘цЉ” ±£ђ‘юїъєхѕµµƒ’сЈщ≥цѕ÷ЅЋЈ«ѕя–‘ѕµЌ≥÷–ћЎ”–µƒ°∞ћш‘Њ°±”л°∞÷ЌЇу°±ѕ÷ѕу£ђµ±Ќв»≈∆µ¬ і”«ъѕя„у≤ањ™ Љ‘ціу ±£ђ’сЈщ—Ў«ъѕяі”µгAЊ≠єэµгB£ђC“∆ґѓ÷ЅµгD£ђіпµљ„оіу’сЈщ£ђЋж„≈Ќв»≈Ѕ¶∆µ¬ Љћ–ш‘цЉ”≥ђєэµгD ±£ђєхѕµµƒ’сЈщЌї»їљµ÷ЅµгF£ђЋжЇуЊ≠єэµгG£ђ‘юєхµƒ’сЈщ‘ЏµгD≥цѕ÷ЅЋћш‘Њѕ÷ѕу£їµ±Ќв»≈∆µ¬ і””“≤ањ™ ЉЉх–° ±£ђ‘юєх’сЈщ—Ў«ъѕяі”µгGЊ≠єэµгFµљіпµгE£ђµ±∆µ¬ Љћ–шљµµЌ–°”ЏµгE ±£ђ‘юєх’сЈщ…э÷ЅµгC≤Ґ—Ў„≈CBЈљѕт‘ЋґѓЊ≠єэµгA.“тіЋµ±Ќв»≈Ѕ¶∆µ¬ Њ≠єэDEґќ ±£ђѕµЌ≥µƒ’сЈщ «≤їќ»ґ®µƒ£ђ‘Џ µЉ є§„ч÷––и“™±№√в.
ЌЉ 11(Fig. 11)
 | ЌЉ 11 ’сґѓѕµЌ≥Јщ∆µѕм”¶«ъѕяFig.11 Amplitude frequency response curve of the vibration system |
Ќђ ±њ…“‘ЈҐѕ÷£ђ”…”Џ“Ї—є—єѕ¬ѕµЌ≥µƒЈ÷ґќЈ«ѕя–‘µѓї…Ѕ¶£ђµ±Ќв»≈∆µ¬ µљµгB ±£ђ’сґѓѕµЌ≥µƒЈ«ѕя–‘Є’ґ»ЈҐ…ъЄƒ±д£ђЈщ∆µ«ъѕя≥цѕ÷є’Ќд.’в÷÷ѕ÷ѕуЋµ√ч£ђ‘Џ≤їЌђµƒ’сЈщ«шґќ£ђ”…”Џ’сґѓѕµЌ≥Ј«ѕя–‘Є’ґ»±дїѓїбµЉ÷¬‘юєхі¶”Џ≤їЌђµƒ’сґѓ„іћђ.
ЌЉ 12ќ™Ћ≈Јюµзі≈ЈІ≤їЌђѕм”¶ ±Љдѕ¬µƒѕµЌ≥Јщ∆µ«ъѕя.і”ЌЉ÷–њ…“‘њі≥ц£ђЋж„≈µзі≈ЈІѕм”¶ ±Љд±д–°£ђЈщ∆µ«ъѕяµƒє’ЌдћЎ–‘±д»х£ђ‘Џє’ЌдµгЄљљьµƒЈ«ѕя–‘Є’ґ»±дїѓ±д–°£ђ‘юїъєхѕµµƒ≤їќ»ґ®’сЈщ∆µ¬ «ш”т±д–°£їµ±µзі≈ЈІµƒѕм”¶ ±Љд±д≥§£ђ‘юєхµƒ≤їќ»ґ®’сЈщ∆µ¬ «ш”т±діу£ђЈщ∆µ«ъѕяµƒ÷ЌЇуѕ÷ѕу√чѕ‘.
ЌЉ 12(Fig. 12)
 | ЌЉ 12 ѕм”¶ ±Љдґ‘Јщ∆µћЎ–‘µƒ”∞ѕмFig.12 Influence of response time on amplitude frequency characteristics |
ЌЉ 13ќ™≤їЌђЌвЉ§јшѕ¬’сґѓѕµЌ≥Јщ∆µ«ъѕяµƒ±дїѓ«йњц.і”ЌЉ÷–њ…“‘њі≥ц£ђЋж„≈ЌвЉ§јш‘цЉ”£ђ‘ЏЌђ“ї»≈ґѓ∆µ¬ ѕ¬µƒ‘юєх’сЈщљЂ±діу£ђє≤’с∆µ¬ ЈґќІ“≤љЂ±дњн.µ±ЌвЉ§јш є’сЈщµЌ”Џe1 ±£ђЈщ∆µ«ъѕя÷–µƒє’ЌдћЎ–‘ѕы І£ђ‘юєхі¶”Џќ»ґ®„іћђ.
ЌЉ 13(Fig. 13)
 | ЌЉ 13 ЌвЉ§јшґ‘ѕµЌ≥Јщ∆µћЎ–‘µƒ”∞ѕмFig.13 Effect of external excitation on amplitude frequency characteristics of the system |
ЌЉ 14ќ™≤їЌђ„иƒб±»ѕ¬‘юїъ’сґѓѕµЌ≥µƒЈщ∆µ«ъѕя.њ…“‘њі≥ц£ђЋж„≈„иƒб±»µƒ‘цЉ”£ђ‘юєхµƒ’сґѓЈщ÷µљµµЌ£ђµ±„иƒб±»‘цЉ”µљ“їґ®≥ћґ» ±£ђ‘юїъ’сґѓѕµЌ≥µƒЈщ∆µ«ъѕяє’Ќдѕ÷ѕуѕы І£ђ“тіЋњ…Ќ®єэ‘цЉ”‘юїъѕµЌ≥µƒ„иƒб±»љµµЌ‘юєх’сґѓ.
ЌЉ 14(Fig. 14)
 | ЌЉ 14 „иƒб±»ґ‘ѕµЌ≥Јщ∆µћЎ–‘µƒ”∞ѕмFig.14 Effect of damping ratio on amplitude frequency characteristics of the system |
”…ЌЉ 11~ЌЉ 14њ…“‘њі≥ц£ђЋ≈ЈюЈІѕм”¶Ћўґ»°ҐЌвЉ§јш”л„иƒб±»µƒ±дїѓЊщїбґ‘’сґѓѕµЌ≥µƒЈщ∆µ«ъѕя≤ъ…ъ”∞ѕм£ђЌ®єэЄƒ±д≤ќ э(»зћбЄяѕµЌ≥µƒ„иƒб±»ЇЌљµµЌЌвЉ§јшЈщ÷µ£ђћбЄяЋ≈Јюµзі≈ЈІѕм”¶Ћўґ»µ»)њ…“‘ є‘юїъєхѕµµƒ’сґѓЉх»х£ђ±№√в‘Џє§„ч÷–≥цѕ÷є≤’сѕ÷ѕу.
6 љб¬џ1) “јЊЁЋƒєх‘юїъєхѕµїъ–µµƒћЎµгЇЌ“Ї—єѕµЌ≥Ј«ѕя–‘ћЎ–‘£ђњЉ¬«∞еіш‘юїъ“Ї—єѕµЌ≥µзі≈Ћ≈ЈюЈІЈ«ѕя–‘ЅчЅњґ‘іє÷±’сґѓµƒ”∞ѕм£ђЌ∆µЉ≥ц“Ї—єѕµЌ≥Ј«ѕя–‘ЅчЅњ”л“Ї—є—єѕ¬Є„Ј«ѕя–‘µѓї…Ѕ¶µƒєЎѕµ£ђљ®ЅҐЅЋ∞еіш‘юїъ“Ї—є—єѕ¬-іє÷±’сґѓґѓЅ¶—Іƒ£–Ќ£ђќ™—–ЊњЈ«ѕя–‘“тЋЎґ‘‘юїъєхѕµ’сґѓ”∞ѕмћбє©ЅЋ“ї÷÷–¬µƒƒ£–Ќ“јЊЁ.
2) Ј÷ќцЅЋ‘юїъ’сґѓѕµЌ≥‘Џ≤їЌђ≤ќ эѕ¬µƒЈ÷≤нЌЎ∆Ћљбєє£ђµ√µљ4„й≤їЌђµƒ„™«®Љѓ”лЈ÷≤нЌЉ.њ…“‘њі≥ц£ђЋж„≈Ј÷≤н≤ќ эm»°÷µµƒ±дїѓ£ђЈ÷≤нЌЉ≥ ѕ÷≥ц≤їЌђµƒЌЎ∆Ћљбєє£ђµЉ÷¬‘юїъєхѕµі¶”Џ≤їЌђµƒ’сґѓ„іћђ.“тіЋњ…Ќ®єэµч’ыє§“’≤ќ э“‘Љ∞Ј÷≤н≤ќ эm±№√в‘юїъі¶”ЏЈҐ…ъ’сґѓµƒ∆µ¬ «ш.
3) —–ЊњѕµЌ≥≤ќ эґ‘∞еіш‘юїъ“Ї—є—єѕ¬-іє÷±’сґѓѕµЌ≥Јщ∆µћЎ–‘÷–µƒє’Ќд”лћш‘Њѕ÷ѕуµƒ”∞ѕм£ђћбЄяЋ≈Јюµзі≈ЈІµƒѕм”¶Ћўґ»њ…“‘”––ІЉх–°Ј«ѕя–‘ѕµЌ≥µƒћш‘Њѕ÷ѕу£ђЉх–°’сЈщ≤їќ»ґ®∆µ¬ «ш”т.≤Ґ«“Ќ®єэћбЄяѕµЌ≥„иƒбЇЌљµµЌЌвЉ§јшЈщ÷µњ…“‘”––ІљµµЌѕµЌ≥’сЈщ£ђ±№√в‘юїъ≥цѕ÷є≤’сѕ÷ѕу£ђі”ґшњ…“‘ћбЄя‘юїъєхѕµє§„чµƒќ»ґ®–‘.
≤ќњЉќƒѕ„
| [1] | Yang X, Tong C N, Yue G F, et al. Coupling dynamic model of chatter for cold rolling[J]. Journal of Iron and Steel Research International, 2010, 17(12): 30-34. DOI:10.1016/S1006-706X(10)60193-8 |
| [2] | Krot P. Nonlinear vibrations and backlashes diagnostics in the rolling mills drive trains[C]//Proceedings of 6th EUROMECH Nonlinear Dynamics Conference. Saint Petersburg, 2008: 26-30. |
| [3] | Tang H P, Wang D Y, Zhong J. Investigation into the electromechanical coupling unstability of a rolling mill[J]. Journal of Materials Processing Technology, 2002, 129(1): 294-298. |
| [4] | Paton D L, Critchley S. Tandem mill vibration: its cause and control[J]. Iron and Steel Making, 1985, 12(3): 37-43. |
| [5] | Zhu Y, Tang S, Wang C, et al. Bifurcation characteristic research on the load vertical vibration of a hydraulic automatic gauge control system[J]. Processes, 2019, 7(10): 718-727. DOI:10.3390/pr7100718 |
| [6] | Zhao H Y, Ehmann K F. Stability analysis of chatter in tandem rolling mills single-and multi-stand negative damping effect[J]. Journal of Manufacturing Science and Engineering, 2013, 135(3): 1-19. |
| [7] | Gao Z Y, Zang Y, Wu D P. HOPF bifurcation and feedback control of self-excited torsion vibration in the drive system[J]. Noise & Vibration Worldwide, 2011, 2(10): 68-74. |
| [8] | Heidari A, Forouzan M R. Optimization of cold rolling process parameters in order to increasing rolling speed limited by chatter vibrations[J]. Journal of Advanced Research, 2013, 4(1): 27-34. DOI:10.1016/j.jare.2011.12.001 |
| [9] | Yun I S, Wilson W R D, Ehmann K F. Review of chatter studies in cold rolling[J]. International Journal of Machine Tools and Manufacture, 1998, 38(12): 1499-1530. DOI:10.1016/S0890-6955(97)00133-8 |
| [10] | Hu P H, Ehmann K F. A dynamic model of the rolling process.Part Ґс: homogeneous model[J]. International Journal of Machine Tools and Manufacture, 2000, 40(1): 1-19. DOI:10.1016/S0890-6955(99)00049-8 |
| [11] | Hu P H, Ehmann K F. A dynamic model of the rolling process.Part Ґт: inhomogeneous model[J]. International Journal of Machine Tools and Manufacture, 2000, 40(1): 21-31. DOI:10.1016/S0890-6955(99)00050-4 |
| [12] | Johnson R, Qi Q. Chatter dynamics in sheet rolling[J]. International Journal of Mechanical Sciences, 1994, 6(7): 617-630. |
| [13] | Swiatoniowski A, Bar O. Mathematical modeling of the high frequency vibrations during cold rolling process[J]. Archives of Metallurgy and Materials, 2013, 58(4): 1085-1091. DOI:10.2478/amm-2013-0130 |
| [14] | Swiatoniowski A, Bar A. Parametrical excitement vibration in tandem mills-mathematical model and its analysis[J]. Journal of Materials Processing Technology, 2003, 134(2): 214-224. DOI:10.1016/S0924-0136(02)01037-3 |
| [15] | ЇоґЂѕю, Ѕх±т, ±≈а√ч, µ». Ј÷ґќЈ«ѕя–‘‘юїъєхѕµѕµЌ≥µƒЈ÷≤н––ќ™—–Њњ[J]. ’сґѓ”л≥еїч, 2010, 29(12): 138-141. (Hou Dong-xiao, Liu Bin, Shi Pei-ming, et al. Research on the bifurcation behavior of the piecewise nonlinear rolling mill roll system[J]. Shock and Vibration, 2010, 29(12): 138-141.) |
| [16] | ЅхЇ∆»ї, ЅхЈ…, ЇоґЂѕю, µ». ґаЈ«ѕя–‘µѓ–‘‘Љ шѕ¬‘юїъєхѕµ’сґѓћЎ–‘[J]. їъ–µє§≥ћ—І±®, 2012, 48(9): 89-94. (Liu Hao-ran, Liu Fei, Hou Dong-xiao, et al. Vibration characteristics of mill rolls under multi-segment nonlinear elastic constraints[J]. Journal of Mechanical Engineering, 2012, 48(9): 89-94.) |
| [17] | ЅхЈ…, Ѕх±т, ±≈а√ч, µ». “Ї—єЄ„Ј«ѕя–‘‘Љ шѕ¬µƒ‘юїъєхѕµ’сґѓ––ќ™[J]. їъ–µє§≥ћ—І±®, 2014, 50(24): 59-65. (Liu Fei, Liu Bin, Shi Pei-ming, et al. Vibration behavior of roll system under nonlinear constraints of the hydraulic cylinder[J]. Journal of Mechanical Engineering, 2014, 50(24): 59-65.) |
| [18] | Ѕх±т, ≈Ћєуѕи, јо≈ф, µ». “Ї—єЄ„Ј«ѕя–‘µѓї…Ѕ¶ѕ¬µƒ‘юїъћЎ–‘Љ∞њЎ÷∆[J]. ÷–єъїъ–µє§≥ћ, 2018, 29(24): 2925-2932. (Liu Bin, Pan Gui-xiang, Li Peng, et al. Rolling mill characteristics and control under nonlinear spring force of hydraulic cylinder[J]. China Mechanical Engineering, 2018, 29(24): 2925-2932. DOI:10.3969/j.issn.1004-132X.2018.24.005) |
| [19] | ’≈”јЋ≥, љ™Ќт¬Љ, јо’с±¶. ‘юїъ“Ї—є—єѕ¬ѕµЌ≥Ј«ѕя–‘’сґѓ”’“тЈ÷ќц[J]. Є÷ћъ, 2020, 55(4): 106-112. (Zhang Yong-shun, Jiang Wan-lu, Li Zhen-bao. Analysis of nonlinear vibration inducements of rolling mill hydraulic reduction system[J]. Iron & Steel, 2020, 55(4): 106-112.) |
| [20] | Feng H, Du Q G, Huang Y X, et al. Modelling study on stiffness characteristics of hydraulic cylinder under multi-factors[J]. Journal of Mechanical Engineering, 2017, 63(7): 447-456. |
| [21] | џђ÷Њ”Ґ, к∞”¬, ‘шЅо«њ. ‘юїъ≤ь’сљ®ƒ£Љ∞јн¬џ—–Њњљш’є[J]. їъ–µє§≥ћ—І±®, 2015, 51(16): 87-105. (Gao Zhi-ying, Zang Yong, Zeng Ling-qiang. Review of modelling and theoretical studies on chatter in the rolling mills[J]. Journal of Mechanical Engineering, 2015, 51(16): 87-105.) |
| [22] | Tamiya T, Furui K, Lida H. Analysis of chattering phenomenon in cold rolling[C]//Proceedings of Science and Technology of Flat Rolled Products. Tokyo: International Conference on Steel Rolling, 1980: 1191-1202. |
| [23] | ≈н»ў»ў, єЃ≥§Ј“. Ј÷ґќґ‘≥∆Ј«ѕя–‘Є’ґ»„ч”√ѕ¬µƒ‘юїъєхѕµЈ÷≤н”лїмгз––ќ™Ј÷ќц[J]. ґЌ—єЉЉ х, 2019, 44(5): 99-104. (Peng Rong-rong, Gong Chang-fen. Analysis on bifurcation and chaos behavior of mill rolls under piecewise symmetric nonlinear stiffness[J]. Forging and Stamping Technology, 2019, 44(5): 99-104.) |
